
基于PLC控制的物料分拣仓储系统的设计与实现
2016-06-30 09:10:11吕慧敏北京信息职业技术学院北京100015
中国现代教育装备 2016年9期
关键词:自动控制
吕慧敏北京信息职业技术学院 北京 100015
基于PLC控制的物料分拣仓储系统的设计与实现
吕慧敏
北京信息职业技术学院 北京 100015
摘 要:针对目前我国劳动力数量大量减少,用工成本大幅增加的情况,为降低用工成本,提升生产效率,设计满足社会化物流需求,基于PLC控制的物料分拣仓储系统。该系统可实现物料的传送、检测、搬运和存储等功能。该系统选取西门子公司S7-200系列的226CN可编程序控制器作为控制器,该PLC具有良好的性能、低廉的价格和网络通讯功能。本系统可实现单独的物料分拣,也可实现单独的仓储系统,同时也能通过网络将两个独立的系统连接在一起,增加使用的灵活性,此外本系统提供接口单元,便于学生在本系统上开展创新性的教学练习,提高学生的综合能力。
关键词:自动化物料分拣仓储系统;自动控制;可编程序控制器;传感检测
我国自动化分拣仓储设备的研发和应用起步较晚,与国外相比约晚20年左右。前期主要受历史因素影响,相当长的时期内只停留在研究阶段,改革开放以来,通过国外产品引进及与国外专业厂商技术合作与交流,引入了国外先进技术和理念,国内对自动化分拣仓储的研制越来越成熟,应用也越来越多。早期主要应用于在邮政行业,生产和流通领域运用的并不是太多。近几年,分拣仓储系统由于它能有效地解决分拣仓储过程人工作运行成本高、效率低等弊病,所以应用越来越广泛。传统的自动化分拣系统,由于当时的技术水平不高,分拣的种类不多和分拣精度不高,再加上PLC技术、位置控制技术、气动技术都不够完善。所以应用到实际生产效果不是很明显。传统的物料分拣都是通过人工来进行分拣的,这样不但增加了人员的成本,而且分练速度和精确度都得不到保障。物料自动分拣仓储系统能连续、大批量地分拣存储货物,由于采用流水线自动作业方式,并不受气候、环境、时间、人的体力等限制,可以连续运行。
本文设计的物料分拣仓储实物系统,是涵盖了PLC技术、位置控制技术、气动技术的综合系统。随着生产技术的发展和机械化程度的逐步提高,分工也越来越细,本系统能够广泛应用到物料分拣仓储领域,对于生产过程中需要重复分拣某些特征明显物料有重要的现实意义,该系统的应用可以减少成本和提高劳动生产率。
1 系统硬件构成
该系统是包含PLC、传感器、变频器、变频调速、步进电机及气动等技术的综合应用的系统,系统内部含有网络接口可组成可编程序控制器(简称PLC)网络。该系统的结构方框图如图1所示,主要由控制单元、物料分拣单元、平面仓储单元、接口单元等组成。
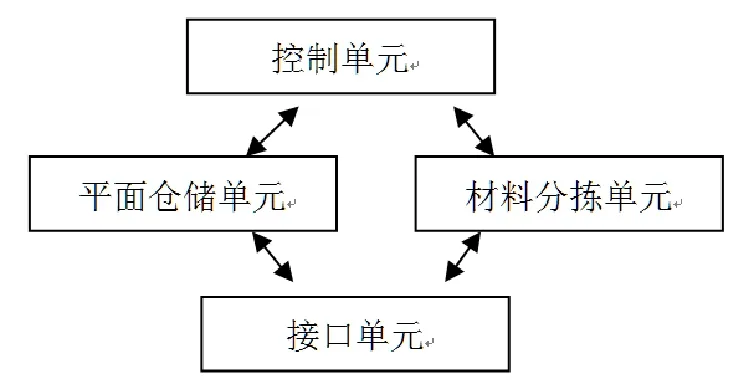
图1 系统的结构方框图
控制单元由电源模块、2 台PLC组成。电源模块选用开关电源,主要作用是为系统提供直流24 V 的电源。系统选用PLC型号为西门子S7-226cn型,2 台PLC主要是用于分别控制平面仓储单元和物料分拣单元,然后通过PLC 网络实现PLC 之间的相互通讯,完成系统的统一动作。PLC 之间的网络根据PLC 的机型特点,选用PPI网络方式。
物料分拣单元由传送带、气动机械手、传感器组、变频器、交流电机、旋转编码器、井式出料塔、气动推料机构等组成。其中变频器、旋转编码器、交流电机与PLC 组成带位置反馈的速度控制系统。传感器组由电容传感器、电感传感器、颜色传感器、光电传感器组成,根据3种传感器检测的不同结果,我们可以识别货物的颜色、材质、数量等属性。
仓储单元由步进电机及其驱动器、平面库、直线导轨、气动入库机构等组成。通过控制气动入库机构在直线导轨上的位移,实现不同货物进入到不同的仓位。
