搅拌摩擦焊匙孔修复技术研究现状*
2016-05-30 07:38周炜璐张嘉伦杜正勇赵瑞峰孟凡新冯吉才
航空制造技术 2016年14期
周 利 , 周炜璐 ,张嘉伦 ,杜正勇 ,赵瑞峰 ,孟凡新 ,冯吉才 ,2
(1.哈尔滨工业大学(威海)山东省特种焊接技术重点实验室,威海 264209;2.哈尔滨工业大学先进焊接与连接国家重点实验室,哈尔滨 150001;3.首都航天机械公司,北京 100076;4.天津航天长征火箭制造有限公司,天津 300462)
搅拌摩擦焊(Friction Stir Welding, FSW)是由英国焊接研究所(The Welding Institute, TWI)于1991年提出的新型固相连接技术[1],和传统的熔焊相比,搅拌摩擦焊具有以下优点:(1)接头质量高,不易产生气孔、裂纹等缺陷;(2)焊接成本较低,无需填充材料和保护气体,厚焊接件无需加工坡口;(3)焊接过程安全,无污染、飞溅、烟尘、噪声等,且没有严重的电磁干扰和有害物质产生,是一种环保型连接方法;(4)焊接过程中焊件被刚性固定,且固相焊时加热温度较低,焊件不易变形;(5)便于机械化、自动化操作,质量较稳定,重复性高。因此,搅拌摩擦焊接被认为是自激光焊接问世以来最引人注目的焊接方法,尤其对于高强铝合金的焊接具有无可比拟的优势,在航空航天、轨道车辆、舰船等领域具有非常广阔的应用前景。
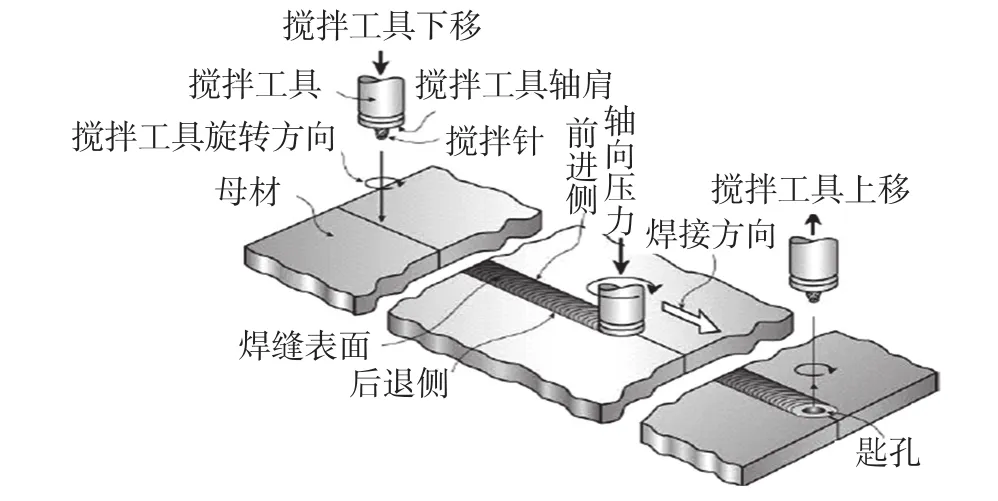
图1 搅拌摩擦焊工艺过程示意图Fig.1 Illustration for friction stir welding process
搅拌摩擦焊工艺过程如图1所示[2],焊接过程结束时会在焊缝末端留下匙孔,匙孔的存在不仅影响焊缝表面的美观性,而且也会在一定程度上降低焊缝的力学性能,因此在工程应用过程中对匙孔进行修复是非常必要的。对于有些结构的搅拌摩擦焊而言,可在起焊和收焊的位置设置起焊板和引出板,使匙孔不留在工件上;或是在产品零件的开口处引出搅拌摩擦焊的收焊匙孔,如在舱体上的口框处引出匙孔,而后加工去除[3],但该方法对于回转结构的环缝焊接等情况不适用。对于薄板的搅拌摩擦焊,可采用无针式搅拌头进行焊接,焊接过程中仅依靠旋转的轴肩与焊件表面金属间的相互作用产生大量的摩擦热,促进内部金属的流动与混合,从而形成固相连接接头。由于缺少搅拌针的搅拌作用,因此轴肩的截面形貌至关重要[4-5]。采用此方法虽然不产生匙孔,但其适用的结构严重受限,而且由于搅拌头与母材之间的摩擦及搅拌作用减弱,导致接头的力学性能下降。采用搅拌摩擦焊方法对匙孔修复时,会在另外的位置再次出现匙孔,因而也受到限制。
