
基于FANUC机器人的某车型程序编写及调试过程
2016-05-30 06:18李振房
企业科技与发展 2016年2期
李振房


【摘 要】随着汽车行业的发展,汽车制造业的自动化程度也越来越高。目前国内整车工厂四大工艺车间中,涂装车间的自动化程度一直处于较高水平。文章以喷涂机器人为例,介绍涂装车间新车型的面漆工艺调试过程、喷涂工艺参数设定、注意事项及基于FANUC P500系列机器人的仿形编写、调试。
【关键词】新车型;调试;机器人;FANUC;工艺参数
【中图分类号】TP242;TP391.9【文献标识码】A【文章编号】1674-0688(2016)02-0067-04
0 引言
上汽通用五菱汽车股份有限公司采用FANUC P500系列机器人,对车身外表面进行自动喷涂,色漆、清漆各有10个机械手臂,油漆类型为溶剂型,程序编写采用的是FANUC提供的PanitPRO软件,在此软件环境下可以完成离线程序编写,可大大地缩短程序编写和调试周期。下面就某车型的调试过程进行简单的介绍。
1 准备工作
车型程序编写调试前应该先完成新车型的工装夹具的设计、通过性验证、工艺参数要求、质量标准、CAD数据模型、创建并通过校准的工作单元。下面就关键项做进一步说明。
1.1 通过性验证
通过性需要在工装夹具设计、机运载体改造后通过样车现场校准,对不符合通过性的部分进行改造,直至通过性合格。
1.2 校准的工作单元
工作单元是在PaintPRO软件环境内创建的模拟的现场工作环境,其手臂的数量、地面跟踪链的模式、雾化器的型号及需要编写程序车型的CAD文件(车型也可以在后续过程中通过添加)与车间实际情况大致相同,运行过程中,地面链和机器人连锁保持一致。
进行工作单元校准时,先示范一个程序触摸真实工作单元中的3个点,然后再触摸PaintPRO工作单元中相同的3个点,再基于这些点之间的最小二乘差来移动PaintPRO目标。也可利用软件中的UFRAME程序校准,其用途是可以更容易地在离线状态和在线状态之间移动点。当相对于一个机器人UFRAME来示教程序时,随着UFRAME的移动,程序中的位置也会移动。如果相對于一个PaintPRO目标来示教程序,此目标附着于一个机器人UFRAME,当你校准目标时,位置会自动移动。尽可能地将PaintPRO环境校准为实际的环境。在校准的PaintPRO工作单元中示教TP程序,会将轨迹可转移性问题降低到最小限度。如果在PaintPRO中的工作单元没有用实际机器人进行校准,那么程序可能会表现出运行不正确。
2 程序编写调试过程
2.1 仿形程序分类
仿形程序可以分为“W”形、三角形、“X”形、“Z”形、方形、直线形边及表面或曲面轨迹。对于不同的平面也可以采用多种轨迹程序的组合,本车型采用“W”形、三角形、方形。
2.2 程序创建工具标签参数组成
标签参数由文件命名、TP文件命名、选择TP文件所在的机器人、边界、扇面宽度、重叠率、区域大小、位置、探测深度、运动方向、接近和离开车身的点、喷涂工艺参数、喷涂速度、流体预设值、静电预设值等参数组成。下面仅对关键参数进行介绍。
2.2.1 边界分为入口边界和出口边界
