宽凸缘拉深件工艺模拟分析及模具结构优化
2016-06-16 08:55周海蔚
现代制造技术与装备 2016年4期
周海蔚
(广州市机电高级技工学校,广州510000)
宽凸缘拉深件工艺模拟分析及模具结构优化
周海蔚
(广州市机电高级技工学校,广州510000)
摘要:本文主要针对宽凸缘拉深件工艺的模拟及模具的结构优化展开了探讨,对拉深工艺、模拟结果等方面作了系统的分析,并对模具的结构及工作过程作了详细的阐述,以期能为有关方面的需要提供参考借鉴。
关键词:宽凸缘拉深件模拟分析结构优化
引言
宽凸缘件拉深是拉深模设计中的一个难点,因此,为了保障其拉深工作的质量,我们就需要对相应的工艺进行模拟,并进一步优化模具的结构,以防止宽凸缘件拉深出现不必要的问题。基于此,本文就宽凸缘拉深件工艺的模拟及模具的结构优化进行了探讨,相信对有关方面的需要能有一定的帮助。
1 拉深工艺分析
拉深工艺零件如下图所示,所选材料为08钢,用t代表其厚度,该零件厚度为1.5mm。因其df/d的值大于1.4(其中df的值取50mm,d的值取16.5mm),所以该零件为宽凸缘筒形件。经计算,D(毛坯直径)的值为54mm,其相对厚度的计算方法为t/D即1.5/54×100,固毛坯的相对厚度为2.7,所以由此判定该零件可以通过一次性拉深成形。R为零件半径,经计算,工件底部半径与工件口部的圆角半径相等,均为1.5mm。由于尺寸偏小,所以在该工件拉深成形后,为了使零件尺寸的精确度得到保障,需再经过整形工序对其进行深加工。
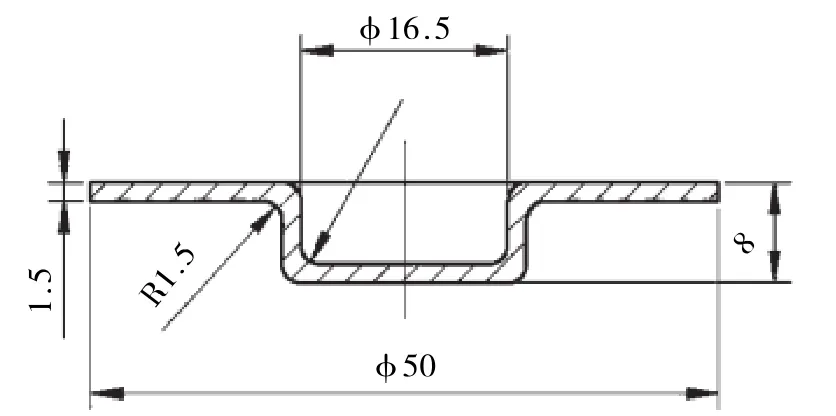
图1 工艺零件图
2 有限元模型的建立以及模型参数的设定
由于圆筒形拉深件为轴对称工件,所以对其进行拉深成形的模拟分析应当充分利用Deform-2D软件,可以用1/2圆筒形拉深件的简化模拟模型进行分析,以达到提高其计算效率的目的,如图2。凸模、凹模和压边圈在建模时应当设置成刚性模型,而工件的坯料应当为塑性,同时对其进行划分,形成七千个网格,其中凸模应以每秒5mm的速度下行。假定在零件成形的过程中温度效应对其不产生影响,且过程中的润滑状况良好,凸模与板料之间产生的剪切摩擦系数=0.12,压边圈与板料之间的库仑摩擦系数=0.08。
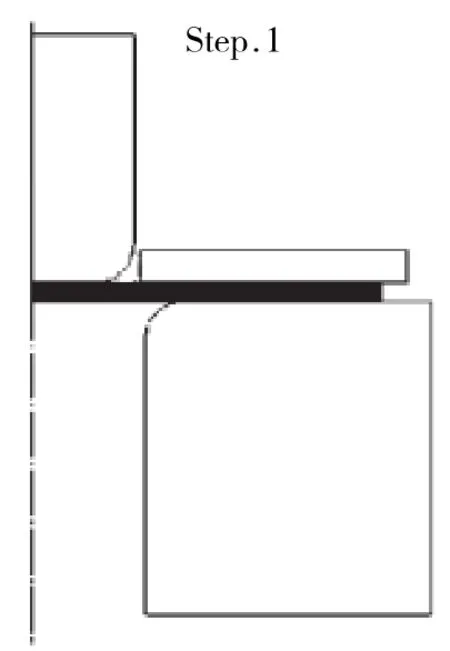
图2 1/2圆筒形拉深件模拟模型
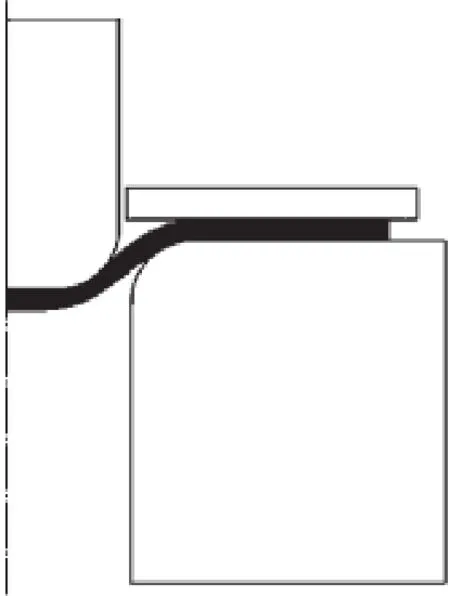
图3 成形后零件模型
3 分析工件的模拟结果
3.1 分析材料的减薄率
零件成形后的厚度效果如图3所示。由此可见,凸缘位置零件在其成形过程中厚度基本不发生改变,而在筒壁传力区与底部圆角区中间的过渡部分厚度变化最为明显,通过测量发现,其厚度从成形前的1.5mm降低为1.14mm,板料壁厚的减薄率最大可达24%。根据以往的实践经验,要想使工件安全可行,其减薄率应小于30%。圆角半径在凸模成形的过程中,严重影响着材料流动。保持其他参数不变,为了深入研究影响板料减薄率的相关因素,需对不同凸模材料的圆角半径的最大减薄率进行分析,如图4。

图4 圆角半径与减薄率间关系图
由图4可知,零件在拉深成形时,凸模圆角半径越大,材料最大减薄率越小。由于凸模圆角半径偏小会对筒形内部材料的流动形成阻碍,当凸模底部材料在经过拉深成形处理后流入凹模时,板料与模具之间会产生摩擦,凸模底部材料产生的弯曲应力也会随之增大,该区域产生的变形阻力也会因此增大。凸缘位置材料的流动性越差,越能提高筒壁区域材料的最大减薄率。所以圆角半径越大,对材料的流动就越有利,也能降低材料的减薄率。
