工业纯铝极薄带异步轧制过程中的织构演变
2016-06-04 01:32刘相华孙祥坤
武汉科技大学学报 2016年1期
关键词:再结晶
宋 孟,刘相华,2,孙祥坤
(1.东北大学轧制技术及连轧自动化国家重点实验室,辽宁 沈阳,110819;2.东北大学研究院,辽宁 沈阳,110819)
工业纯铝极薄带异步轧制过程中的织构演变
宋孟1,刘相华1,2,孙祥坤1
(1.东北大学轧制技术及连轧自动化国家重点实验室,辽宁 沈阳,110819;2.东北大学研究院,辽宁 沈阳,110819)
摘要:采用异步轧制工艺制备出工业纯铝极薄带,并利用X射线衍射仪(XRD)和透射电子显微镜(TEM)对其织构演变和微观组织进行分析。结果表明,随着变形程度的增加,工业纯铝的晶粒主要向β取向线聚集,形变织构中铜型织构(C){112}〈111〉和黄铜型织构(B){011}〈211〉逐渐增强,轧至100 μm厚时试样中晶体取向密度达到最大值26,轧至30 μm厚时其取向密度值下降至16,并逐渐形成旋转立方织构(RC){100}〈011〉;形变储能剧烈增加诱发工业纯铝在室温下发生再结晶过程,使系统能量降低,导致织构强度下降。
关键词:工业纯铝;极薄带;异步轧制;织构演变;再结晶
近年来,随着通讯、电子、微机电系统和微系统领域的发展,对微材料质量的要求越来越高,微成形技术也越来越引起广泛的关注[1-2]。极薄带作为一种应用范围极广的微材料,其生产主要依靠轧制法,如多辊轧制(二十辊)[3]、累积叠轧[4-5]、异步轧制[6]等,其中异步轧制具有轧制力小、产品精度高等特点,在极薄带的生产中得到广泛应用。异步轧制过程中,随着异速比的增加,材料的形变织构将会由平面应变压缩织构向剪切形变织构转变,理想的剪切形变织构主要包括{001}〈110〉、{111}〈110〉和{111}〈112〉[7]。高异速比的异步轧制能在高纯铝箔中产生较强的旋转立方织构[8],此外,变形区的几何形状以及轧件与轧辊之间的摩擦系数均可影响到剪切形变织构的形成,并且通过变换轧制方向可大幅度提高剪切形变织构的比例[9]。与同步轧制工艺相比,异步轧制可有效细化晶粒,层片状晶粒尺寸可降至约0.5 μm[10]。Wronski[11]发现即使在1.05的低异速比下,异步轧制也能使晶粒得到很大程度的细化,从而提高材料的力学性能。
本研究采用异步轧制工艺,在无中间退火条件下制备厚度为20 μm的工艺纯铝极薄带材,并分析其轧制过程中织构的演变。
1试验
以尺寸为4.0 mm×40 mm×40 mm的1060工业纯铝为原料进行加工。为消除原料的加工硬化,使其组织均匀,将原料在真空退火炉中进行均匀化退火,即将试样放入退火炉内,以高纯氩气为保护气氛,缓慢加热至500 ℃,保温2 h后随炉冷却至室温。

