
磨机支承润滑装置冷却设计选型
2016-07-13 08:20:21母彩军
水泥技术 2016年2期
母彩军
装备技术
磨机支承润滑装置冷却设计选型
母彩军
本文介绍了磨机滑履轴承润滑装置选择的重要性,并以ϕ4.2m磨机滑履轴承为例,详细介绍了滑履轴承润滑装置冷却设计选型方法。实践证明,采用此方法设计的滑履轴承在磨机设计工况运行、滑履瓦接触合格的情况下,没有发生过热现象。
磨机;滑履轴承;滑履瓦;润滑;散热面积
1 引言
在磨机运转过程中,磨机滑环和滑履瓦之间的摩擦会产生热量,同时,粉磨产生的热量也会通过筒体滑环传递到滑履瓦。为降低此热量,往往给磨机配备稀油润滑站供给冷却润滑油,从而实现润滑和冷却的目的。但润滑油流量等参数一般都是根据经验选择,且由于粉磨的物料以及工艺差异,同规格的磨机在不同工厂应用状况往往不同,参数难以确定,所以在工厂内时常发生由于滑履瓦过热,影响磨机正常运转的情况。实践证明,影响滑履瓦发热的因素除设计是否合理、接触是否良好外,润滑站的选择是否合理也是一个极其重要但却容易被忽视的因素。针对这种情况,找到一套正确选择磨机滑履轴承润滑装置参数的方法十分必要。
2磨机滑履轴承润滑装置冷却器参数计算
主轴承是管磨机主要部件,磨机的无用功主要消耗在主轴承的摩擦上,约占磨机总能耗的10%以上,摩擦造成磨机运转中轴瓦温度升高,影响磨机的安全运转。管磨机的主轴承主要分两类,一种为中空轴型式,另一种为滑履轴承型式。由于磨机的大型化,目前ϕ3.8m以上磨机往往采用滑履轴承型式的主轴承,而滑履瓦温度过高,往往超过80hC,成为了影响磨机运转率的主要故障点,如何解决这个问题,是实现磨机高运转率的关键。在传统的设计中,往往缺少详细的计算,无法选择正确的轴承润滑装置,及时冷却磨机轴承。针对此现象,我们研究出了以下计算方法。
影响磨机滑履瓦温度升高的主要因素包括滑环和滑履瓦摩擦产生热量及磨机筒体滑环传热。下面以目前常用的ϕ4.2m磨机滑履轴承为例进行相关计算。
2.1热平衡计算
已知该磨机运转中每个滑履瓦的载荷为1 460kN,根据统计测量结果,滑环部位温度在70~80hC左右,相比磨机出口水泥温度一般低15~30hC左右,靠接触方式传热给滑履瓦。
以润滑油流入滑履瓦和流出滑履瓦为界限进行滑履轴瓦工作时的热平衡计算:
f·Fr·V+α·h·(th-tb)
=c·ρ·Q·(t0-t1)+Ks·A·(t0-t1)+αw·Aw·(tb-tw)
式中:
Fr——滑履瓦径向载荷,kN,Fr=1 460kN
f——轴承的摩擦系数,即润滑油的内摩擦系数,滑动轴承液体摩擦系数在0.001~0.01,取f=0.01
V——轴颈圆周速度,m/s
α——滑履瓦的导热系数,W/m·K,50℃时,
