
航空发动机整体叶盘刀具性能灰色综合评价
2016-07-21 09:24贾玉佩
中国机械工程 2016年12期
贾玉佩 赵 威 李 亮
南京航空航天大学,南京,210016
航空发动机整体叶盘刀具性能灰色综合评价
贾玉佩赵威李亮
南京航空航天大学,南京,210016
摘要:以某型航空发动机钛合金整体叶盘的数控铣削为研究对象,提出了一种面向航空发动机整体叶盘的数控铣削刀具性能灰色综合评价方法。首先设计涵盖航空发动机整体叶盘难加工特征的基准件模型,然后基于灰色关联度分别构建了粗精加工刀具性能灰色综合评价模型,最后进行基准件的切削试验并应用所建立的灰色综合评价模型对刀具性能进行综合评价。研究结果表明,所构建的基准件模型和灰色综合评价模型可以快捷、有效地评价刀具性能。
关键词:整体叶盘;刀具性能评价;灰色关联度;钛合金
0引言
整体叶盘是现代航空发动机的一种新型结构部件,它使发动机结构大为简化,推重比和可靠性进一步提高,在新研制的第四代战斗机所配套的高推比发动机上得到了成功的应用[1-2]。航空发动机整体叶盘广泛采用钛合金、高温合金以及新型复合材料等难加工材料,具有通道深窄、叶片薄、弯扭大等典型特征,结构复杂且加工精度要求高,因而整体叶盘的综合制造工艺技术成为世界性难题[3-4]。高档数控机床与新型刀具的出现,使得采用锻件经机械加工(五轴数控加工)获得整体叶盘的方法成为国内研究成果最多、应用最广泛、技术成熟度最高的加工方法[5]。但是,如何有效选择合适的加工刀具以保障加工质量、提升加工效率和节约加工成本,仍是目前整体叶盘加工的技术难题之一。
