
气焊焊补技术在钢轨焊补中的应用
2016-07-19 01:52胡玉堂中国铁道科学研究院金属及化学研究所北京100081
铁道建筑 2016年6期
胡玉堂(中国铁道科学研究院金属及化学研究所,北京 100081)
气焊焊补技术在钢轨焊补中的应用
胡玉堂
(中国铁道科学研究院金属及化学研究所,北京100081)
摘要介绍了钢轨气焊焊补的工艺流程,对钢轨气焊焊补接头进行了力学性能测试、硬度测试和显微金相组织分析,结果表明,接头的力学性能仍需提高,接头硬度与母材匹配较好,焊缝组织主要为珠光体+铁素体,焊缝与热影响区的结合较好。现场应用情况表明,气焊焊补接头能够经历9 000万t以上的运量,且使用后焊缝硬度和母材硬度匹配仍较好。
关键词钢轨;气焊焊补;焊补接头;力学性能;硬度;金相组织
1 钢轨焊补的现状
近年来,随着我国铁路的快速发展,钢轨伤损问题变得日益突出,如钢轨的局部缺陷(擦伤、剥离掉块)、钢轨端部低塌、钢轨焊接接头低塌等。对于钢轨伤损的焊补,国内外主要采用电弧焊补技术,如法国、瑞典等国家研制出了自动化电弧焊补设备,并将这些设备应用到钢轨的焊补作业中[1-3];在国内,在线钢轨伤损的焊接修复主要采用手工电弧焊补技术[4-5]。
本文介绍了一种使用氧气和乙炔作为焊接热源的钢轨气焊焊补技术,并对钢轨气焊焊补接头的力学性能、硬度和显微金相组织进行了试验研究,可为气焊焊补技术在钢轨焊补中的应用提供技术支持[6]。
2 钢轨气焊焊补工艺流程
钢轨气焊焊补技术是使用氧气和乙炔作为焊接热源,并采用焊丝作为填充物的一种钢轨焊补方法,其工艺流程为:①打磨并清理干净钢轨缺陷;②预热待焊部位;③焊接钢轨;④打磨焊补接头;⑤焊后热处理;⑥对焊补接头进行探伤。如图1—图3所示。

图1 钢轨焊前打磨

图2 钢轨焊接

图3 钢轨焊后打磨
3焊补接头的性能测试
对U75V钢轨进行气焊焊补试验,然后对钢轨的焊补接头进行拉伸、室温冲击等力学性能测试以及硬度测试、金相组织分析等。
3. 1力学性能测试
焊补接头的力学性能测试结果如表1所示。
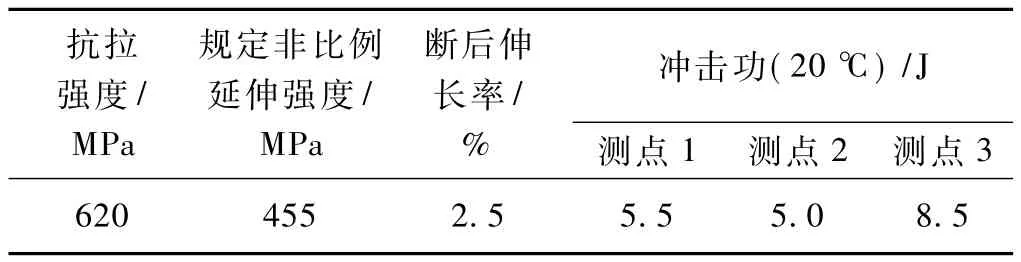
表1 焊补接头力学性能
从测试结果可以看到,焊补接头的抗拉强度低于《钢轨焊接》(TB /T 1632—2014)标准中关于铝热焊接头拉伸性能的要求[7](780 MPa),断后伸长率2. 5%,平均冲击功6. 3 J,表明焊补接头的力学性能仍需要提高。
3. 2硬度测试
测试了焊补接头轨顶面硬度和横断面硬度。焊补接头横断面如图4所示,测试结果如表2、表3所示。
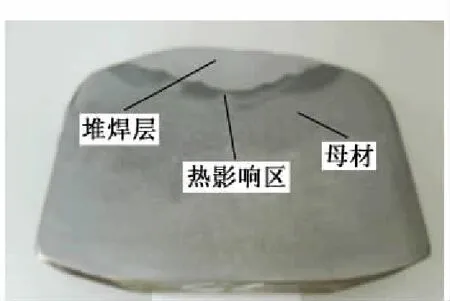
图4 焊补接头横断面