3.2 分析零件的压边力
零件在进行拉深成形时,压边力随拉深力的变化而变化。从开始拉深到出现筒壁直壁,由于材料的变形相对明显,其压边力也逐渐变大,为了防止凸缘部分材料起皱,因此需要用压边力较大的压紧板料对其进行压紧。在拉深成形的后期,凸缘位置材料的变形量相对减少,因此,其压边力也应当及时减小。如果选用的压边力过大,凸缘位置材料将很难流入凹模型腔,从而容易使直壁部位与零件底部的圆角过渡区内的材料破裂。本案例中的压边力FY取7.2kN,工件没有拉裂、起皱的现象出现,表明所设的压边力值相对合理。而按照上述的模拟方法计算出的材料最大减薄率可达34%,所以在生产中很容易造成工件拉破。所以应多次进行减小压边力的模拟,以使材料起皱。材料起皱现象出现时,压边力的取值为3.2kN,此时,压边圈不具有压边效果。如图5即为Rd(凹模圆角半径)取4mm时,模拟压边力与最小壁厚的关系。
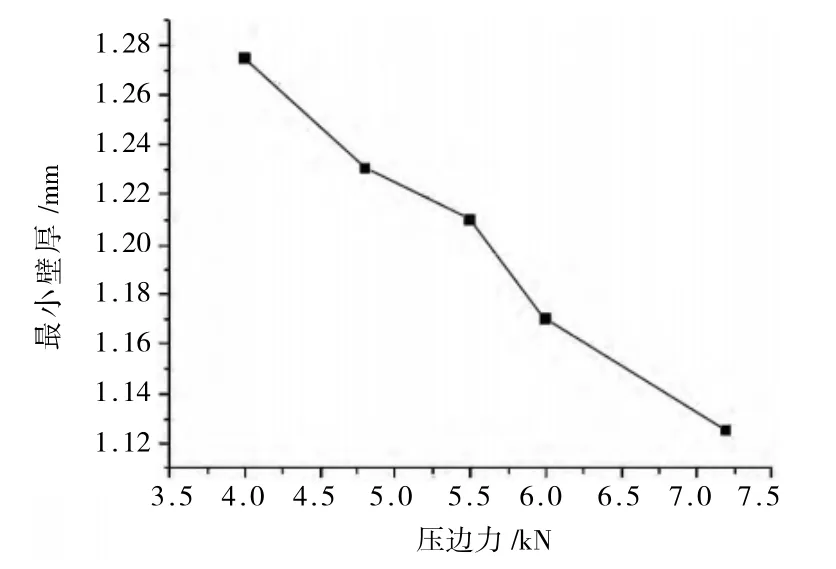
图5 压边力与工件最小壁厚关系图
如图5所示,压边力越大,工件的最小厚度越小,其减薄程度越严重,厚度逐渐由1.275mm降低至1.125mm。工件壁厚减薄现象的出现是由于压边力变大,模具与板料产生的摩擦阻力也相对变大,从而使凸缘的材料难以向凸、凹模间隙进行转移。
对拉深工艺的参数进行优化设计,得出当模具速度为每秒5mm,压边力达到4kN,凸模圆角半径为4.5mm,凹模圆角为4mm时,可以利用Dynaform软件进行宽凸缘筒形件的模拟试验,进而得出FLD,详见图6。

图6 工件成形极限图
由图6可知,板料成形于安全区,工件的底部、凸缘区板料、和工件的筒部均变形均匀,无危险区域出现,因此该产品合格。
4 模具结构及其工作过程
如图7,即为经过落料拉深复合模冲压成形的工件模具结构,模架采用的是标准的中间导柱式。模具在工作过程中,条料从前向后沿着导料销8进行送料,限位由挡料销27控制,上模向下进行运动,落料工序由凸凹模7的外缘部分与落料凹模20进行,之后继续下行,进入深度为2.5mm的落料凹模20后,工件的拉深成形工作将通过凸凹模7、压边圈10与拉深凹模20的共同作用才能逐渐实现。拉深完毕,上模部分转为上行,从凸凹模7中经打杆1将工件推出,之后经卸料板21和凸凹模7进行分离从而实现冲裁搭边。
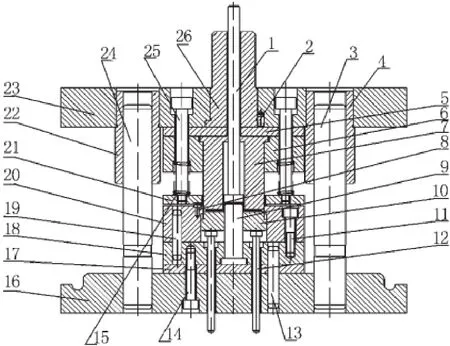
图7 模具装配图
图7中未标出的序号名称如下:其中1-27分别为:打杆、止转销、导柱、导套、凸模垫板、凸模固定板、凸凹模、导料销、拉深凸模、压边圈、螺钉、推杆、销钉、螺钉、弹簧、下模座、拉深凸模垫板、拉深凸模固定板、销钉、落料凹模、弹性卸料板、导套、上模座、导柱、卸料螺钉、模柄、挡料销。
5 结论
(1)进行工件的拉深成形模拟时,利用Deform软件进行模具工艺参数的优化设计,可以有效降低成形缺陷的发生,使实际生产中的试模次数大为减少,从而使成本大大降低,生产效率也逐步提高。
(2)保持其他参数不变,当凸模圆角半径取4.5毫米时,可获得材料的最小减薄率24%,于实际生产中切实可行。
(3)为了保障拉深件无起皱现象发生,同时使工件的质量得到保证,可以采用减小压边力,从而使材料减薄率降低的方法进行。