对于航空整体叶盘的数控加工,预试验是其刀具优选的主要手段。然而,现有的刀具优选预试验往往基于刀具耐用度、加工质量或加工效率等单一因素的评价效果,被加工试样结构简单且并不具备实际零件的典型特征,因而所选刀具并不能发挥其最佳性能,有时实际加工性能与试切时存在较大差异。因此,针对此类零件的刀具优选,既要考虑刀具与工件在材料方面的匹配,亦要考虑刀具与工件在结构方面的匹配。文献[6]曾对航空钛合金复杂结构件的刀具优选进行了研究,提出了基于工件特征的铣削刀具切削性能模糊综合评价方法,并进行了试验验证。该方法为本研究中的基准件模型设计提供了参考,但是其隶属度函数主要依靠人为经验确定,评价数据的客观性仍有待提高。
影响刀具加工性能的因素复杂多变,且各因素之间交互作用,形成一种既含已知信息又含未知信息或非确知信息的灰色系统,因而难以准确地综合评价刀具的切削性能。灰色关联分析是灰色系统理论的重要组成部分之一,而且是灰色系统分析、建模、预测、决策的基石[7],能较好地解决灰色不确定的问题,可以用来解决刀具性能的综合评价问题。文献[8]建立了一种刀具综合评价体系和数学模型,运用可拓层次分析法和灰色关联度法相结合的方法对模型进行了求解分析;文献[9]构建了刀具选择评价指标系统,并采用灰色关联修正后的理想点算法对系统进行了建模求解。然而,上述研究并没有充分考虑工件的结构特征,通过该方法优选的刀具能否应用于复杂结构零件加工,仍有待进一步验证。
本文以航空发动机整体叶盘铣削刀具性能为研究对象,考虑整体叶盘的典型难加工特征,基于灰色关联分析法并结合钛合金粗精加工的特点分别构建粗精加工铣削刀具性能的综合评价模型,后终通过基准件铣削试验分析和验证模型的可行性。
1基准件的设计
航空发动机整体叶盘的典型难加工特征主要为叶片及叶片之间的流道。整体叶盘材料多为钛合金等难切削材料,且其结构复杂、通道窄、叶片薄、弯扭大、易变形。提取整体叶盘典型特征设计基准件,并进行试验综合评价刀具的性能,对于合理评价整体叶盘铣削刀具的切削性能很有必要。本文在考虑钛合金材料以及整体叶盘结构的难加工性的基础上设计了典型基准件,如图1所示。基准件包含了叶片和流道两种典型难加工特征,叶片根部与流道交接形成转接圆弧。基准件的主要参数如表1所示。
