酒厂灌装机改进方案的设计与实现
2016-06-16 08:55罗志辉
现代制造技术与装备 2016年4期
罗志辉
(广东省九江酒厂有限公司,佛山528000)
酒厂灌装机改进方案的设计与实现
罗志辉
(广东省九江酒厂有限公司,佛山528000)
摘要:笔者结合实际生产经验,对酒厂传统灌装机进行改造,改造后的灌装机可以保障产品质量,同时更加节能环保,此外,还能大大提高生产效率。
关键词:酒厂灌装机改进方案
随着智能机械产品的问世,生产效率随之大大加,对于啤酒、白酒、葡萄酒等各类酒产品的生产也是如此,带来了很大的进步。因此,这就要求酒厂的灌装设备也要随之改进,以期配合其他设备,在保证产品质量的情况下提高生产效率。酒厂灌装机设备的选择,并非盲目跟随其他先进酒厂的设备情况,而是需要根据所产品的特性,进行合适灌装设备的选择。
1 传统灌装机的缺陷
首先,传统灌装机的电气控制部分,主要采用单电机手动启停,这种传统的方式存在着有诸多的缺点,特别是如果生产线中有设备出现故障时,不能在第一时间就把应该停止的电机停止,因此导致了电能的大大浪费,加大了不必要的能耗,增加了生产成本;在另一方面而言,当整线重新启动的时候,灌装机反而不能及时形成自动灌装,如此导致了浪费和损失。
传统的灌装机对贮液缸内液位的高度的控制,主要是通过浮子式液位控制器。所用的送料方式是间歇送料方式,这就导致了送料与灌装出料实时性无法保证。在工作原理方面,这种浮子式液位控制器的控制原来是通过跟随酒液位高度的改变从而其改变行程,进而实现控制送料阀的开或者闭。但是,浮子式液位控制器在一方面是受到酒浮力的作用,另一方面也会在运行过程中受到供酒管中流出液料的冲力,这就使得使液面的波动幅度超过精确灌装的要求,导致超量或不足量。液面高度的变化,会造成灌装液面与瓶液面高度差,导致液体流动压力与流速的轻微变化,对于有灌装精度要求的负压等液面灌装,影响较大。
由于贮液缸具有属于密闭容器的特点,目前先进的液位控制通过压力变送器和过程控制器来实现。此外,主要还包括使用阻液阀组成的系统对液位进行控制,因此使得测量更加精确、精度的控制更好、反应速度更快等。然而,由于这种系统受贮液缸内压力影响很大,如果缸内压力如果很高,那么液位就会很低,液体容量就达不到灌装的要求。反之,如果压力很低,就会出现满缸的状况,同样不能灌装。因此,急需找到一种控制方便,高效的液位控制方法。
传统的灌装过程的控制主要是使用的继电器,但是继电器的响应时间长,同时继电器在使用的过程中还很容易出现各类故障,这就严重影响了生产进度。目前PLC可编程控制器由于具有响应时间短,容易控制等优点在工业生产中越来越受到重视,也在很多实际生产中得到了实际的应用,在将可能会有广阔的发展前景,取代传统的控制方式,从而发挥其节约能源,智能,高效的特点。
2 灌装机改进方案
(1)自动停止部分的改进。当机器出口的满瓶检测开关通过监测信号发现堵瓶的情况下,这时会自动止瓶,瓶子被完全送出后,主电机会进行自动地减速,同时PLC开始检测瓶位检测接近开关信号,其中,每个瓶位都会对应一个脉冲信号,如果将计数器1设定为600个脉冲,那么当有60个灌装头,主运行延时到停止,计数器1常开信号通过接通真空泵使得停定时器被延时,可以设定真空泵在延时100s实现自动的停止,以上状态也可以在入口缺瓶时实现;相应的自动启动部分是当出口的出口堵塞信号被满瓶检测开关解除或入口瓶位检测开关检测到有瓶满时,真空泵会被自动开启,主运行在延时2秒后也随之启动,止瓶器被打开进瓶过程开始,进行自动灌装。这种方式一方面实现了原设备对各项设计工艺的各方面要求,同时也可以节约实现智能生产,更加节能,符合当前倡导的节能环保生产,实现绿色生产。
(2)液缸内液位控制的改进。被控对象是贮液缸内液位的高低,传感器将液位高度经液位转变为电压信号,电信号由PLC控制器接收。再通过模拟量输入模块转换为计算机可以识别的数字量,由程序比较给定的液位和测量实际值,通过监测偏差大小,校正量根据PID调节规律得出,送酒阀的开度的控制通过模拟量输出模块的输出作用转化成电压信号实现,避免贮液缸内液位误差。控制程序流程图如图1所示。
(3)灌装机单室结构的改进。对于白酒的灌装,其主要灌装工艺主要考察两方面:真空量和流速。这是因为在灌装期间,如果过高的真空量与液体流动,会和产品中的某些物质相结合发生反应,导致部分酒的风味成份被气化,浓度减低,使酒的风味被改变,影响产品的口感和品质,更为严重的情况下还会发生产品变质,因此控制真空量和流速非常重要。而且,酒度越高,风味物质的挥发越易。从生产实际上,越是酒度高的产品,越要考虑真空量和流速,否则长时间运行,会导致灌装后的产品与留样产品的口感与风味都出现明显的不同。真空量和流速的控制,对于白酒口感与风味非常重要。