接口单元采用开放式结构,系统所有控制线和信号线均通过导线引到面板上来,因此在学生实验时,只需要在面板上接线即可。
2 控制系统结构和功能
2.1物料分拣单元
物料分拣单元由传送带单元,机械手单元、传感器单元、井式出料单元、变频器单元等部件构成。物料分拣单元是用来检测货物的材质属性,将系统中不同的货物进行分类,然后按照其属性分类将不同的货物按不同的标识送达到下一个单元中去。
货物出库主要由井式出料单元完成。井式出料单元主要由井式储料塔、推料气缸、传感器检测单元等组成。井式储料塔用于存放待检测货物,推料气缸用于将货物从储料塔送入到传送带上面去。传感器单元主要是用于检测货物存储情况以及对系统运行过程进行监控。当物料进入到储料塔中时,推料气缸就会在系统的控制下将货物送入到传送带。
传送货物主要由传送带单元完成其过程。传送带单元由交流电机、带式传动机构、传感器定位单元、旋转编码器单元等组成。交流电机采用变频器进行控制,利用PLC 本身自带的PWM 功能进行调速控制。当系统需要处理的货物数目较多时,传送带速度提高,否则速度减小。
货物定位主要由旋转编码定位单元完成其功能。旋转编码定位单元由旋转编码器、同轴连接器等组成。当电机转动时,旋转编码器也通过同轴连接器与电机保护同步,同时将电机旋转的角度位移转换成脉冲信号反馈到PLC 单元中去。当货物在传送带上运行时,通过PLC 的高数计数功能就能够准确识别货物的移动距离,从而实现定位控制。
检测货物主要由传感器单元完成其过程。传感器单元由电感传感器、电容传感器、颜色传感器、安装支架、网孔板等部件组成。当货物进入检测区后,各检测元件分别检测货物的材质属性,并将其数据传送到PLC 中去,并记录于PLC 存储区中。
搬运货物主要由气动机械手完成其过程。气动机械手由升降机构、旋转机构、夹紧机构、安装支架等部件组成。当货物到达指定位置后,升降机构下降并夹紧货物,运动到位后旋转到下一工位完成搬运过程。
2.2平面仓储单元
平面仓储单元由平面仓库系统、直线导轨送料单元、步进电机单元、气动单元、传感器单元等组成。平面仓储单元通过网络读取上一单元的工作信号及存储数据值,根据系统设定将不同标识的货物送入到不同的仓库中。
当物料分拣单元进入工作状态以后,平面仓储单元自动完成复位操作,送料机构回到系统的原点。当机械手单元将货物移动到下一个单元时,系统将货物的属性标识、当前状态等数据传送到平面仓储单元,平面仓储单元就会根据参数进行控制。在直线导轨上总共有10个运动工位,分为原点、接货区、仓位1区、仓位2区、仓位3区、仓位4区、仓位5区、仓位6区、仓位7区、仓位8区。当系统复位时,送料机构位于原点,当机械手旋转到位后,送料机构位于接货区,完成货物的转载后,根据货物的标识送入不同的仓位中。送料机构的定位是由步进电机单元进行控制。其定位点可根据系统的不同设定进行手动示教调整。
2.3控制单元
控制单元由两台PLC组成,也是本系统的核心。要求所用的主机必须具备网络功能、高数计数功能、脉冲输出功能、PWM 输出功能等。在该系统中,选用西门子s7-200 CPU226型主机。该设备具备两个通讯端口,分别用于网络连接和编程通讯。在下载测试之前,需要检查网络电缆是否连接。如果进行单元的分项测试,可以不接网络电缆,直接将编程电缆PC/ PPI与上位机连接。
控制单元的所有IO接口都已经与接口板上相对应的端子相连接,因此在测试过程中不需要松动端子排。在编写程序时,将PLC 置于“STOP”档,系统运行时,应将PLC置于“RUN”档。
2.4接口单元