采用X′Pert Pro型X射线衍射仪,利用半自动织构测量角台,并按Schulz背反射法测定轧制过程中不同厚度试样的织构,测试电压为35 kV,管电流为20 mA, Cu靶。TEM试样采用离子减薄法制备,在FEI 公司Tecnai G220型透射电镜上进行观察,加速电压为200 kV。
2结果与分析
2.1织构演变分析
图1所示为工业纯铝极薄带轧制过程中不同厚度试样的ODF图。由图1中可以看出,未轧制试样最大取向密度仅为3.5,绝大部分区域的取向密度值较低,晶粒在旋转立方织构(RC){100}〈011〉、黄铜型织构(B){011}〈211〉处均有所聚集,但总体织构分布较为分散。随着轧制过程的进行,晶粒开始向轧制织构的几个主要取向转动,当试样轧至300 μm厚时,旋转立方织构已经完全消失,此时晶粒主要聚集在铜型织构(C){112}〈111〉、黄铜型织构(B)以及部分高斯织构(G){011}〈100〉处。随变形程度增加,晶体取向密度稳步增加,试样轧至100 μm厚时,晶体取向密度值达到最大值,此时,高斯织构已经消失,晶体主要集中聚集在黄铜型织构(B)和铜型织构(C)附近。此现象与陈志永等[12-13]研究的多晶铝轧制变形的织构演变规律相符合。随着轧件进一步减薄,晶体的取向密度开始大幅度降低,当试样轧至30 μm厚时,晶体取向密度的最大值降至16,在黄铜型织构和铜型织构密度降低的同时,再次形成旋转立方织构,且初步形成黄铜织构(R){111}〈112〉和{111}〈110〉。试样继续减薄至20 μm时,晶体取向密度最大值并未发生变化,仍保持16不变,但晶体在黄铜织构(R)附近的聚集程度较30 μm试样有所增加。

(a)未轧制(b) 300 μm(c) 200 μm(d) 100 μm

(e) 50 μm(f) 30 μm(g) 20 μm
图1工业纯铝极薄带不同厚度规格轧件的ODF截面图
Fig.1 ODF’s sections of rolling textures of commercial pure aluminum ultra-thin strip with different thicknesses
2.2取向分布分析
图2所示为轧制过程中不同厚度试样的α、β取向线分布图。由图2中可以看出,均匀退火后的未轧制试样中,沿α、β取向线的取向密度在整体范围内基本是均匀分布的。随着变形程度的增加,轧制织构主要聚集在β线附近的取向空间,聚集在α线附近的织构相对较少。由图2(a)中可见,随着试样厚度的减薄,沿α取向线的取向密度变化规律较为明显,各晶粒不断地转向B取向,其取向密度值随变形的增加而逐渐增加,在轧件厚度为100 μm时达到最大值,随后大幅下降,至轧件厚度小于50 μm后下降趋势变缓。由图2(b)中可见,在轧制过程中,晶粒不断向C和S{123}〈634〉取向转动,其取向密度的变化趋势与α取向线上的类似。由图2(c)中β取向线的位置可以看出,随着形变量的增加,φ1逐渐减小,φ逐渐增大。