目前,国内外针对搅拌摩擦焊匙孔修复技术开展了大量的研究工作,按照原理可分为搅拌针回抽技术、组合补焊技术、摩擦塞焊技术和填充式搅拌摩擦焊技术,下面分别进行介绍。
1 搅拌针回抽技术
Ding[6]提出了采用搅拌针回抽焊具进行搅拌摩擦焊能够直接消除焊缝匙孔,基本结构原理如图2所示。其焊具结构的特点就在于轴肩与搅拌针采用了分体式设计,焊接过程与常规搅拌摩擦焊基本相同,但在焊接结尾部分时,搅拌针逐渐进行回抽,通过轴肩下部塑性金属的回填,最终实现匙孔的消除。
图2 搅拌针回抽焊具图Fig.2 Retracted FSW pin tool
Ding等[7-8]对早期提出的搅拌针回抽焊具进行改进,对6mm厚2195铝锂合金进行焊接,并对焊缝回抽部分的微观组织和力学性能进行分析。结果表明焊接过程参数、回抽过程参数影响回抽区域的微观组织以及焊接质量。同时,还对搅拌针可回抽搅拌头回抽过程中承受的力进行了分析,结果表明对于给定的被焊材料而言,回抽过程参数以及搅拌针所处位置决定了搅拌头的受力行为。
鄢江武等[9]采用搅拌针可回抽搅拌头对8mm厚5A06铝合金进行了搅拌摩擦焊接试验,并分析了回抽速度对接头的力学性能及显微组织的影响,图3为不同回抽速度下焊缝表面的形貌特征。结果表明当回抽速度变化时,焊缝热机影响区组织流变形貌不同,焊核区晶粒均为细小的等轴晶组织;当回抽速度变化时,焊缝的抗拉强度和屈服强度均有所变化。当回抽速度为5mm/min时,焊缝的屈服强度和抗拉强度达到最高,分别为360MPa和180MPa,均高于普通焊缝强度。

图3 不同回抽速度下焊缝表面形貌Fig.3 Surface morphology of welding joint with different retracted speed
搅拌针回抽技术不用设置引出部分或余量就能实现环形焊缝等结构的无匙孔搅拌摩擦焊,并可以获得满足要求的焊接质量,但该方法需要采用比较复杂的设备,而且回抽过程需要控制相关参数才能保证焊接质量。
2 组合补焊技术
熔焊填充+搅拌摩擦焊组合补焊技术是指采用两种焊接方法对焊后形成的匙孔进行补焊,补焊过程可大致分两步,即熔焊填充和搅拌摩擦补焊。具体思路如图4(a)所示[10]:(1)搅拌摩擦焊起始于A点,终止于B点并留下匙孔。该匙孔可用来模拟焊接过程中因搅拌针折断,挖排后留下的“空腔”。(2)采用熔焊方法填充B点的匙孔,如图4(b)所示。(3)从B点开始进行搅拌摩擦补焊(补焊搅拌头的轴肩和搅拌针尺寸均要大于原搅拌头相应尺寸),最后终止于C点,如图4(c)所示。
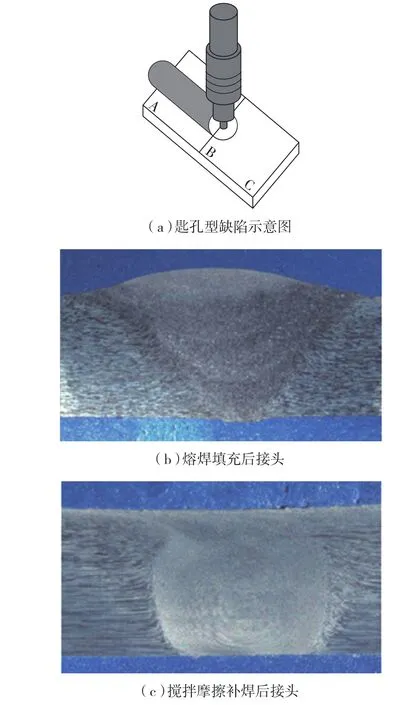
图4 熔焊填充+搅拌摩擦焊组合补焊工艺Fig.4 Combined repairing process of fusion welding + friction stir welding
