
4.6m矿渣辊磨选粉机回转部分设计改进
2016-07-13 08:20:28张睿赵慧艳
水泥技术 2016年2期
张睿,赵慧艳
4.6m矿渣辊磨选粉机回转部分设计改进
张睿,赵慧艳
辊磨以其占地小、电耗低、噪音小、产量高、经济效益可观等优点越来越被建材行业所认可。4.6m矿渣辊磨是我公司主导产品,而选粉机回转部分是辊磨的核心部件,其传动系统通过变频调速电机带动减速机,减速机带动小带轮转动,通过皮带传动,带动大带轮和选粉机回转部分转动,且可以实现无级调速,从而保证提供不同的产品细度。
选粉机回转部分主要由转子、大带轮、选粉机上下轴承、两个轴承座和三道唇形密封圈等部分组成,具体结构见图1。

图1 选粉机回转部分

图2 改进后的选粉机回转部分
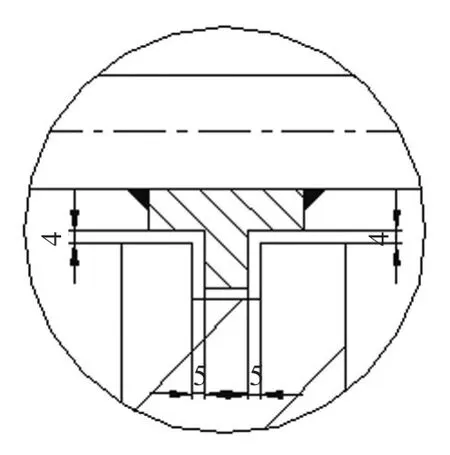
图3 密封板与轴承座(2)
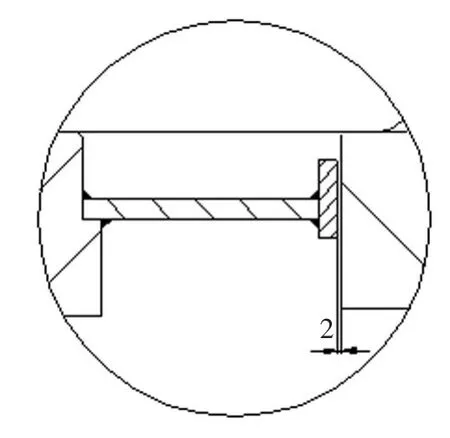
图4 挡板与轴承座(1)

图5 下料溜管(1)与下料溜管(2)的联接
选粉机回转部分的密封采用了三道SKF公司生产的唇形密封(见图1),其中唇形密封圈(1)是防尘密封圈,唇形密封圈(2)是防油密封圈,唇形密封圈(3)是防油防尘一体的密封圈。三道唇形密封圈的直径都是1 380mm,直径比较大,属于定制密封圈,成本较高。与唇形密封圈配合的零件加工精度和表面光洁度要求较高,增加了加工成本。三道唇形密封圈安装难度较大,必要时需配备安装工具,成本增加。
由于现场工作条件恶劣,唇形密封圈(3)易损坏,但下料溜管在此处是一体的,更换唇形密封圈(3)时需要将下料溜管在此处切断,这样既破坏了设备结构,影响质量,也增加了更换成本。
针对上述问题,我们将选粉机回转部分做了改进设计,具体结构见图2。将选粉机回转部分的密封由三道唇形密封圈改为两道机械密封和一道唇形密封。即,将原选粉机回转部分的唇形密封圈(1)和唇形密封圈(2)改为机械密封件,考虑到现场工作环境,保留了唇形密封圈(3),但为了方便更换唇形密封圈(3),将下料溜管分为两段,并用螺钉联接。具体改造情况如下:
(1)取消原选粉机回转部分中的唇形密封圈(1)和端盖(2),增加T型密封板。将T型密封板焊接在大带轮上,且在轴承座(2)上端面加工一个凹槽,使T型密封板与轴承座(2)形成机械密封,见图3。
(2)取消原选粉机回转部分中的唇形密封圈(2)和压盖,增加T型挡板。将T型挡板焊接在轴承座(2)上,使T型挡板与轴承座(1)形成机械密封,见图4。
(3)下料溜管在唇形密封圈(3)位置处断开,分为两节。在下料溜管(2)上焊接一圈围板,围板上制作一圈光孔,而下料溜管(1)的尾端配做一圈螺纹孔,用螺栓将下料溜管(1)和下料溜管(2)联接起来,具体结构见图5。
上述改造方案实施后,现场使用效果很好。机械密封件的寿命比唇形密封圈的寿命长,降低了选粉机回转部分的采购、加工和安装成本。同时,设备的竞争力提高,保证了辊磨选粉机的长期稳定运转。
Design Improvement on Rotary Part of Classifier in 4.6m Slag Roller Mill
TQ172.632.5文献标识码:A文章编号:1001-6171(2016)02-0072-02
通讯地址:唐山冀东装备工程股份有限公司,河北唐山063020;2015-12-04;编辑:孙娟
猜你喜欢
矿山机械(2022年9期)2022-09-20 08:47:02
水泵技术(2022年3期)2022-08-26 08:59:52
冶金动力(2021年5期)2021-11-19 01:48:54
下一代(2020年6期)2020-01-13 05:13:16
机电工程技术(2018年11期)2018-12-03 08:25:02
柴油机设计与制造(2018年2期)2018-08-29 00:51:12
综合智慧能源(2013年2期)2013-04-24 06:55:50
金属矿山(2013年11期)2013-03-11 16:55:03
水泥技术(2012年3期)2012-04-14 15:12:46
水泥技术(2012年3期)2012-04-14 15:12:46