(a)α取向线的取向密度

(b) β取向线的取向密度

(c) β取向线位置
图2试样轧制织构取向线分布
Fig.2 Orientation line distribution of rolling textures
2.3微观组织分析
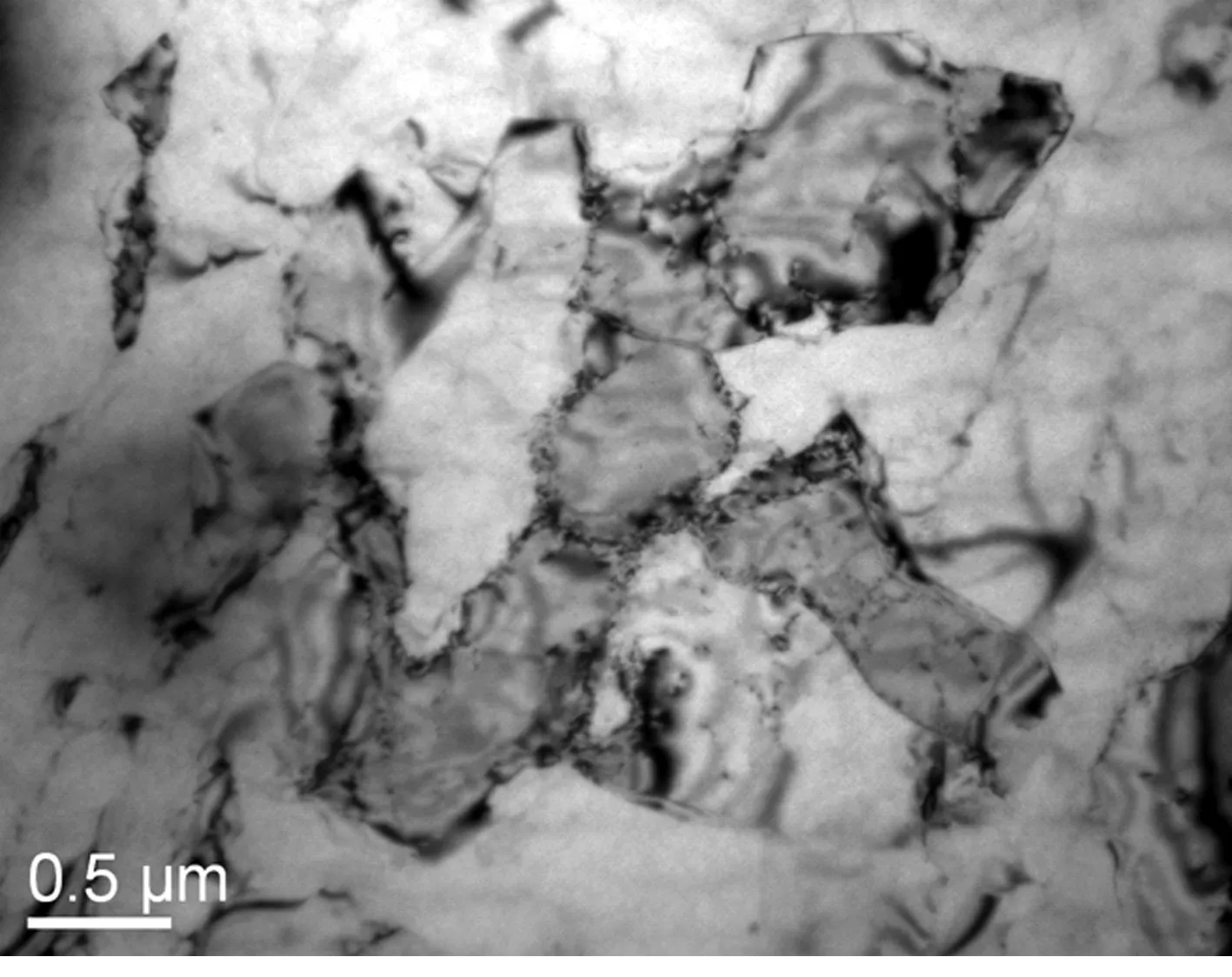
黄涛等[8]对纯铝形变织构的研究结果表明,异步轧制有利于降低高纯铝箔的再结晶温度,该现象与高纯铝箔的形变储能相关。由前分析可知,本试验中得出的工业纯铝极薄带在轧制过程中织构的演变规律是随形变程度的增加而变化,在织构密度达到峰值后转而急剧下降。该现象的产生是高层错能金属在极薄带轧制过程中尺寸效应的典型特点[14]。为给探究尺寸效应提供有力证据,本研究中对不同厚度试样的微观组织进行观察,结果如图3所示。由图3中可以看出,与未轧制试样相比,当试样轧至300 μm厚时,其晶粒尺寸大幅减小,位错在晶内大量缠结,形成胞状组织,显著提高了晶体缺陷的密度;随着变形程度的增加,当试样轧至100 μm厚时,晶内晶胞尺寸显著减小,胞壁处位错密度进一步增大,并在晶胞内开始逐渐形成亚晶胞;继续轧至20 μm厚时,亚晶胞已形成完整晶粒,晶界圆滑、清晰,且晶粒尺寸细小,约为200 nm,位错密度也大幅下降。