α=50.6W/m·K h——滑履瓦厚度,m,h=0.066m th——滑环温度,℃,取th=80℃
tb——滑履瓦内壁温度,℃,取tb=55℃
c——润滑油的比热,J/kg·℃,对于矿物油,c=1 900J/kg·℃
ρ——润滑油的密度,kg/m3,对于矿物油,ρ=850~900kg/m3
Q——润滑油的流量,m3/s,该磨机选配80L/min润滑站,对应每个滑履瓦Q=0.04m3/min =0.000 667m3/s
Ks——瓦体的散热系数,J/m2·℃,按照散热条件考虑,Ks=80J/m2·℃
A——滑履瓦轴承体散热面积,A=0.908 6m2
t0——润滑油的出口温度(出口温度≯60~70℃),℃t1——润滑油的入口温度(应在30~40℃之间),℃,
取t1=40℃
αw——水对滑履瓦的平均对流传热系数,W/m2·K,水强制对流时,α=1 000~15 000W/m2·K。由于冷却水在瓦内的流动速度很低,取αw=1 000W/m2·K
Aw——滑履瓦内腔过水冷却面积,m2,Aw=1.09m2
tw——冷却水流入温度,℃,tw=25℃
则:
t0=[0.01 1 460 000 3.59+50.6 0.066
(80-55)-1 000 1.09 (55-25)]
/(1 900 900 0.000 667+80 0.908 6)+40
=56.32hC
通过以上计算可以看出,润滑油出口温度t0符合要求,磨机的结构设计及润滑油流量的选择合理。滑履瓦尺寸见图1。
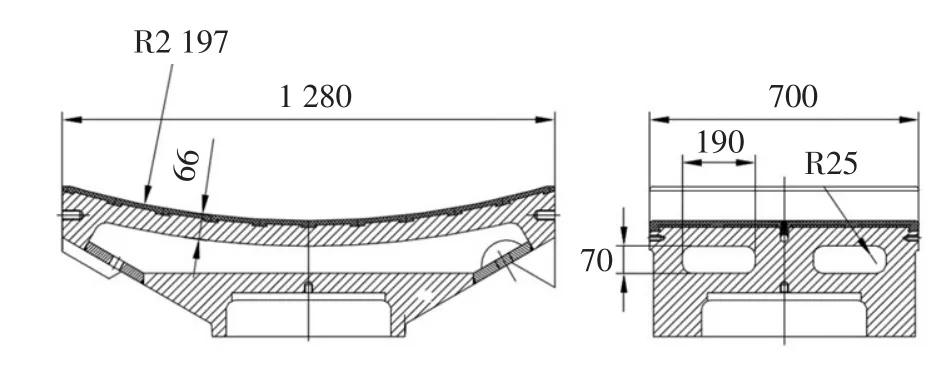
图1 滑履瓦外形尺寸图
2.2冷却器散热面积计算
根据出口温度,核算润滑站冷却能力,润滑油的热负荷:
H=Q·ρ·c·(T1-T2),W
式中:
Q——润滑油的流量,Q=0.000 667m3/s
ρ——润滑油的密度,对于矿物油,ρ=850~900kg/m3
c——润滑油的比热,对于矿物油,c=1 900J/kg.℃
T1——润滑油进口温度,T1=t0=56.32℃
T2——润滑油出口温度,取T2=40℃
则:
H=0.000 667 900 1 900 (56.32-40)=18 614.1W
热交换面积计算:
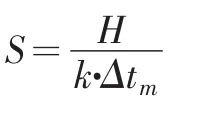
式中:
k——传热系数,与换热器结构型式有关
Δtm=,其中T'1为冷却水进口温度,取T'1=30℃;T'2为冷却水出口温度,正常设计冷却水温升5~10℃。