接口单元由货物分拣单元接口板和平面仓储单元接口板组成。该单元将所有元器件的接口都引到面板上,故学生进行测试操作时,只需要将相对应的端子用安全接插线进行连接,省去了元器件接线的麻烦。为了学生接线方便,所有接线端子的底座都用颜色进行标记。例如PLC 的输入端在面板上用蓝色标识,而面板上所有传感器的输出端、旋转编码器的输出端也是用蓝色标识;PLC 的输出端在面板上用青色标识,而变频器、气缸、步进电机的控制信号也是用青色标识;电源输出的正端是用红色标识,负端是用黑色标识,因此其他器件的电源引线的正端是用红色标识,负端是用黑色标识。
3 软件设计
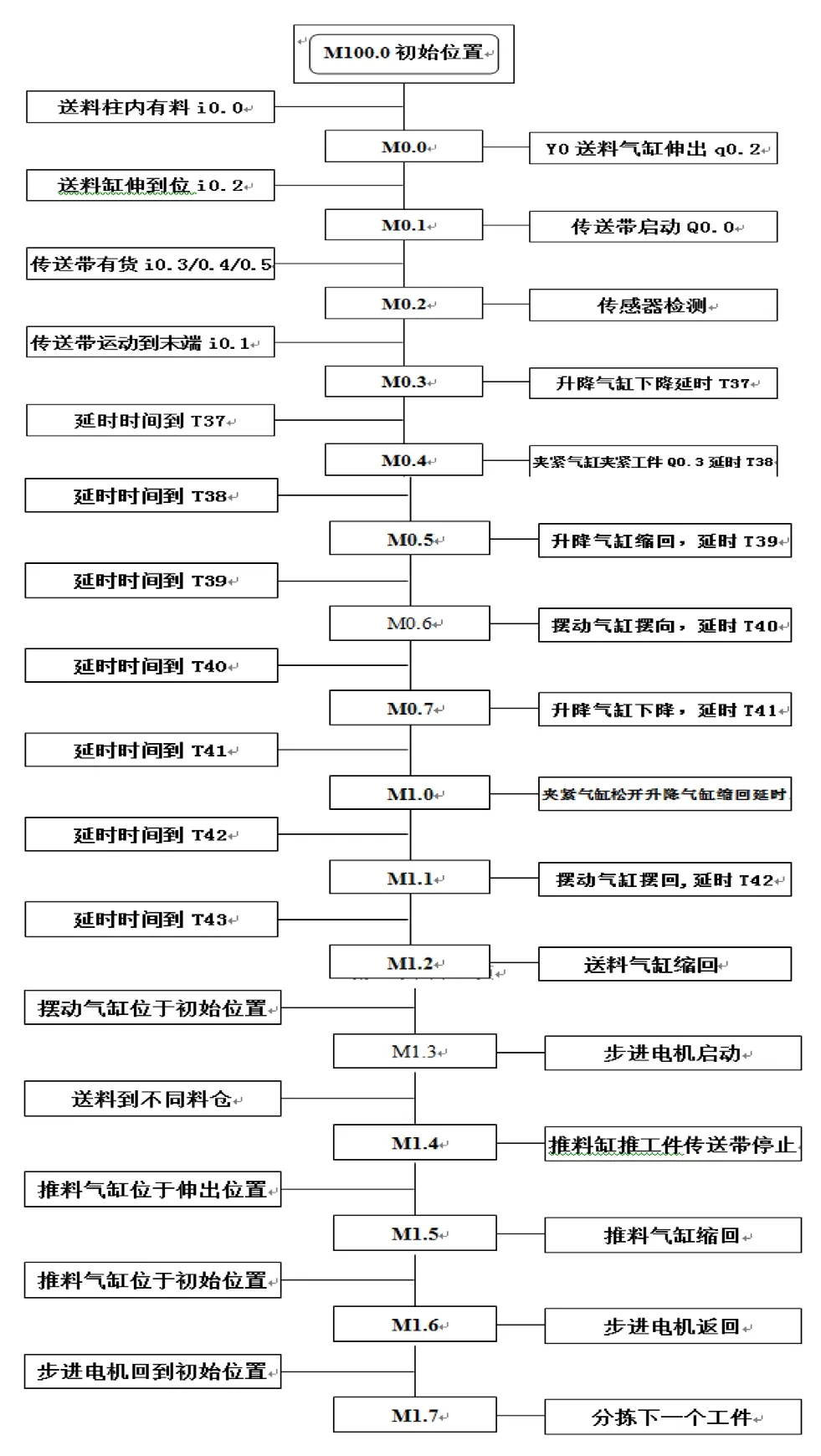
图2 系统流程图
根据前面讲述的系统功能,物料先从分拣单元进行分拣和检测,通过机械手搬运到下仓储单元,通过网络协议构成主从站连接方式,分拣单元通过网络把对物料的检测信息传送给仓储单元,仓储单元根据物料的种类进行分类存储,实现物料的自动化分拣仓储。本系统流程图如图2所示。
该流程图要分别编辑到两个PLC程序中,从M0.0 到M1.2的程序编辑存放在物料分拣单元中PLC中,从M1.3到M1.7的程序编辑在平面仓储单元中的PLC中。两个PLC需要进行网络协议配置,本系统以仓储单元为主站,分拣单元为从站,配置网络通讯可以在指令向导中选择NETR/NETW,进入网络读写操作指令的向导进行配置,如图3所示。
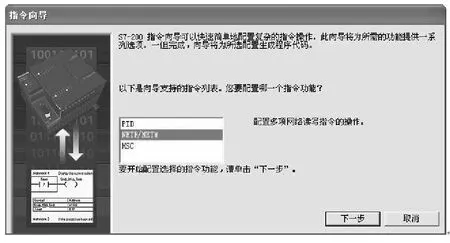
图3 网络通讯指令向导
4 结束语
本系统通过2台PLC组成一个小型网络,完成物料自动传送、识别、搬运和分类仓储功能。本系统在硬件选择方面优先考虑满足功能要求,其次保证性能前提下选择具有价格优势的产品,保证产品的性价比。在控制器方面选取西门子公司S7-200系列的226CN可编程序控制器作为控制器,该PLC具有良好的性能、低廉的价格和网络通讯功能。该PLC是我国企业中应用广泛的主流PLC,也是我校学生在学的PLC类型,该控制器的选择符合学生在校学习要求,也为毕业后参加工作岗位奠定基础。本系统在控制功能方面可实现单独的物料分拣,也可实现单独的仓储系统,同时也能通过网络将两个独立的系统连接在一起,增加使用的灵活性,通过编程调试,设备运行稳定,功能实现良好。
本系统的开发适应我国劳动力数量减少,用工成本增加的情况,本系统能连续、大批量地分拣存储货物,采用流水线自动作业方式,不受气候、环境、时间、人的体力等限制,可以连续运行。本系统的使用可以提升生产效率,大幅降低用工成本,满足社会化物流需求。
本系统覆盖知识点广泛,涉及PLC、气动、位置控制等技术,学生可利用该设备进行多种知识和技能的训练,利用系统提供接口单元,学生可以自主开展创新性的教学练习,提高学生的综合能力。
参考文献
[1] 郭艳萍.气控制与PLC应用[M].北京:人民邮电出版社,2010.
[2] 郭艳萍.电气控制与P L C[M].北京:师范大学出版社,2008.
[3] 陈相志.交直流调速系统[M].北京:人民邮电出版社,2011.
[4] 孙余凯.传感器应用电路300例[M].北京:电子工业出版社,2008
[5] 陶红艳.传感器与现代检测技术[M].北京:清华大学出版社,2009
[6] 王美娇 液压与气动技术[M].北京:清华大学出版社,2009.
[7] 郝芸.传感器原理与应用[M].北京:电子工业出版社,2000.
[8] 张池.电机与拖动[M].北京:中国电力出版社,2009.
[9] 梁森.自动检测与转换技术[M].北京:机械工业出版社,2011.
[10] 李道霖 张仕军 李彦海 李雪梅.电气控制与PLC原理及应用:西门子系列[M].电子工业出版社.2004.
[11] 汪晓平.可编程控制器系统开发实例导航[M].北京:人民邮电出版社,2004.
[12] 天津市源峰科技发展公司 TVT-2000G 机电气一体化培训系统实验指导书[Z].2007.
