基于模拟锅炉的串级控制系统的设计
2016-05-30 01:09:01翁振斌
宁波职业技术学院学报 2016年5期
翁振斌
摘 要: 以介绍串级控制系统为主题,以北京化工大学发明研制的新一代多功能过程与控制实验系统MPCE-1000D为实验对象,完成了基于MPCE-1000D的串级控制系统的设计与调试。论文就串级控制和单回路控制系统的稳定性以及由改变参数整定和增加外部扰动,对系统平衡的影响进行了比较,阐述了串级控制系统在社会生产实践过程中具有不可以代替的作用,以及生产中的过程中采用串级控制的可行性。
关键词: 串级控制系统; MPCE-1000D; 设定值阶跃干扰; 外部干扰
中图分类号: TP 271+.9 文献标志码: A 文章编号: 1671-2153(2016)05-0101-04
0 引 言
串级控制系统的起源来自工业生产过程中日益增长的提高系统性能指标的要求。当对象的容量比较大的时候,或者过程负荷或干扰变化比较剧烈和频繁,又或者某些对象具有一定的“非本质”非线性,而对控制质量要求又比较高时,可以采用串级控制这种方法[1]。本文首先通过改变原设定参数,串级控制系统展现出了良好的性能,只在一个微小起伏之后回复到平衡的状态,单回路控制系统却要经过连续的振荡才可以回复到平衡状态。而后通过对外部施加扰动,串级控制系统在很短的时间内又恢复到平衡状态,而单回路控制系统会需要相当长的一段时间才能恢复到平衡状态,这种迟滞的现象在现实的工业生产中是非常可怕的,易造成较大损失,因此可见串级控制系统的好处,以及在工业生产过程中采用串级控制系统的重要性[2]。
1 MPCE-1000D实验系统
1.1 本次实验的总体设计
本次实验在北京化工大学发明研制的新一代多功能过程与控制实验系统MPCE-1000D平台上,通过对缓冲罐压力构成的副回路与反应釜压力构成的主回路形成串级控制系统,最终将反应釜中压力P7稳定在2 MPa,进行串级控制系统的设计与整定。
1.2 过程说明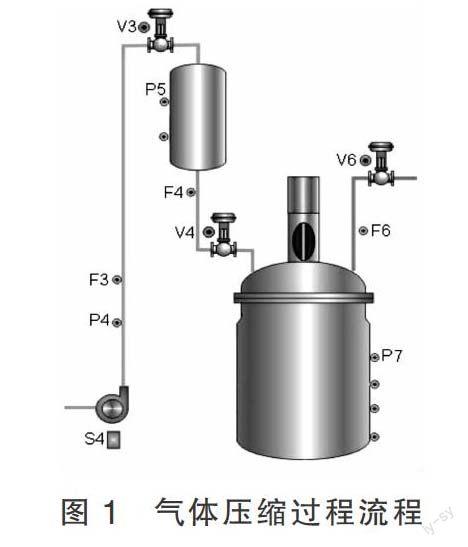
图1为气体压缩系统,主要设备和变量有:透平式气体压缩机,压缩机出口压力P4,出口流量F3,出口双效阀V3,气体缓冲罐,罐内压力P5,罐出口流量F4,罐出口双效阀V4,被充压的装置用釜式反应器代替,装置压力P7,装置的出口流量为F6,出口双效阀V6。
1.3 系统开车及正常运行
(1)关闭压缩机出口阀V3,低负荷启动氮气压缩机,打开S4开关;
(2)手动缓慢将V3打开到100%,缓冲罐开始充压;
(3)手动缓冲罐出口阀V4打开,开度约80%,反应器开始充压;
(4)手动缓慢将反应器出口阀V6打开,开度约30%,观察当系统达到稳定时,压缩机出口压力P4,缓冲罐压力P5,现场设备压力P7呈逐级下降趋势。
2 串级控制系统的设计与整定
2.1 串级控制系统
系统采用两个或两个以上的控制器相串接组成,其中一个控制器的输出值作为另一个控制器的设定值的系统,称为串级控制系统。图2为一个典型串级控制的系统连接图。
2.2 换热器串级控制实验
2.2.1 实验工艺过程描述
通过对缓冲罐压力构成的副回路与反应釜压力构成的主回路构成串级控制系统,最终将反应釜中压力P7稳定在2MPa。
2.2.2 实验设备及连接
(1)在上位机计算机中启动测试软件,选择并进入气体压缩工程。
(2)在设备盘台上连接线路。
1)把两根黑色导线将缓冲罐压力P5以及反应釜压力P7和液晶显示屏下方第二排6和7号黑孔相连接,使P5、P7在液晶显示器上第二排以数字方式显示;
2)把三根黑色导线分别将气体入口流量F3、缓冲罐与反应釜间流量F4以及反应釜出口流量F6,和液晶显示屏下方第三排11、12、13号黑孔相连,使F3、F4、F6在液晶显示器上第三排以数字方式显示。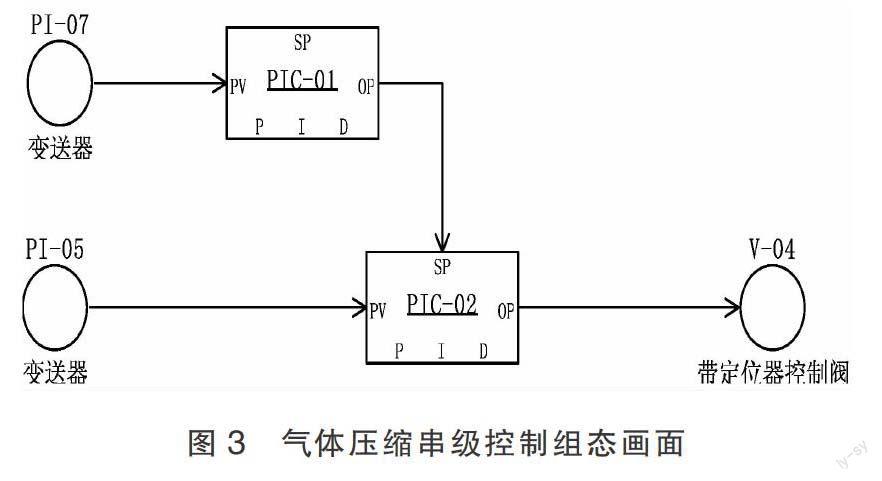
2.2.3 控制方案设计与组态