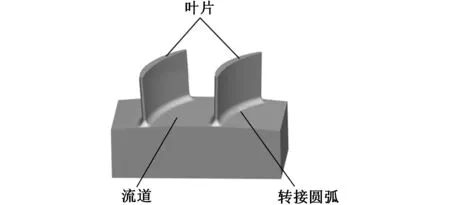
图1 基准件模型及主要参数
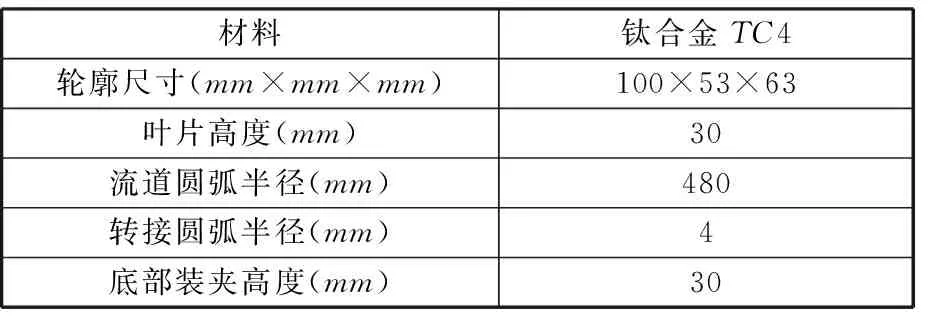
表1 基准件主要参数
2刀具性能灰色综合评价模型
灰色综合评价通常需要运用灰色关联度分析来进行评价,关联度分析是一种衡量因素关联程度大小的量化方法,可以描述因素间关系的强弱、大小和次序。在灰色综合评价模型的构建过程中,评价指标的规范化以及权重的确定方法合理与否,对评价结果的科学合理性有着至关重要的作用。
评价指标一般可以分为以下4种类型:极大型、极小型、定指标和区间型。为了消除不同指标、不同量纲的影响,针对不同类型的指标采用不同的规范化方法,将其规范化为隶属于[0,1]区间的极大型指标。本文选取的评价指标包含极大型和极小型两种类型,规范化公式[10]表示如下:
极大型指标规范化公式为
(1)
i,k=1,2,…,m;j=1,2,…,n
极小型指标规范化公式为
(2)
式中,f0j为指标的相对最优值;m为设计方案的个数;n为评价指标的数目。
根据灰色关联决策的理论,评价方案指标向量与相对最优方案指标向量的关联度可以作为评价方案优劣的准则。设相对最优方案为u0={f01,f02,…,f0n},规范化处理后有u0={1,1,…,1},设计方案ui的评价指标vj与相对最优方案u0的评价指标v0间的灰色关联度[10]为可表示为
(3)
式中,ζ为分辨系数,ζ∈(0,1),可人为确定,一般取0.5。
