
型材生产及轧制工艺研究
2016-07-04 10:46:43陈通
企业技术开发·中旬刊 2016年1期
陈通
摘 要:文章介绍了具有国际先进水平的中型厂的设备及工艺特点,采用的新技术,及H型钢、钢轨等新产品的开发情况,并针对存在的H型、钢轨等轧制工艺问题等提出了改进措施。
关键词:中型型钢;H型钢;钢轨;新技术
中图分类号:TE626.39 文献标识码:A 文章编号:1006-8937(2016)02-0105-02
型材的生产在我国的钢铁产量生产中占有较大的比例,可以达到50%~60%,随着建筑行业的不断发展,型材的应用更是得到了广大的应用空间,面对这样的市场要求,很多钢铁企业都调整了产业结构。在型材的生产中品种多样,规格种类繁多,在很多领域的应用上存在不可替代性,并且也是最为经济的生产方式。就目前市场状态表现来看,市场的要求是最突出的,不过对型材本身的质量生产保证也存在较多问题,断面经济性钢材的产品技术开发缓慢,不能满足市场的更高要求。第二,我国的型材生产技术远远落后于发达国家,第三,我国的钢铁企业总体水平也并不高,还有很大的发展空间。
1 中型型材及复杂断面钢材型材的制作
1.1 型材类型以及其产品生产特点
①我国型材市场产品多种多样,按照规格划分可以达到上万种,只有极少数使用轧机进行专业性的制作,一般通常采用型材制作生产线进行规模且规范化生产。②在断面尺寸上也有很大的差异,在孔型设计和生产中要根据生产的特殊性不断调整轧制的工艺参数。③型材在轧制的过程中,由型材断面因温度不均,所以轧辊必须计算精确的尺寸和摩擦程度,最终要调整到合乎要求的轧辊和导卫。④型材的轧机结构布置上也各有不同,二辊,三辊,四辊以及万能轧机都有,在布置形式上也有横式和顺序式集中方式。
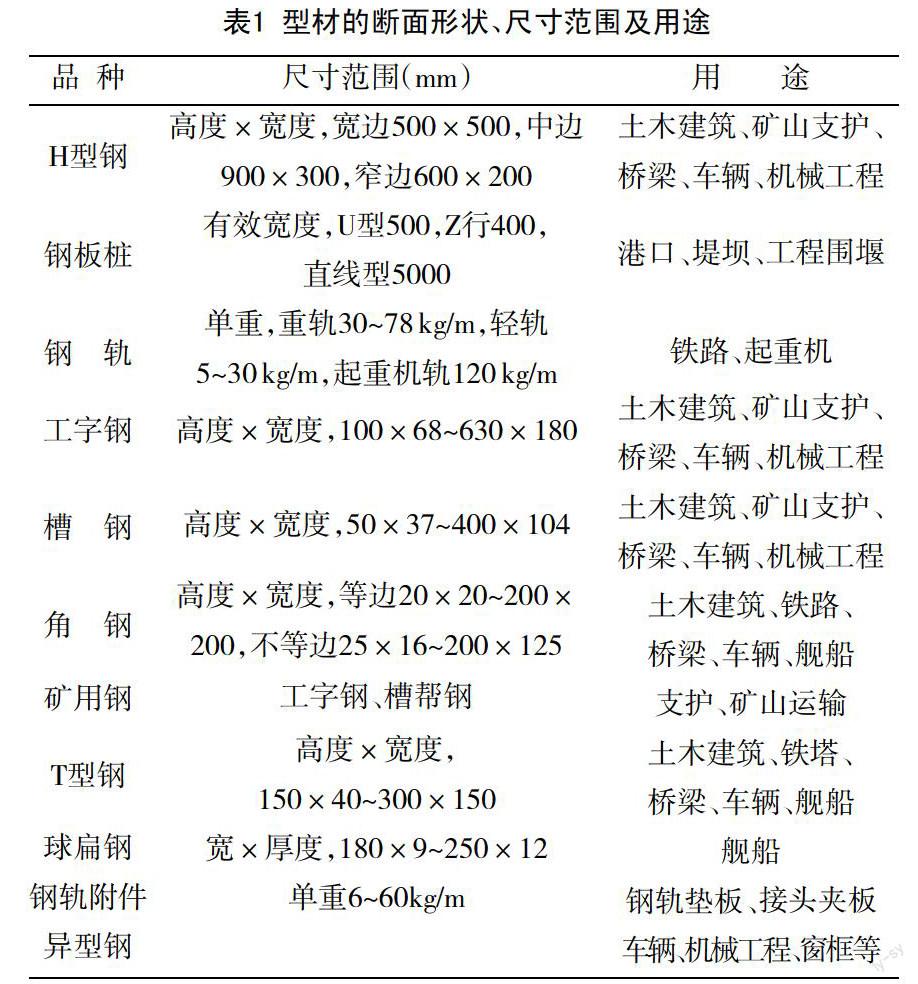
1.2 型材生产的种类及用途
型材的断面形状、尺寸范围及用途,见表1。
随着现代市场要求标准越来越高,在型材应用上也得以体现,在建筑用材上,要求型材的强度必须达到一定得标准,一般为400~500 MPa,更高的要求可以到600~1 000 MPa。同时要求型材的产品具有很好的耐腐蚀性。对于造船和铁路行业上,型材的耐腐蚀性要求更高。同时,每一个使用部分都要求型材具有最好的经济断面尺寸。
2 典型性的型材产品
2.1 H型钢
H型钢又名工字钢,其产品由于其稳固的形状,横断面为H,横竖成为直角支撑,这样的产品强度高,常应用于承载里较大的施工现场,而且断面的稳定性好,在高层建筑和高速公路上普遍使用。
H型钢常常是用万能的轧辊机器生产制造的,通过水平辊进行转动来轧制型材,利用两个立辊在左右进行支撑,同时保证了轧辊的速度,在水平辊与立辊之间使边部保持共同成形。轧制中,为了使上下辊和的侧面和相应的立辊成一定的比例角度,配置万能轧机使用,H型钢早在1902年德国就开始进行生产,采用一台带旋转立辊和单独设置轧边端机的H型钢轧机,到目前为止已经沿用了100年的历史。随着生产技术的不断发展,目前大多数冶金企业都使用的是连续性万能轧机,生产效率是原来的生产工艺几十倍。在2000年就有很多冶金企业应用上百套万能型钢轧机,可以生产各种规格的型材产品。我国的包钢轧梁厂就是采用了二辊轧机与立辊来进行制造一定量的H型钢,来解决国内对型材的急需,以至于以后,武钢、宝钢也开始陆续生产使用。
2.2 钢 轨