系统中所产生的干扰,主要是由于气体入口处流量F3的波动所造成。该干扰经过缓冲罐后,间接的对反应釜内部的压力造成影响,整个过程耗时较长。这时如果采用单回路控制,以反应釜内部压力P7为被控变量,以开关V3或开关V4作为执行机构,那么当控制器感应到反应釜内部压力P7有变化时,再通过控制阀进行调整则耗时太长。对生产影响较大。而此时如果采用串级控制,可以在F3存在扰动时,立即利用副环快速消除该扰动,保证应釜内部压力P7的稳定。
从原则上看,副环的设计可以将缓冲罐压力P5或气体流量F3作为副被控变量来设计。但是,与F3相比,P5对反应釜内部压力P7的影响作用更为直接。同时,需要注意的是,本实验装置是一个前后相互关联的多容系统。缓冲罐对象与反应釜对象间存在相互的影响作用。当系统达到稳定时,两处压力将重新进行分布。根据质量平衡原理,F3、F4、F6三处流量应当相等。在系统内部进行调整的动态过程中,气体流量将出现先高后低(或先低后高)的非单调剧烈变化。所以,以流量作为副被控变量,会引起控制器大幅振荡,对现实中的工业生产产生不利影响。综上所述,选择P5作为副被控变量,与控制器PIC-02构成副环。具体控制方案和组态画面如图3所示。
2.2.4 控制方案运行与调试
(1)准备工作。将主、副控制器参数按照表1进行设置,其余参数按默认值设定。
(2)将V3和V6和压缩机开关S3设置如表2所示。
(3)打开PIC-01与PIC-02的控制面板。
2.2.5 控制效果测试
要测试串级控制系统的控制性能,这里通过对设定值施加阶跃干扰和施加外部干扰两种方式,与单回路控制系统进行比对。
(1)设定值阶跃干扰方式。在系统达到稳态之后,将主环控制器PIC-01的设定值改为2.5 MPa。
(2)外部干扰方式。在系统达到稳态之后,将压缩机出口阀V3开度由50%增大到70%,使F3流量发生较大的变化。
3 结果与分析
在系统压力发生改变时,气体流量将会发生大幅变化,并且其趋势呈现非单调变化,因此对控制系统的要求比较高,普通的单回路控制系统无法满足要求。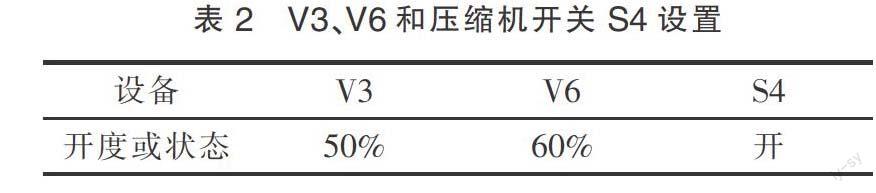
(1)因为缓冲罐的体积远小于反应釜的体积,所以在时间常数与滞后时间上前者也要远小于后者。这为串级控制系统的应用提供了良好的条件。
(2)世隔绝串级控制系统当中回路的设计,应该将尽可能多的干扰包含在副环控制回路之内[3]。副被控变量应该选择与主被控变量有比较大影响的工艺参数。这里为了避免主、副环控制器间产生共振,所以副环可以只使用纯比例控制器[4]。
(3)串级控制系统的参数设定过程应遵循先副环后主环的顺序,并且多次重复进行。除衰减曲线法之外,实际应用过程中,也可以通过经验法来进行多次尝试整定。调试后的参数,要满足副环快速反应的特点[5]。
(4)串级控制系统在生产过程中,要遵循先手动后自动,先副环后主环的顺序逐步进行。充分利用控制器在手动状态下,SP值跟踪PV值,以及在串级控制系统在未串级前,主控制器OP值跟踪副控制器SP值的规律,实现手、自动状态的无扰动切换,以尽可能地减少对系统的冲击。
(5)从施加两种干扰的比对结果来看,即使在20%的干扰情况下,串级控制系统还是能表现出良好的控制效果。
(6)当原先设定值发生改变后,串级控制系统的抗干扰能力明显优于单回路控制系统。
(7)采用串级控制系统后,系统趋于平衡的时间明显短于单回路控制系统,说明串级控制系统可以更快的从外界干扰的不平衡回到平衡,而单回路控制系统则需要较长的振荡时间,尽管最终也将恢复到平衡状态,但是耗时过长,并不适合在现实的工业生产中使用[6]。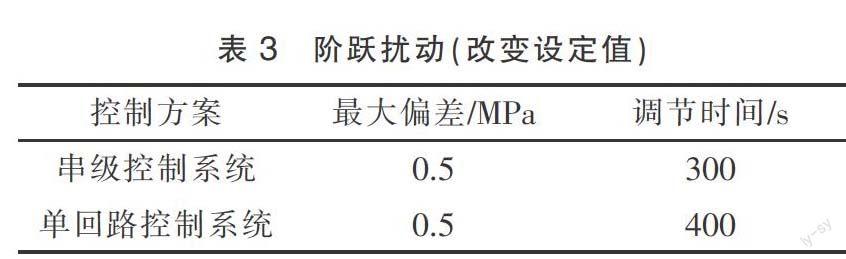
表3为在施加相同阶跃扰动的时候(设定值PI-07改变值相同),对比串级控制系统和单回路控制系统,串级控制系统的调节时间更短,速度更快。而单回路控制系统则需要更长的振荡时间来恢复平衡状态。
表4为在施加相同外部扰动的时候(阀门V3开度从50%开大到70%),对比串级控制系统和单回路控制系统,串级控制系统无论从最大偏差还是恢复平衡的调节时间上都明显优于单回路控制系统。