在生产过程中,机器人待工件的条件节点段已经进入了入边界窗口后,才开始喷漆。如果工件移出出口边界窗口时,轨迹并没有被完成,那么将不处理这个工件并且显示一个跟踪目标丢失错误。这会导致机器人因为该工件发生故障而丢失所有的跟踪。PaintTool使用条件节点来控制机器人什么时候能够开始一个喷漆行程,在整个行程(从on至off)已经进入跟踪边界之前,不能开始一个喷漆行程。如果在行程的off节点进入跟踪边界之前,允许喷漆行程开关开始动作,地面链停止时可能喷枪仍然打开,同时机器人会等待下一个进入跟踪边界的机器人的位置。图1用放大的视图阐明了在行程的中间边界横跨了一个喷漆行程开关,如果从开枪位置开始运动后地面链停止,机器人将停下来等待关枪位置进入窗口。
PaintPRO和PaintTool可以插入一个条件关枪节点。COFF会减少机器人可能不得不用来等待启动处理一个轨迹的时间。除了一点外,COFF与OFF几乎是等同的,COFF只会在地面链停止且机器人不能到达下一个COFF或OFF指令的情况下关枪。如果喷枪必须是关闭的,可以使用OFF指令。对于跟踪程序,默认使用条件触发器来减少非喷漆延迟时间(如图2所示)。
2.2.2 喷幅大小重叠率
喷幅大小:黄色的框表示在分度出发点处的行程,黄色和绿色的框表示起始分度加上一个分度处的行程。2个框重叠50%(如图3所示)。
2.2.3 平滑度
顺着图形平面上的图形的法线:在默认的情况下,当从图形平面创建了程序时,用CAD法线来产生应用部分相对于表面的方向。这可能并不总是如所期望的那样,如果表面并不是一个平滑的单轮廓线的表面,当机器人跨越过喷漆区域时,运动的结果可能导致机器人要进行许多次方向的改变。PRO软件具有的设置功能可以控制在跨过CAD表面时方向的平滑度,通过强制法线来调整轨迹顶端和底端的角度(如图4所示)。
2.3 创建TP程序
TP程序的名称由字母、数字和符号组成,其命名也较为随意,本文不做具体介绍。利用TP生成工具创建TP程序,首先选择工程师期望的图形选择项,当鼠标指在CAD模型上时,工程师将看见附属于鼠标光标的一条直线,这称为CAD表面法线。在CAD上连击3次(平行车体平面、喷枪运动方向、轨迹大小)出现黄色的轨迹平面,通过编辑菜单调整轨迹围绕在CAD上的点,完成后设置标签,生成TP程序。
生成的TP程序中,红色的点为不可达到的点;如果多个红色的节点交叉显示在一条直线的两边,则可以调整强制法线或平滑度来消除不能到达的点。如果整个过程都是不能到达的(红色节点),确认分配给图形的控制器与CAD数据同侧,当单侧程序创建完成后,如果其对面的机器人喷涂范围和其相同,可以使用镜像工具(组屏蔽交换复制程序)创建TP程序(如图5所示)。
2.4 创建Job主程序
机器人控制器通过工作名称来区分工作之间的差异。下面通过L0102100来介绍,其中组标识符:L左侧——指定工作由组1来执行,R右侧——指定工作由组2来执行;第一对数字来识别车型号01代表某车型的编号;第二对数字来识别车型选项,可以用选项的其他轨迹来替换具体轨迹;最后3个数字来识别修补号,阐明其他轨迹不是修补工作所必需的。
当完成已经定义了一个带有左侧喷漆区域的车型(喷漆轨迹),确定需要被分配工作的机器人控制器,在控制器中增加工作,利用Job程序分配标签页完成Job程序命名及其工作进行分配,然后生成可执行的主程序。
2.5 程序调试
当所有机器人控制器都完成工作分配且已生成可执行的主程序,程序编写过程完成并进入调试阶段。程序调试阶段分为程序软件调试阶段和程序现场调试阶段。