通过计算可以看出,该磨机配置的润滑装置,如采用管式冷却器,换热面积应该在13m2以上。常用换热器型式计算所需的换热面积见表1。而有些润滑站生产厂家的冷却器标准配置的换热面积是8m2,甚至6m2,这样的配置可以满足承载力引起的发热冷却。但在一些入磨物料温度较高或环境温度较高地区,因磨内隔热处理不到位造成磨机筒体滑环温度过高,磨机超载运行的情况下,冷却能力明显不足,从而导致因滑履瓦过热影响磨机正常运行的情况时有发生,这时现场不得不增加冷却器。
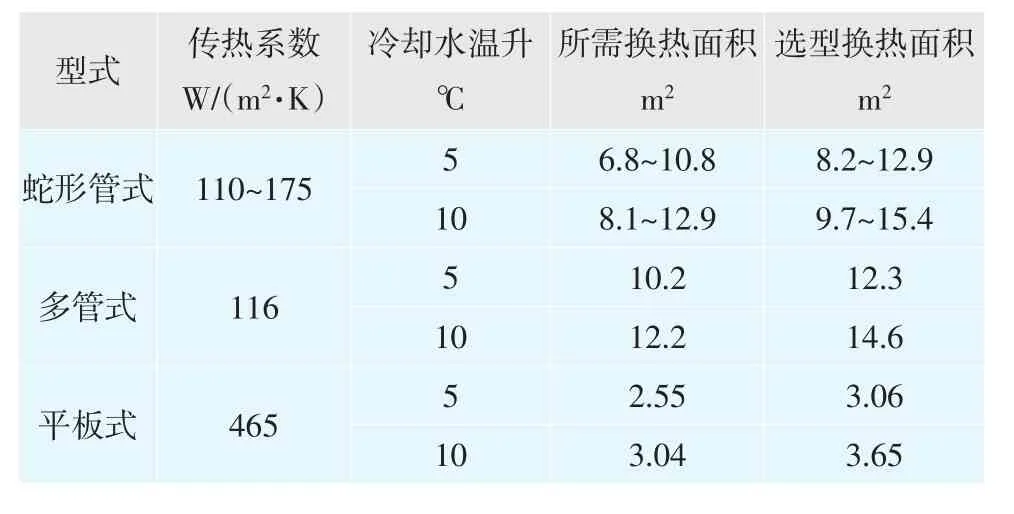
表1 常用换热器型式计算所需的换热面积
3 结语
经过多台磨机的实际运行情况验证,按照本文方法配置润滑站冷却器后,在磨机设计工况运行、滑履瓦接触合格情况下,滑履瓦均未发生过热现象。
“罗滨森杯”第十届全国建材机械行业技术革新奖申报工作正式启动
中国建材机械工业协会自2007年开展全国建材机械行业技术革新奖评审工作以来,经过近十年的发展,目前已成为我国建材机械领域中展示企业先进技术、团队创新能力的唯一权威机构。作为行业公益行为,十年来参与评审企业超过500家,授奖上千人次,鼓舞了大批企业科技人员和一线员工积极创新、勇于创新的精神,涌现出大量先进技术和人才,对我国建材机械行业技术进步起到了巨大的推动作用。
为进一步提升建材机械技术革新的步伐,提升行业整体技术水平,协会决定继续开展“罗滨森杯”第十届全国建材机械行业技术革新奖评审工作。有意申报的单位请致电中国建材机械工业协会秘书处。
地址:北京市朝阳区望京北路16号中材国际大厦
联系人:张瑞、东朝莉
电话:010-64398012、64398002
传真:010-64398082邮编:100102
电子信箱:cbmma@163.com
Design and Selection of Cooling System for Lubricating Device of Mill Bearing
TH133.3
A
1001-6171(2016)02-0038-02
通讯地址:中材装备集团有限公司,天津300400;2015-07-01;编辑:孙娟
猜你喜欢
建材发展导向(2021年6期)2021-06-09 05:56:48
金属加工(热加工)(2020年12期)2020-02-06 05:59:24
山东冶金(2019年6期)2020-01-06 07:46:14
活力(2019年17期)2019-11-26 00:42:22
上海建材(2019年3期)2019-09-18 01:50:50
电子制作(2019年11期)2019-07-04 00:34:36
电子世界(2018年22期)2018-12-06 06:17:34
防爆电机(2016年4期)2016-09-15 04:34:11
柴油机设计与制造(2015年3期)2015-12-05 06:29:24
河南科技(2014年24期)2014-02-27 14:19:43