图1 控制流程图
此外,稳定的压力和温度对灌装而言也是十分重要的,稳定的压力和温度可以避免引起冲击而形成涡流。压力与温度稳定性受机械设备振动、瓶壁的较高温度等因素影响,取等压灌装的实际操作压力应略高于理论计算值。
灌装过程中,还应该尽量避免酒和空气接触,要消除瓶颈残留空气的影响。所以,在灌装结束后,很多生产线上还包括使用惰性气体置换瓶颈空气的生产工序,或者在灌装刚一结束时用敲击法或高压无菌水冲击法致使产生起爆,以驱逐瓶颈空气,紧接着即进行压盖封口。
(4)回流空气管的使用。为保证灌装操作的稳定性,使用回流空气管,真空、预压、灌装、加压等工序通过电气动控制。主缸和双重波纹管阀门可以根据需要自行控制,调节时不受灌装速度的制约。从而使各种产品可以完成调配组合。回流空气管的孔径大小,对于液面控制有较大的影响。孔径过大,会导致液体无法形成真空负压力,液体无法会到真空气区,导致灌装时,液面不均匀,高低不平,影响外观。
(5)采用触屏软件控制。采用菜单形式编制控制程序。运行、暂停、结束、复位都属于自动功能。运动部件的进、退、起、停等都属于手动功能包括。利用WINcc组态软件中的交替性按钮功能编程。对某运动部件的进退控制是在按钮按抬起、下时分别对PLC相应的中间继电器置位来实现的。转速、计数值等参数可以按用户的需求任意设定,监视参数的上限进行,在超出限制时会报警。系统的各个器件状态通过监视系统得到监视。当出现某些异常状态,可以进行断电保护,并且报警提示。
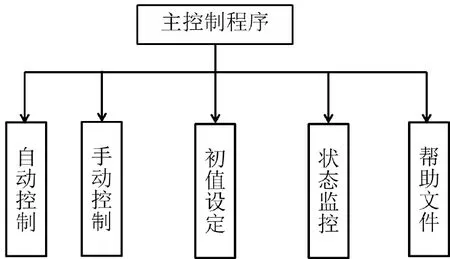
图2 程序控制图
3 结束语
创新推动发展,在酒产品的生产制造中也应如此。应该将传统技术与新型智能控制设备相结合,将智能生产的概念真正落实到实际生产中,本文结合目前传统酒厂所采用灌装机的缺点和不足,结合目前先进的智能控制技术对酒厂灌装机提出了改进措施方案,以期为智能灌装设备的开发提供一定的参考,使产品的生产更加方便、快捷,同时提高产品的灌装精度,保证酒产品灌装生产线平稳、有效地运行,为酒厂的高效生产提供一定的促进作用。
参考文献
[1]王冬梅,李玉成.啤酒灌装机贮液缸内液位控制[J].包装与食品机械,2000,18(4):12-14.
[2]史革盟,李斌,杨春雷.啤酒灌装机贮液缸液位控制及仿真设计[J].机电工程技术,2007,36(03):79-80.
[3]吴文林.影响瓶酒灌装机液位的因素[J].啤酒科技,2014(07): 62-62.
Improved Design and Implementation of Winery Filling Machine Programs
LUO Zhihui
(Jiujiang Winery Ltd. Guangdong Province,Foshan 528000)
Abstract:Combined with the actual production experience, wineries traditional filling machine was transformed. Filling machine can guarantee product quality after transformation; meanwhile it is more energy-saving and good for environmental protection, in addition, which can greatly improve production efficiency.
Key words:winery, filling machines, improvement program
猜你喜欢
一重技术(2021年5期)2022-01-18
包装与食品机械(2021年4期)2021-09-17
首都师范大学学报(自然科学版)(2020年6期)2021-01-27
休闲读品·天下(2020年3期)2020-02-04
当代工人(2019年22期)2019-12-20
电子制作(2019年19期)2019-11-23
阅读(科学探秘)(2019年4期)2019-06-19
电子制作(2019年23期)2019-02-23
酒·饮料技术装备(2018年1期)2018-04-28
自动化博览(2017年2期)2017-06-05