层次分析法(analytic hierarchy process,AHP)是系统工程中对非定量事件作定量分析的一种简便方法,也是对人们的主观判断作客观描述的一种有效方法,能够有效确定各评价指标的权重。本文采用1~9标度法构造判断矩阵,采用方根法计算指标权重值,最后对判断矩阵进行一次性检验,过程如表2所示。表中,λmax为判断矩阵的最大特征值;CI为一致性指标;CR为随机一致性比率。
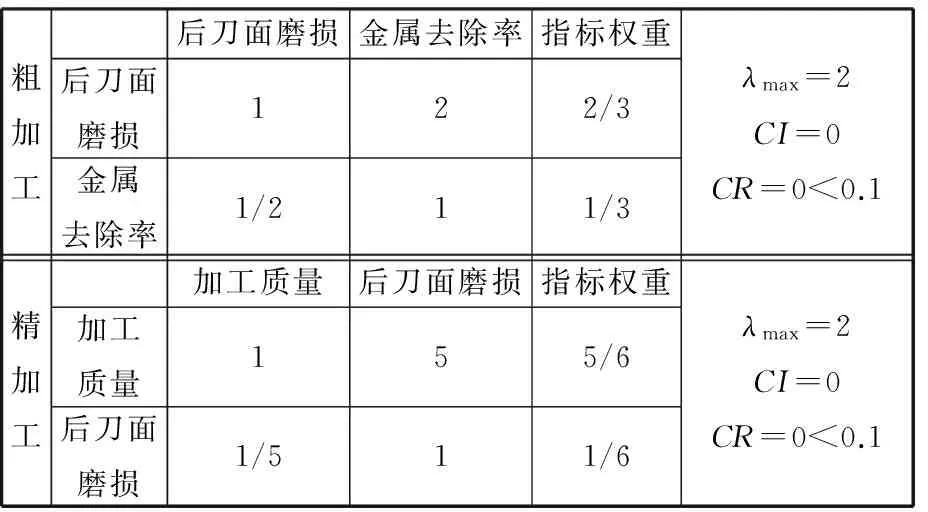
表2 评价指标权重确定过程
精加工一级评价指标加工质量的两个二级评价指标表面粗糙度、尺寸误差,被认为具有同等重要性,指标权重显然为(0.5,0.5)。最终确定各评价指标权重如表3所示。
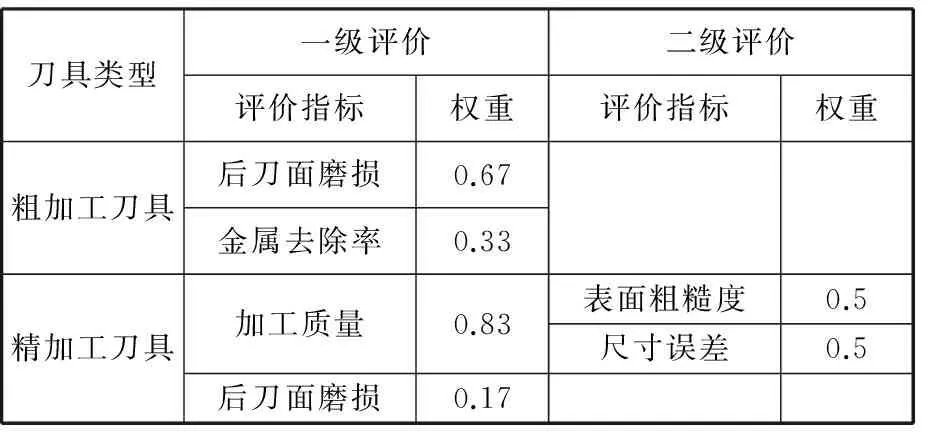
表3 评价指标权重值
2.1粗加工刀具性能评价模型
2.1.1评价指标矩阵的建立及规范化
2.1.2方案的灰色关联度和指标权值
利用式(3)计算出方案1、方案2的评价指标与相对最优方案u0的评价指标间的灰色关联度γ11、γ12、γ21、γ22。
如表3所示,粗加工过程的两个评价指标后刀面磨损、金属去除率,相对于总目标的权值向量W=(w1,w2)=(0.67,0.33)。
2.1.3决策模型
由以上分析可知,γ11、γ12、γ21、γ22构成方案多目标决策的灰色关联度矩阵为
则方案ui与相对最优方案u0的加权关联度γi组成关联矩阵γ′:
(4)
γi愈大,说明加工方案ui愈接近相对最优方案u0。当γi=max(γ1,γ2)时,加工方案ui为最优方案。
2.2精加工刀具性能评价模型
2.2.1评价指标矩阵的建立及规范化
2.2.2方案的灰色关联度和指标权值
利用公式计算出方案1、方案2的评价指标与相对最优方案u0的评价指标间的灰色关联度γ11、γ12、γ13、γ21、γ22、γ23。