表2 轨顶面布氏硬度值(HB)
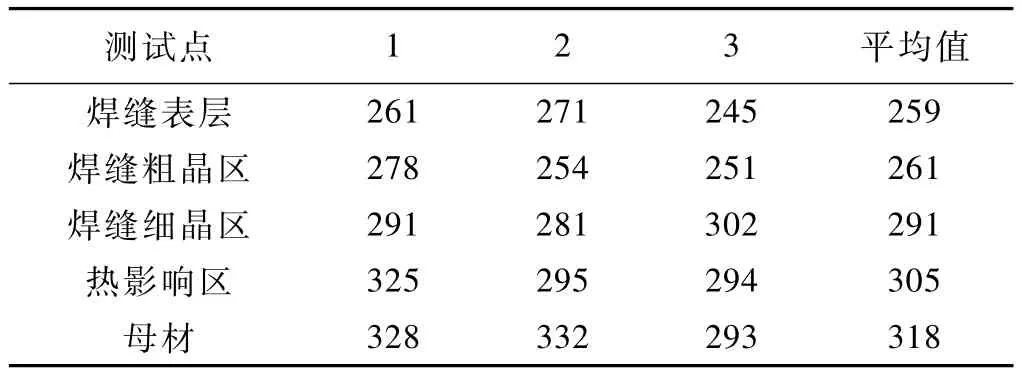
表3 横断面显微维氏硬度值(HV)
从表2可以看出,焊缝硬度值/母材硬度值= 0. 93,焊缝与母材硬度匹配较好。
从表3可以看出,焊缝表层的硬度值比母材的硬度值低,从焊缝表层到焊缝粗晶区、焊缝细晶区、热影响区与母材的硬度逐渐升高。焊缝硬度值/热影响区硬度值= 0. 89,表明焊缝与热影响区的硬度匹配较好;热影响区硬度值/母材硬度值= 0. 96,表明热影响区与母材的硬度匹配较好;焊缝硬度值/母材硬度值= 0. 85,表明焊缝与母材的硬度匹配较好。测试结果表明焊接接头的横断面各个部分的硬度值匹配较好,接头硬度性能较好。
3. 3焊缝的显微金相组织
对焊补接头进行显微金相组织分析,得到焊补接头及热影响区的金相组织。如图5~图8所示。其金相组织主要为铁素体+珠光体,但由于焊补接头的各部位冷却速度不同,所以晶粒大小有变化。
从金相照片可以看到,焊补接头的金相组织主要由珠光体和铁素体组成;焊缝组织存在着粗晶区和细晶区,在焊缝的表层晶粒较粗大,由表层往里,晶粒逐渐细化;从金相组织上看,因为焊接熔合线附近的金相组织较细小,故焊接热影响区与焊缝结合较好。
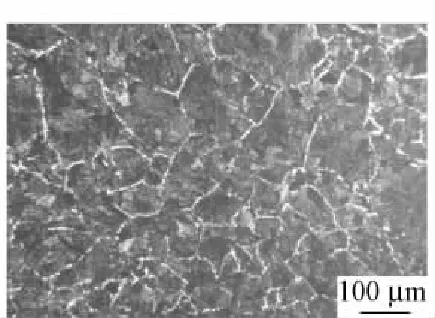
图5 焊缝粗晶区

图6 焊缝细晶区

图7 焊缝与热影响区交界

图8 热影响区
4 现场应用
对现场气焊焊补接头进行跟踪试验(见图9),跟踪焊补接头使用情况,测试焊补接头的硬度(采用里氏硬度计+钢直尺),测试结果见表4~表7。
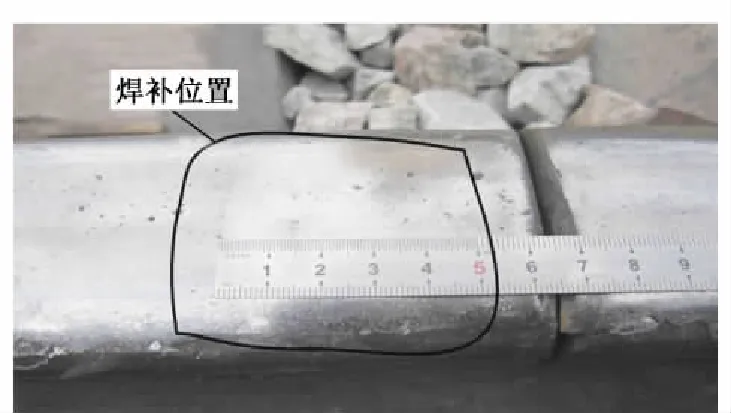
图9 焊补接头硬度跟踪测试

表4 1号接头布氏硬度值(HB)