程序软件调试阶段通过软件的模拟功能对程序进行模拟,有故障则继续查找原因并处理,修补,继续模拟;无故障后,分析程序周期。
程序现场调试阶段,将编写完成的程序拷贝到实际机器人上,放入实车进行现场校准,对偏移进行纠正,更改完成后进行模拟,无故障则进行实车运行。
3 车型调试
车型调试阶段,主要对机器人的喷涂参数进行设定,必要时对局部仿形程序进行调整,以达到公司对此车型的各项质量要求。如:本次调试中的金属漆的颜色为银色。
3.1 喷房工艺参数设定
根据油漆材料要求,对喷房的温湿度、风速、循环水流量等参数进行设定。本次新增车型是在原有产品上增加,不涉及对此方面的相关变动,这里不再详述。
3.2 喷涂参数初步设定
首先根据金属漆的材质要求初步设定静电电压、旋杯转速和成型空气,根据车体面积、喷涂膜厚、溶剂含量、喷涂速度、喷涂时间等参数初步设定喷涂流量。计算公式:喷涂流量=膜厚×面漆×干膜密度/(固体份×喷涂时间×上漆率×稀释密度)。本次计算所得喷涂流量为250 cc/min。
3.3 喷涂参数现场调试
为了节约成本,本次调试采用在车身钉马口铁板、锡箔纸及现场泳涂板材,通过对膜厚、烘干后比重及外观参数(桔皮、色差)等数据进行分析,对现场参数进行调整,参数调整完成后,进行过车调试,根据出车质量对参数进行微调,对边角及易流挂位置进行仿形程序优化,问题解决后可批量生产,举例如下。
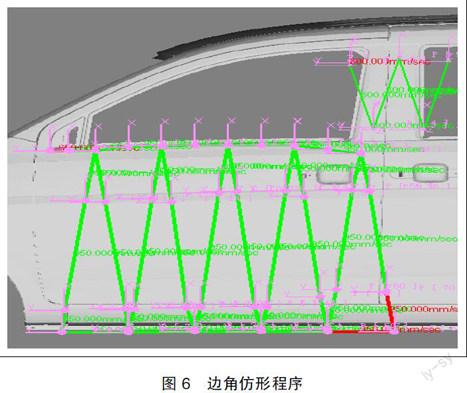
前门边角重枪率较高的区域,仿形程序可以做适当的闪避,也可以进行适当的关枪,闪避或关枪的区域靠带静电的漆雾对边角进行喷涂,从而在程序设计上消除边角流挂气泡等缺陷的产生(如图6所示)。在色差方面,影响色差的主要是L、a、b值,在确保满足膜厚要求后,一般情况下,一、二站喷涂流量相同,如对一、二站喷涂比例有调整,色差中的L明度也会略微变化,从而使色差数据达到更优(其中影响较大的是金属色漆)。在不改变喷涂膜厚的情况下,一站流量略微变大,二站流量略微变小,则L值会变小;反之,L值则变大。本次前門中门调整是一站略微减小、二站略微增大、L值略微变大,色差得到改善(如图7所示)。
4 总结
本文主要结合工作中某车型项目的调试过程为案例,对基于FANUC机器人的程序编写、调试过程及部分问题,从中总结了新车型中上涂喷涂工艺的一些经验,归纳了问题解决的相应方法,为新产品及其他车型的调试和问题的解决提供思路和参考。
参 考 文 献
[1]王锡春.涂装车间设计手册[M].北京:化学工业出版社,2008.
[2]上汽通用五菱汽车股份有限公司.P-500机器人喷涂系统编程[Z].2011.
[3]上汽通用五菱汽车股份有限公司.P-500机器人喷涂系统操作[Z].2011.
[责任编辑:陈泽琦]
猜你喜欢
汽车实用技术(2022年10期)2022-06-09
汽车工艺师(2021年7期)2021-07-30
汽车实用技术(2020年16期)2020-09-06
电子制作(2018年12期)2018-08-01
制造技术与机床(2017年6期)2018-01-19
中国汽车市场(2017年4期)2017-04-20
电子制作(2017年19期)2017-02-02
山东工业技术(2016年23期)2016-12-23
科技创新导报(2016年20期)2016-12-14
当代化工研究(2016年6期)2016-03-20