如表3所示,精加工过程的三个评价指标表面粗糙度、尺寸精度和后刀面磨损量,相对于总目标的权值向量W=(w1,w2,w3)=(0.83×0.5,0.83×0.5,0.17)=(0.415,0.415,0.17)。
2.2.3决策模型
由以上分析可知,γ11、γ12、γ13、γ21、γ22、γ23构成方案多目标决策的灰色关联度矩阵为
则方案ui与相对最优方案u0的加权关联度γi组成关联矩阵γ′:
[γ1γ2]
(5)
γi愈大,说明方案ui愈接近于相对最优方案u0。当γi=max(γ1,γ2)时,方案ui为最优方案。
3刀具性能评价试验与分析
3.1基准件铣削试验
铣削试验在瑞士Mikron UCP 800 Duro五坐标高速加工中心上进行,应用工具显微镜测量刀具后刀面磨损值VB,通过Mahr Mar Surf PS1测量仪和三坐标测量机分别测量精加工后的表面粗糙度Ra和尺寸精度。
粗加工刀具为WALTER P23696-1.0系列的大进给刀片WSM35S、WSP45S,该系列刀具前角为16°,后角为14°;半精加工刀具为WALTER Protostar Ti 40系列的整体硬质合金刀具H7073717-12-2,该刀具有4个刀刃,刀尖圆角半径为2 mm,螺旋角为40°。精加工刀具几何参数见表4,其中W、M分别代表WALTER、M.A.FORD刀具厂家。1~4是为了便于标记而规定的刀具编号,精加工球头刀具如图2所示。
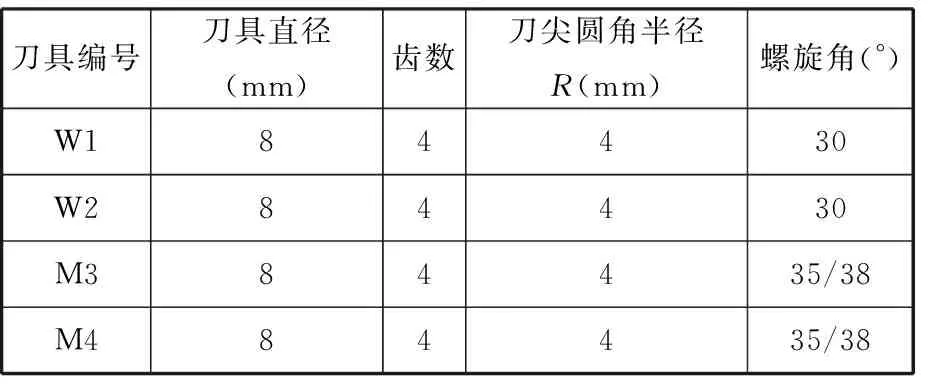
表4 精加工刀具几何参数

图2 精加工球头刀具
粗加工方案如表5所示。 半精加工采用平面铣,去除叶片顶端余量,封闭区域螺旋进刀,开放区域线性进刀。WALTER整体硬质合金刀具H7073717-12-2的铣削参数为:切削速度vc=90 m/min,每齿进给量fz=0.06 mm,径向切深ae=6 mm,轴向分五层,轴向切深ap=0.6 mm。精加工方案如表6所示。