综上所述,宽凸缘件拉深一直以来都是拉深模设计中的一个难点,为此,我们要对其有一定的重视,并采取有效的措施一方面对工艺进行模拟,一方面又要优化模具的结构,以保障工作的质量。
参考文献
[1]安家菊.基于dynaform宽凸缘拉深件数值模拟分析[J].机械设计与制造, 2012(09):193-195.
[2]李春庄,牛福忙,张霞,等.宽凸缘深拉深成形工艺探讨[J].精密成形工程, 2012(1):12-13.
[3]安家菊.宽凸缘筒形件拉深工艺及模具设计[J].热加工工艺, 2011, 40(1):183-184.
[4]徐胜利,党杰,张琳.宽凸缘薄壁不锈钢简形件拉伸级进模设计[J].模具制造, 2008(4):44-46.
[5]牟林.薄壁宽凸缘筒形件级进模设计[J].模具工业, 2006, 32(4):21-25.
[6]于丽君.薄壁窄凸缘筒形件多工位级进拉深模设计[J].中国新技术新产品, 2012(21):171-171.
[7]杨利,高大伟,王丹冰,等.薄壁深孔筒形件变薄拉深工艺设计[J].模具技术, 2015(5).89-93.
[8]彭南宁,杨永,贾福生.非均匀凸缘深圆筒薄壁制件拉伸成形工艺及模具设计[J].模具制造, 2015, 15(8):19-21.
Wide Flange Member Stretching Process Simulation Analysis and Die Structure Optimization
ZHOU Haiwei
(Guangzhou Electrical and Mechanical advanced technical schools, Guangzhou 510000)
Abstract:In this paper, for structural wide flange member stretching process simulation and optimization of mold launched a discussion on aspects of drawing technology, simulation and other systems were analyzed, and the structure and working process of the mold made in detail, in order to provide a reference for the needs of the parties concerned.
Key words:wide flange drawing parts, simulation analysis, structural optimization
猜你喜欢
锻造与冲压(2022年14期)2022-07-21
制造技术与机床(2022年1期)2022-01-19
焊管(2021年10期)2021-11-04
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
模具工业(2021年1期)2021-02-26
石油工程建设(2020年5期)2020-10-27
山东工业技术(2018年3期)2018-11-30
民用飞机设计与研究(2018年3期)2018-11-12
制造技术与机床(2018年8期)2018-10-09
家电科技(2018年9期)2018-09-28