(a)未轧制
(b)300 μm

(c) 100 μm

(d) 20 μm
图3不同厚度规格工业纯铝轧件的组织形貌
Fig.3 Morphology and microstructure of commercial pure aluminum with different thicknesses
3讨论
根据Gibbs-Thomson关系式,再结晶晶核的临界半径为:
(1)
式中:γ为各取向亚晶的平均晶界能;Pd为再结晶驱动力。
工业纯铝在极薄带轧制过程中,大塑性变形导致形变储能增加,同时由于异步轧制搓轧区中剪应力的存在,加剧了高形变组织缺陷的产生,使再结晶驱动力Pd增大,由式(1)可知再结晶晶粒尺寸相应减小,这导致再结晶温度降低。因此,工业纯铝在极薄带轧制初期,初始织构旋转立方织构经形变逐渐转向S、C织构,且织构强度随着形变量的增加不断增大。随着轧制的进行,轧件晶粒尺寸不断减小,形变储能不断积累,加上异步轧制所形成的剪切带在形核方面的作用,都为再结晶提供了有利条件,当样品减薄至100 μm左右时,形变储能已积累至再结晶的临界值,因此当厚度继续减小时,轧件开始发生动态回复,50 μm厚轧件中织构强度已不再增大,其ODF图与100 μm厚轧件的ODF图无明显区别;当变形继续加大,在30 μm厚试样中开始发生动态再结晶,在异步轧制拉、压、搓的综合作用下,产生的再结晶立方织构{100}〈001〉发生转动,形成旋转立方织构{100}〈011〉。
Howard[15]针对高纯铝、工业纯铝及其他铝合金的研究发现,高纯铝及其某些合金中,存在加工软化的现象。杜明[16]研究发现,铝材成分对加工软化有很大的影响,工业纯铝并未如高纯铝那样出现加工软化现象,只是在某一变形程度时受到一定限制。金铨等[17]就不同纯度的铝在不同轧制状态下加工软化规律及其机理进行了研究,提出动态回复是加工软化的主要原因。本文通过对工业纯铝在极薄带轧制过程中的ODF图和微观组织的观察发现,工业纯铝在异步轧制的特有变形条件下,经大塑性变形发生动态回复再结晶,是产生尺寸效应的主要原因,导致织构强度下降。
4结论
(1)在室温、大变形、无中间退火、异步轧制条件下,制备出20 μm厚工业纯铝极薄带材,其晶粒织构主要向β取向线聚集,形变织构中铜型织构(C){112}〈111〉和黄铜型织构(B){011}〈211〉逐渐增强。
(2)轧制试样厚度为100 μm时,晶体取向密度达到最大值26,厚度为30 μm时其取向密度降至16,并逐渐形成旋转立方织构(RC){100}〈011〉。
(3)在工业纯铝极薄带轧制过程中,晶粒尺寸大幅度减小,晶内位错密度降低。分析认为,大塑性变形引入大量形变储能,同时异步轧制搓轧区中剪应力引起形变组织缺陷,增加了再结晶驱动力,使工业纯铝在50~30 μm厚度左右时发生动态回复再结晶,从而使产生的再结晶立方织构{100}〈001〉发生转动,形成旋转立方织构{100}〈011〉,使织构强度整体下降。
参考文献
[1]Ruprecht R, Gietzelt T, Müller K, et al. Injection molding of microstructured components form plastics, metals and ceramics[J]. Microsystem Technologies B,2002,8(4):351-358.
[2]Craighead H G.Nanoelectromechanical systems[J].Science,2000,290:1532-1535.
[3]Ringwood J V. Shape control systems for Sendzimir steel mills[J]. IEEE Transactions on Control Systems Technology, 2000, 8(1): 70-86.
[4]Raei M, Toroghinejad M R, Jamaati R. Nano/ultrafine structured AA1100 by ARB process[J]. Materials and Manufacturing Processes, 2011, 26: 1352-1356.
[5]Rezaei M R, Toroghinejad M R, Ashrafizadeh F. Effects of ARB and ageing processes on mechanical properties and microstructure of 6061 aluminum alloy[J]. Journal of Materials Processing Technology, 2011, 211(6): 1184-1190.
[6]Kim W J, Lee J B, Kim W Y, et al. Microstructure and mechanical properties of Mg-Al-Zn alloy sheets severely deformed by asymmetrical rolling[J]. Scripta Materialia, 2007, 56(4): 309-312.
[7]Kim K H, Lee D N. Analysis of deformation textures of asymmetrically rolled aluminum sheets[J]. Acta Materialia, 2001, 49(13): 2583-2595.
[8]黄涛, 曲家惠, 胡卓超,等. 高纯铝箔在异步轧制和再结晶过程中取向的演变[J]. 金属学报, 2005, 41(9): 953-957.
[9]Lee S H, Lee D N. Analysis of deformation textures of asymmetrically rolled steel sheets[J]. International Journal of Mechanical Sciences, 2001, 43(9):1997-2015.