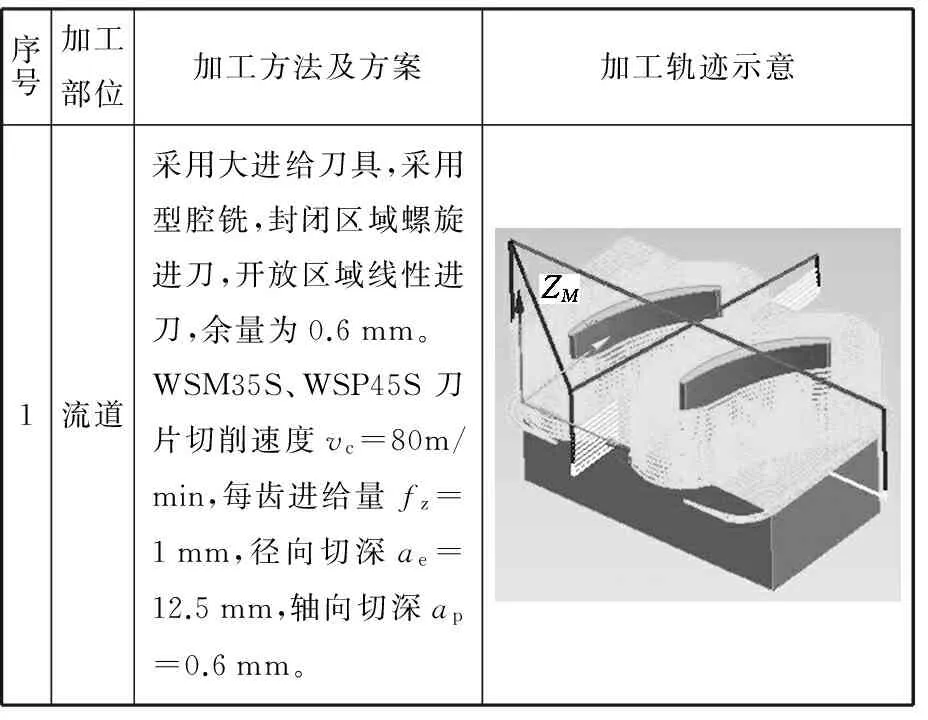
表5 基准件粗加工方案
3.2试验结果与分析
根据所制订的加工策略以及刀具的切削参数,最终加工出基准件1(共两块),验证不同的刀具的切削性能,基准件粗精加工结果如图3、图4所示。
表7为两种刀片加工同一个特征时后刀面磨损的测量结果。后刀面磨损VB为该刀具加工完一个特征后的后刀面磨损量。根据表7运用所构建的粗加工模型进行灰色综合评价,评价结果如表8所示。
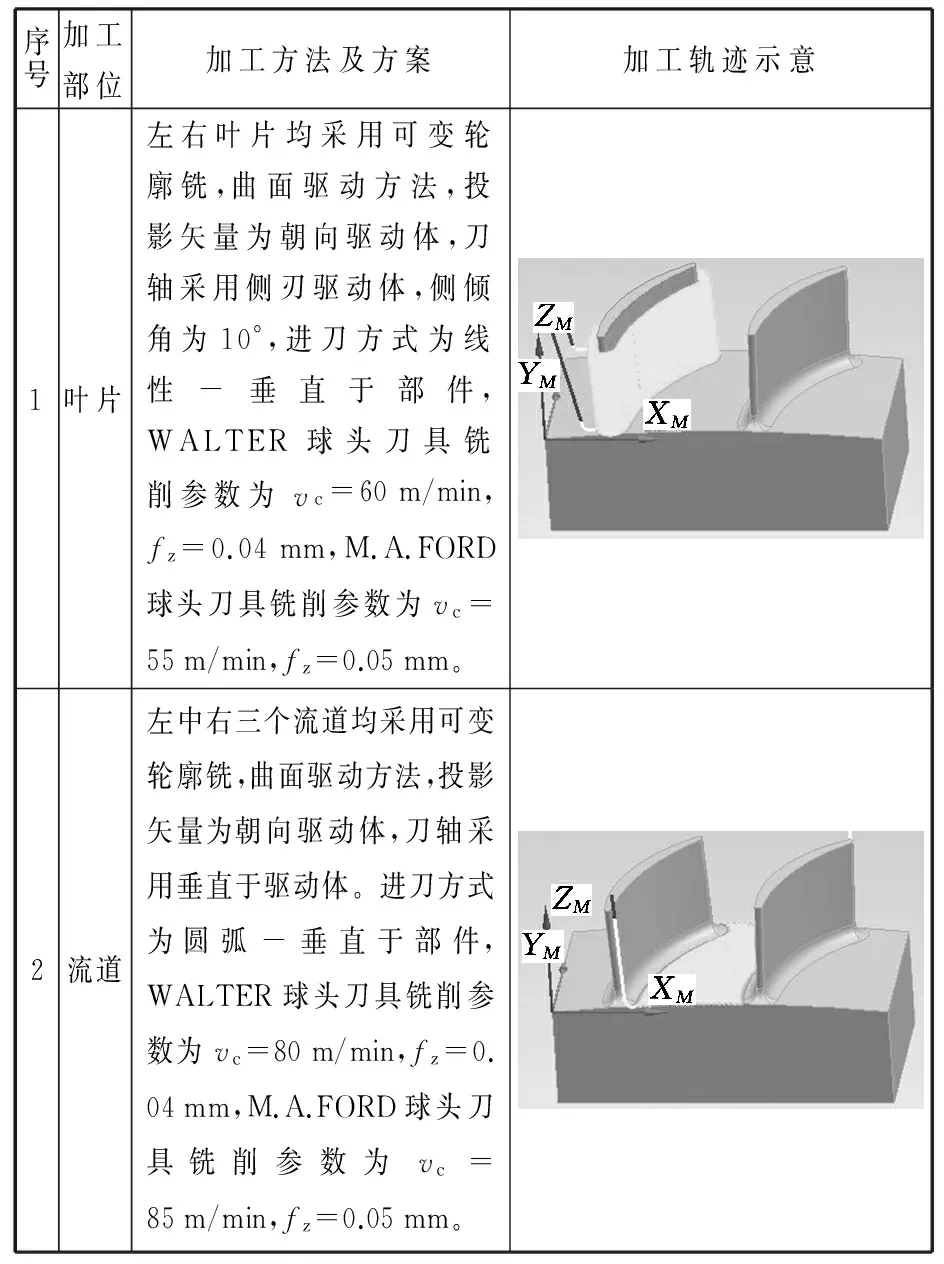
表6 基准件精加工方案
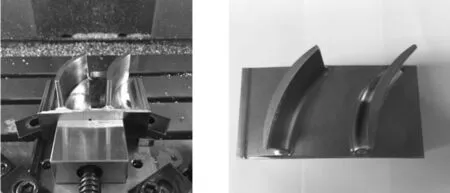
图3 基准件1粗加工后图例 图4 基准件1精加工后图例
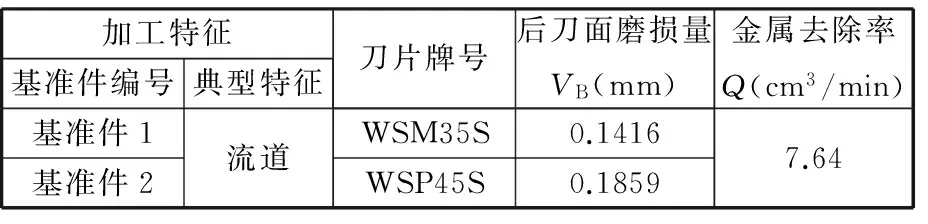
表7 粗加工各刀片试验结果

表8 粗加工刀具灰色综合评价
运用灰色关联分析法对刀具性能进行评价的关键在于计算出加权关联矩阵γ′,利用最大加权关联度γi来决定相对最优切削刀具。由表8可知,在基准件流道特征的粗加工过程中,加权关联矩阵γ′=[10.553],最大加权关联度γi=max(1,0.553)=γ1,所以刀片WSM35S的切削性能优于刀片WSP45S的切削性能。同时由表7可知,两种刀片金属去除率相同,可直接通过后刀面磨损判断刀具性能优劣,但金属去除率相同属于巧合情况,并不影响粗加工评价模型针对一般情况的使用。
表9为精加工各评价指标的测量结果,根据表9对刀具运用所构建的精加工模型进行灰色综合评价,评价结果如表10所示。
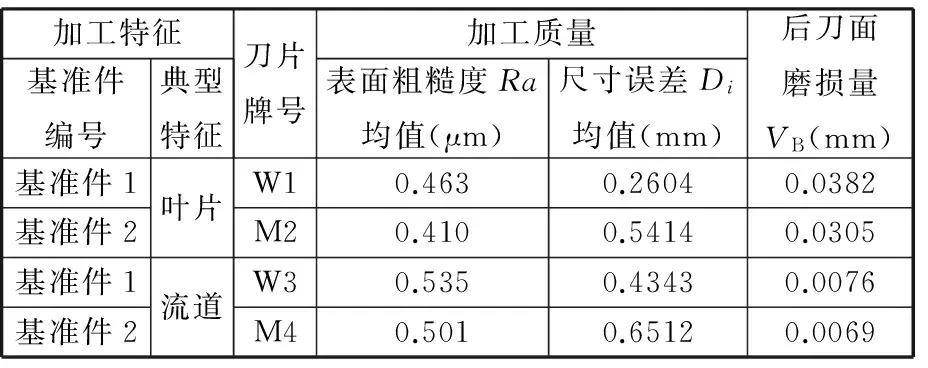
表9 精加工各刀具试验结果
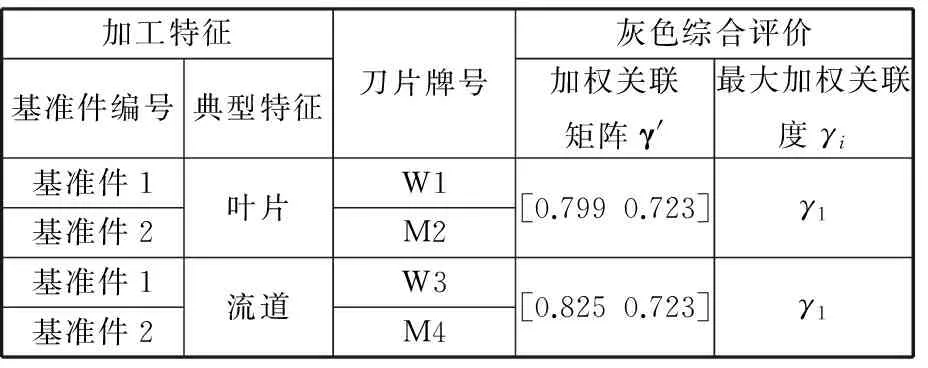