王国庆等[10]采用熔焊填充+搅拌摩擦焊组合补焊工艺修补2219铝合金搅拌摩擦焊缝匙孔缺陷,焊后分析接头微观组织和力学性能。结果表明匙孔补焊位置接头焊核区呈现细小的等轴晶,而在搅拌头机械搅拌和焊接热循环的共同作用下,热机影响区组织发生了较大程度的弯曲变形。接头抗拉强度≥335MPa,延伸率≥8.0%,断裂位置均分布在前进侧或后退侧热力影响区附近,断裂机理为韧性断裂。
郝云飞等[11]采用熔焊填充+搅拌摩擦补焊复合工艺进行2219C10S铝合金搅拌摩擦焊缝匙孔缺陷修补,并分析修补后接头微观组织和力学性能。结果表明焊核区呈细小的再结晶等轴晶粒,热机影响区发生粗化长大,并残留熔焊柱状晶或树枝状晶粒。第二相析出物粗化长大,呈网状结构分布于热机影响区域,补焊接头的第二相析出物如图5所示。热影响区和热机影响区是整个补焊接头的薄弱环节,拉伸试样亦断裂在该区域,补焊接头断口呈现出韧性断裂与铸态组织脆性断裂的混合断口形貌。
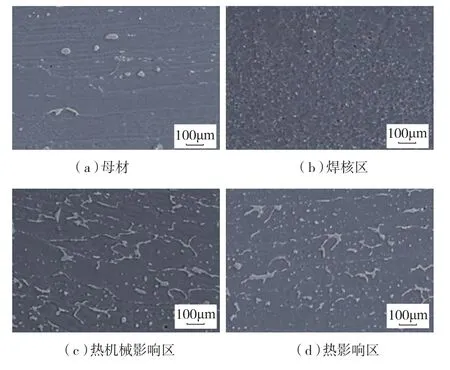
图5 补焊接头第二相析出物Fig.5 Precipitated phase of repaired joint
组合补焊消匙孔技术需采用熔焊过程,从而导致焊接过程中可能出现熔焊过程所导致的缺陷,并影响接头质量。
3 摩擦塞焊技术
摩擦塞焊(Friction Plug Welding, FPW)是由英国焊接研究所于1991年发明的一种新型固相补焊技术,该技术最初用于航天飞机外贮箱箱底焊接缺陷的补焊,后来用于搅拌摩擦焊匙孔的消除以及焊接缺陷修复[12-14]。根据不同的焊接压力加载的方式,摩擦塞补焊可分为两种:顶锻式和拉锻式,其焊机和背部支撑机构分别位于被焊工件的两侧和一侧,如图6所示[15]。

图6 摩擦塞焊Fig.6 Friction plug welding
3.1 顶锻式摩擦塞焊
栾国红等[16]采用顶锻式摩擦塞焊方法消除LY12铝合金焊后所产生的匙孔,并对接头进行组织分析。结果表明LY12铝合金摩擦塞补焊接头由母材、塑化区Ⅰ、母材与塑化区Ⅰ的过渡区、塑化区Ⅱ和塑化区Ⅰ和塑化区Ⅱ之间的过渡区这5个区域构成。在塑化区Ⅰ和塑化区Ⅱ中,材料发生了强烈的流动和变形。接头硬度值在母材区与塑化区Ⅰ间逐渐下降并在塑化区Ⅰ达到最低值,而后硬度值逐渐升高,最终在塑化区Ⅱ趋于稳定,达到与母材相当的硬度值。
3.2 拉锻式摩擦塞焊