钢轨轧制后横截面一般都为轨头,轨腰和轨底三个部分。大多数都应用与矿山生产、森林作业和铁路运输中。在钢轨的生产中,要增强钢轨的底部宽度,不断增强钢轨的截断面。一般的轧制产品重量都在70 kg/m以上。随着冶金技术的不断发展大多数企业都在不断的开发和研制新型的合金材料,将产品的耐磨性和韧性提升到一定高度,使用寿命才能延长。
轧钢一般是两辊孔型法和万能棍轧进行制做。两辊孔型法依靠水平轧机下压,压制头部与底部,这样才能保证其不变形,孔型也比较容易受到外界的磨损。万能棍的产品质量精度一般都较高,表面光滑,質量可以提高几倍。
钢轨的轧制后处理一般分为冷却,矫直和淬火。冷却过程中主要依靠自然冷却和缓冷。自然冷却将产品放在冷床上冷却。通过加入氢来进行缓慢冷却,当把产品冷却到500~600 ℃。产品的矫直温度<100 ℃。钢轨的淬火中主要是针对使用过程中容易承受到较大的冲击和震动,所以要求产品必须具有足够的刚度和强度。为了适应现代生产生活中的要求,钢轨淬火后的索氏体组织,有一定的淬透深度。
3 现代型材轧制的集中工艺要求
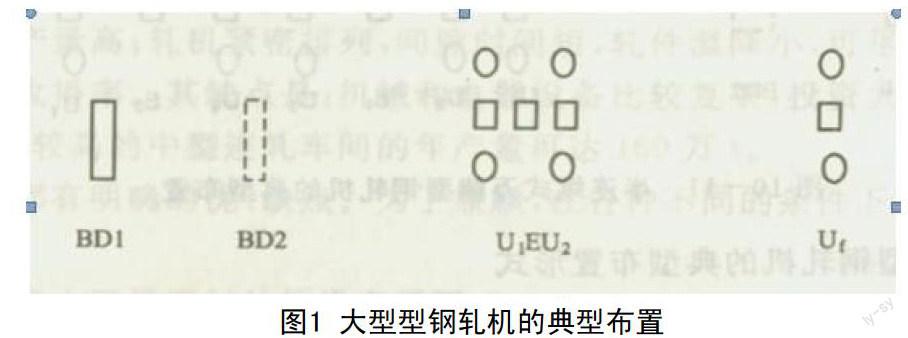
目前的所有现代型材生产从粗加工轧钢到中间坯的多种规格尺寸。都是市场急需要求的,我们要满足不同需求的市场,满足不同的用途。断面较为复杂的型材就应该在轧制过程中使用多辊轧制孔型和万能轧制孔型,不断调整轧制面的尺寸,减少产品在使用过程中的磨损,提高产品的精度和轧制率。型材的产品一般都要求在低温状态下,这样的韧性不但得到了很大的提升,而且还具有良好的焊接性。材质比例上要求碳含量尽可能第,这样可以做到更好的化学控轧控冷,不断提升产品的机械性能。在轧机的布置形式,如图1所示。
这样的布置模式可以具备灵活的厂房空间,合理的产品存放,简单的设施设备,并且在经济效益上造价低廉,便于生产,从操作上更为便捷,断面型材由于产品制作复杂,适用于小批量而不适合大批量生产,当多种产品生产时,如若进行多列横列来进行轧机布局增添两架万能轧机将会具备更强的竞争力。
参考文献:
[1] 张佳华,鹿峰,王朝瑞.莱钢中型型钢成品控制系统[J].冶金自动化,2001,(3).
[2] 刘春慧,亓玉翠.中型型钢厂设备检修管理系统的开发与应用[J].安徽 工业大学学报(自然科学版),2004,(1).
[3] 胥爱国,王希涛,任勋益,等.莱钢中型型钢锯切自动控制系统[J].冶金自 动化,2001,(6).
[4] 余文忠,郭艳,石灿庭.中型型钢连轧孔型设计的改进[J].江苏冶金,2002,(5).
猜你喜欢
减速顶与调速技术(2020年1期)2020-07-27 02:49:28
制造技术与机床(2017年8期)2017-11-27 02:10:22
今传媒(2016年10期)2016-11-22 13:09:35
声屏世界(2016年9期)2016-11-10 22:26:47
声屏世界(2016年9期)2016-11-10 22:25:43
中国科技博览(2016年22期)2016-11-01 18:11:37
中国科技博览(2016年22期)2016-11-01 14:35:03
中国科技博览(2016年18期)2016-10-19 11:23:00
中国铁道科学(2015年5期)2015-06-21 06:53:20
中国铁道科学(2015年4期)2015-06-21 06:46:04