表10 精加工刀具灰色综合评价
由表10可知,精加工叶片特征时,加权关联矩阵γ′=[0.7990.723],最大加权关联度γi=max(0.799,0.723)=γ1,所以刀具W1的切削性能优于刀具M2的切削性能。精加工流道特征时,加权关联矩阵γ′=[0.8250.723],最大加权关联度γi=max(0.825,0.723)=γ1,所以刀具W3的切削性能优于刀具M4的切削性能。
4结束语
根据航空发动机整体叶盘的典型特征和工艺特点设计了基准件模型,基于灰色关联分析分别构建了粗精加工灰色综合评价模型,并通过基准件模型的铣削试验验证了该模型的可行性,为航空发动机整体叶盘铣削刀具的评价和选择提供了一定的参考。
粗加工基准件流道特征时,在相同切削参数条件下,刀片WSM35S的切削性能优于刀片WSP45S的切削性能。精加工基准件叶片和流道特征时,WALTER4齿球头刀具的综合切削性能均优于M.A.FORD4齿球头刀具的综合切削性能。
参考文献:
[1]任军学,张定华,王增强,等.整体叶盘数控加工技术研究[J].航空学报,2004,25(2):205-208.
RenJunxue,ZhangDinghua,WangZengqiang,etal.ResearchontheNCMachiningTechniqueofBlisk[J].ActaAeronauticaEtAstronauticaSinica,2004,25(2):205-208.
[2]WangMinghai,SunYue.ErrorPredictionandCompensationBasedonInterference-freeToolPathsinBladeMilling[J].Int.J.Adv.Manuf.Technol.,2014,71:1309-1318.