表5 2号接头布氏硬度值(HB)

表6 3号接头布氏硬度值(HB)

表7 4号接头布氏硬度值(HB)
1号焊补接头的钢轨材质为U71Mn,60 kg/m。至测试前为止,焊补后累计货运总量为9 000万t。在焊缝和母材分别测试5点布氏硬度,通过硬度测试,可以得到焊缝与母材平均硬度的比值为0. 92,表明该焊补接头经历了9 000万t运量后,焊缝与母材的硬度匹配较好。
2号焊补接头的钢轨材质为U75V,60 kg/m,至测试前为止,焊补后累计货运总量为1. 2亿t。焊缝与母材平均硬度的比值为0. 99,表明该焊补接头经历了1. 2亿t运量后,焊缝与母材的硬度匹配较好。
3号焊补接头的钢轨材质为U75V,60 kg/m,至测试前为止,焊补后累计货运总量为1. 5亿t。焊缝与母材硬度平均值的比值为0. 96,表明该焊补接头经历了1. 5亿t运量后,焊缝与母材的硬度匹配较好。
4号焊补接头的钢轨材质为U71Mn,60 kg/m,至测试前为止,焊补后累计货运总量为4亿t。从硬度测量结果可以看到母材和焊缝都受到了表面加工硬化的影响,因此测量得到的硬度值较实际材质偏高,但焊缝与母材硬度平均值的比值为0. 93,表明该焊补接头经历了4亿t运量后,焊缝与母材的硬度匹配较好。
5 结论
1)焊补接头的力学性能仍需要提高,接头硬度与母材匹配较好。
2)焊缝组织主要为珠光体+铁素体,焊缝与热影响区的结合较好。
3)对焊补接头的使用跟踪结果表明,焊补接头能够经历数千万吨以上的运量,且经过使用后,焊缝硬度和母材硬度匹配仍较好。
参考文献
[1]丁韦,黄辰奎.钢轨电弧焊补现状及对策[J].铁道建筑,2005(8):13-14.
[2]CERBULIS J,SATIKSME R. TramtracⅡRail Repair Solution for Riga's Tramways[J]. Engineering Village,2009(64):43-44.
[3]季关钰,孟斌.钢轨及高锰钢辙叉的自动与半自动电弧焊修技术[J].铁道建筑,2006(3):84-85.
[4]宋国亮,窦可乐,宋月荣.钢轨快速焊补技术的研究与应用[J].铁道标准设计,2005(5):112-113.
[5]陈辉,曾伟德,车小莉,等.铁路在线钢轨焊补修复技术[J].铁道建筑,2005(8):106-108.
[6]杜立新.特种焊修工艺在包神铁路伤损钢轨修复中的应用[J].铁道建筑,2013(10):123-124.
[7]国家铁路局. TB/T 1632—2014钢轨焊接[S].北京:中国铁道出版社,2014.
(责任审编周彦彦)
Application of Oxygen Acetylene Welding Repair Technology in Rail Welding Repair
HU Yutang
(Metals and Chemistry Research Institute,China Academy of Railway Sciences,Beijing 100081,China)
AbstractT he technological process of rail oxygen acetylene welding repair was introduced,and the mechanical performance test,hardness test and microscopic metallographic structure analysis of rail oxygen acetylene welding repair joints were carried out. T he results show that the mechanical performance of the joints still need to be improved,the joints hardness matches well with the base metal hardness,the welding metal is mainly composed of pearlite and ferrite,the combination of weld seam and heat affected zone is good. Field application indicates that oxygen acetylene welding repair joints could bear the freight volume above 90 million tons and the weld seam hardness still matches well with the base metal hardness after use.
Key wordsRail;Oxygen acetylene welding;W elding repair joints;M echanical performance;Hardness;M etallographic structure
中图分类号U213. 4
文献标识码A
DOI:10. 3969 /j. issn. 1003-1995. 2016. 06. 38
文章编号:1003-1995(2016)06-0146-03
收稿日期:2016-01-15;修回日期:2016-03-01
基金项目:中国铁道科学研究院基金(2013YJ121)
作者简介:胡玉堂(1983—),男,助理研究员,硕士。
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
中国特种设备安全(2022年1期)2022-04-26
山东冶金(2022年1期)2022-04-19
制造技术与机床(2017年8期)2017-11-27
中国铸造装备与技术(2017年3期)2017-06-21
中国塑料(2015年12期)2015-10-16
中国塑料(2015年9期)2015-10-14
中国铁道科学(2015年5期)2015-06-21
中国铁道科学(2015年4期)2015-06-21
中国铁道科学(2014年6期)2014-06-21