[10]Loorentz, Ko Y G. Microstructure evolution and mechanical properties of severely deformed Al alloy processed by differential speed rolling [J]. Journal of Alloys and Compouds, 2012, 536(S): S122-S125.
[11]Wronski S, Bacroix B. Microstructure evolution and grain refinement in asymmetrically rolled aluminium[J]. Acta Materialia, 2014, 76: 404-412.
[12]陈志永, 才鸿年, 常亚喆,等. 多晶铝轧制变形的织构演变I.实验研究[J]. 金属学报, 2008, 44(11): 1316-1321.
[13]陈志永, 才鸿年, 常亚喆,等. 多晶铝轧制变形的织构演变II.理论模拟[J]. 金属学报, 2008, 44(11): 1322-1331
[14]Yu Q B, Liu X H, Tang D L. Extreme extensibility of copper foil under compound forming conditions[J]. Scientific Reports, 2013, 3:3556-3560.
[15]Howard J. Some observations on work softening in polycrystalline aluminum and some aluminium alloys[J]. Scripta Metallurgica, 1973, 7(3): 295-299.
[16]杜明. 铝合金的加工软化[J]. 轻合金加工技术, 1980(4):25-28.
[17]金铨, 刘兆晶, 俞泽民,等. 纯铝加工软化规律的研究[J]. 哈尔滨科学技术大学学报, 1993, 17(2): 28-31.
[责任编辑郑淑芳]
Texture evolution of commercial pure aluminum ultra-thin strip during asymmetrical rolling
SongMeng1,LiuXianghua1,2,SunXiangkun1
(1. State Key Laboratory of Rolling and Automation, Northeastern University, Shenyang 110819, China; 2. Research Academy, Northeastern University, Shenyang 110819, China)
Abstract:Texture evolution and microstructure of commercial pure aluminum ultra-thin strip produced by asymmetrical rolling were investigated by X-ray diffractmeter and transmission electron microscope. It was found that, with increasing deformation, most crystallites aggregate along β orientation line, copper texture C-{112}〈111〉 and brass texture B-{011}〈211〉 in deformation textures increase gradually, the orientation intensity value reaches 26, the maximum, when ultra-thin strip is rolled to 100 μm, but decreases significantly to 16 at 30 μm, and the texture mainly consists of rotation cubic texture RC-{100}〈011〉.This decrease is partially caused by recrystallization due to significant increase in deformation stored energy at room temperature, and the system energy is reduced by recrystallization.
Key words:commercial pure aluminum; ultra-thin strip; asymmetrical rolling; texture evolution; recrystallization
收稿日期:2015-11-30
基金项目:国家自然科学基金资助项目(51374069).
作者简介:宋孟(1983-),男,东北大学博士生.E-mail:sm_162@163.com 通讯作者:刘相华(1953-),男,东北大学教授,博士生导师.E-mail:13804021121@163.com
中图分类号:TB31
文献标志码:A
文章编号:1674-3644(2016)01-0036-05
猜你喜欢
航空制造技术(2022年7期)2023-01-03
锻压装备与制造技术(2022年2期)2022-05-11
金属热处理(2022年2期)2022-03-16
金属热处理(2022年2期)2022-03-16
山东冶金(2021年4期)2021-09-09
航空制造技术(2021年9期)2021-05-29
世界有色金属(2018年11期)2018-08-22
航空材料学报(2014年5期)2014-11-18
中国有色金属学报(2014年9期)2014-03-17
航空材料学报(2011年5期)2011-06-06