[3]史耀耀,段继豪,张军锋,等.整体叶盘制造工艺技术综述[J].航空制造技术,2012(3):26-31.
ShiYaoyao,DuanJihao,ZhangJunfeng,etal.BliskDiscManufacturingProcessTechnology[J].AeronauticalManufacturingTechnology,2012(3):26-31.
[4]ZhuDong,ZhuDi,XuZhengyang,etal.TrajectoryControlStrategyofCathodesinBliskElectrochemicalMachining[J].ChineseJournalofAeronautics,2013,26(4):1064-1070.
[5]王增强.航空发动机整体叶盘加工技术[J].航空制造技术,2013(9):40-43.
WangZengqiang.MachiningTechnologyofAeroengineBlisk[J].AeronauticalManufacturingTechnology,2013(9):40-43.
[6]赵威,王盛璋,何宁,等.航空钛合金结构件铣削刀具性能模糊综合评判[J].中国机械工程,2015,26(6):711-715.
ZhaoWei,WangShengzhang,HeNing,etal.ComprehensiveFuzzyEvaluationofCuttingToolPerformanceinMillingofAviationAlloyComponents[J].ChinaMechanicalEngineering,2015,26(6):711-715.
[7]邓聚龙.灰色系统基本方法[M].武汉:华中理工大学出版社,1988.
[8]夏吉兵,汪永超,贺江华.面向绿色制造的刀具应用评价方法研究[J].航空制造技术,2015(3):58-63.
XiaJibin,WangYongchao,HeJianghua.ResearchonEvaluationMethodofCutterChoiceforGreenManufacturing[J].AeronauticalManufacturingTechnology, 2015(3):58-63.
[9]谢助新.基于绿色切削的刀具选择决策模型探究[D].武汉:武汉科技大学,2011.
[10]宋久鹏,董大伟,高国安.基于层次分析法和灰色关联度的方案决策模型研究[J].西南交通大学学报,2002,37(4):463-466.
SongJiupeng,DongDawei,GaoGuoan.ADecisionModelforProductSchemeEvaluationBasedonAHPandDegreeofGreyIncidence[J].JournalofSouthwestJiaotongUniversity, 2002,37(4):463-466.
(编辑袁兴玲)
收稿日期:2015-08-18
基金项目:国家科技重大专项(2014ZX04012014)
中图分类号:TG714
DOI:10.3969/j.issn.1004-132X.2016.12.011
作者简介:贾玉佩,女,1990年生。南京航空航天大学机电学院硕士研究生。主要研究方向为机械CAD及自动化。赵威,男,1977年生。南京航空航天大学机电学院副教授。李亮,男,1973年生。南京航空航天大学机电学院教授。
GreyComprehensiveEvaluationofCuttingToolPerformanceforAero-engineBlisk
JiaYupeiZhaoWeiLiLiang
NanjingUniversityofAeronautics&Astronautics,Nanjing,210016
Abstract:A grey comprehensive evaluation method of CNC milling tool performance was proposed for an aero-engine titanium alloy blisk with the CNC milling of a type of aero-engine blisk as the research object. In this method, a benchmark with some typical difficult-to-machine features extracted from aero-engine blisk was designed, and the processing route was developed. In addition, grey comprehensive evaluation models of cutting tool performance were established for roughing and finishing tools respectively. Finally, experiments of CNC milling the benchmark were carried out, and then the grey comprehensive evaluation models were used to evaluate the cutting tools. The results show that the method is convenient and effective to evaluate the cutting tool performance for aero-engine blisks.
Key words:blisk; tool performance evaluation; grey relational grade; titanium alloy
猜你喜欢
机械工业标准化与质量(2022年3期)2022-08-12
航空发动机(2020年3期)2020-07-24
活力(2019年17期)2019-11-26
制造技术与机床(2019年7期)2019-07-22
中国自行车(2018年8期)2018-09-26
大经贸(2016年11期)2017-01-06
中国市场(2016年34期)2016-10-15
商(2016年25期)2016-07-29
中国市场(2016年21期)2016-06-06
钛工业进展(2014年5期)2014-02-28