[13] 廖常初. P L C编程及应用[M].北京:机械工业出版社,2004.
Design and Implementation of Material Sorting and Storage System Based on PLC Control
Lv Huimin
Beijing Information Technology College, Beijing, 100015, China
Abstract:In view of China's labor quantity is reduced, labor costs increase greatly, the author is to reduce labor costs, improve production effciency,design to meet the needs of social logistics, based on PLC control of material sorting storage system, the system can realize the transmission of materials, inspection, handling and storage, and other functions. The system selects the S7-200 series of SIEMENS 226CN series PLC as controller,the PLC has good performance, low price and network communication function.This system can realize the separate material sorting, also can realize the separate storage system, but also through the network to connect two independent system, increase the use of fexibility, in addition the system provides interface unit, students in the system to carry out innovative teaching practice, improve students' comprehensive ability.
Key words:automatic material sorting and storage system; auto-control; programmable controller; sensing detection
收稿日期:2015-11-20
作者简介:吕慧敏,硕士,讲师。
猜你喜欢
装备制造技术(2021年4期)2021-08-05 07:39:12
电子制作(2019年22期)2020-01-14 03:16:42
经济技术协作信息(2018年33期)2018-12-06 08:54:52
通信电源技术(2018年3期)2018-06-26 06:33:28
电子测试(2018年11期)2018-06-26 05:56:54
电子测试(2018年6期)2018-05-09 07:31:47
电子制作(2017年13期)2017-12-15 09:00:31
铁道通信信号(2016年12期)2016-06-01 12:11:58
海峡科技与产业(2016年3期)2016-05-17 04:32:11
中国教育技术装备(2015年4期)2015-03-01 02:33:41