(8)从上述比对实验结果可以推断出:串级控制系统在改变原先设定参数值或者受到外界扰动后,恢复到平衡状态的时间要少于单回路控制系统,换句话说,在实际工业生产过程当中选择串级控制系统是非常有必要性的,也可以下结论说串级控制系统与单回路控制系统相比,其优越性非常明显。
参考文献:
[1] SHINSKEY F G.过程控制系统-应用设计与整定[M]. 萧德云,吕伯明,译. 北京:清华大学出版社,2012:55-57.
[2] 俞金寿,蒋爱平,刘爱伦. 过程控制系统和应用[M]. 北京:机械工业出版社,2014:103-104.
[3] GRAHAM C G, STEFAN F G,MARIO E S.控制系统设计[M]. 北京:清华大学出版社,2012:27-28.
[4] KATSUHIKO O. 现代控制工程[M]. 卢伯英,于海勋,译. 4版. 北京:电子工业出版社,2008:131-133.
[5] 柳彦虎,张海明,安永祥,等. 基于AT89C51的串级控制冷却系统设计[J]. 铁路计算机应用,2007,16(5):7-10.
[6] 潘发举. 串级控制在氨汽提塔上的应用[J]. 石油化工自动化,2013(6):86-87.
Abstract: This article previously fed - a new generation of multi-function process control experiment system feedback control system for industrial applications background, Beijing University of Chemical Technology invention developed MPCE-1000D as experimental subjects completed the Design and tuning feedforward control system MPCE-1000D's . Stability of papers on the cascade control and single-loop control system and the role of the changing parameter setting and increased external disturbance, the impact on the balance of the system compared to explain the cascade control system can not be replaced in the process of social production practice and the production process using cascade control is feasible.
Keywords: feed forward control system; MPCE-1000D; set point step disturbance; external interference
(责任编辑:徐兴华)
猜你喜欢
数学物理学报(2022年4期)2022-08-22 04:06:36
湖北农机化(2021年7期)2021-12-07 17:18:46
铜业工程(2021年1期)2021-04-23 01:45:06
数学物理学报(2019年4期)2019-10-10 02:38:56
测控技术(2018年7期)2018-12-09 08:58:42
科学与财富(2018年33期)2018-01-02 11:55:50
贵州师范学院学报(2016年3期)2016-12-01 03:53:52
石油化工建设(2016年6期)2016-02-27 15:03:27
电源技术(2015年11期)2015-08-22 08:50:38
自动化仪表(2015年5期)2015-06-15 19:01:34