赵衍华等[17-18]采用拉锻式摩擦塞焊方法消除2014铝合金焊后所产生的匙孔,并对接头的微观组织、拉伸性能以及断裂特性进行了分析。结果表明摩擦塞补焊接头由焊缝区、热影响区和母材区三部分组成,且焊缝区由细小的等轴再结晶组织构成。在合适的接头结构和焊接参数下,塞补焊的接头抗拉强度可达到330MPa以上,与搅拌摩擦焊接头等强度或高于搅拌摩擦焊接头强度。断口形貌分析显示,接头断裂模式为塑性断裂。
Metz等[19-20]采用拉锻式摩擦塞焊法对2195Al-Li合金进行焊后匙孔修复,并研究了补焊接头与原接头界面处的微观结构、显微硬度以及补焊接头的疲劳性能,图7为补焊前后焊缝表面形貌。结果表明焊接热影响区、热机影响区等均可由各区域微观结构和显微硬度的特征来确定。在补焊焊缝周围发现再结晶组织,再结晶区厚度为30~122mm。补焊焊缝界面显微硬度为110~130HK100g,硬度比母材低35%。通过测量这些区域的硬度,可反映出摩擦塞焊焊缝区周围的晶粒转化过程,并且这些区域性能可能影响着整个接头的疲劳性能。摩擦塞焊接头的疲劳极限明显低于搅拌摩擦焊接头。其疲劳极限的下降可能是由于塞棒形状、热影响区的相互作用以及母材、搅拌摩擦焊接头以及补焊接头的强度失配导致的。
摩擦塞焊属于固相工艺,焊接过程中没有材料熔化因而不会导致熔焊过程带来的问题,补焊接头残余应力低、残余变形小,可以获得优质的补焊接头。特别是拉锻式摩擦塞补焊能适用于一些背面无法施加支撑的结构和施工过程,目前正受到关注。

图7 塞补焊前后焊缝表面形貌Fig.7 Welding surface morphology before and after FPW
4 填充式搅拌摩擦焊技术
黄永宪等[21]基于固态连接原理,提出了填充式搅拌摩擦焊技术。填充式搅拌摩擦焊过程如图8所示。其中图8(a)为压入阶段,搅拌针高速旋转并压入待补焊匙孔;图8(b)为补焊阶段,轴肩与被焊工件接触并施加压力,搅拌针与匙孔摩擦产热,材料发生塑变流动,进行匙孔填充补焊;图8(c)为提起阶段,焊具提起的同时,搅拌针的锥体部分用于填充匙孔,界面材料在轴肩的作用作用下发生连续的塑变流动,从而实现了接头匙孔的填充补焊。图9为填充式搅拌摩擦焊搅拌头[22]。

图8 填充式搅拌摩擦焊过程示意图Fig.8 Illustration for filling friction stir welding process
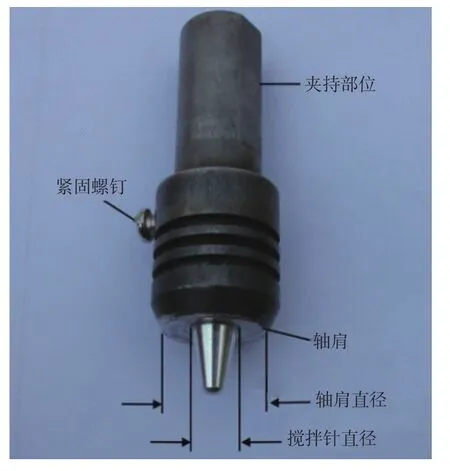
图9 填充式搅拌摩擦焊搅拌头Fig.9 Semi-consumable filling friction stir welding tool
黄永宪等[21-23]对7.8mm厚的AA 2219轧制板材进行填充式搅拌摩擦焊,并对焊后接头的界面行为及力学性能进行了研究。结果表明试件补焊后不存在匙孔,并且焊接接头的薄弱位置处于前进侧的软化区域,而不再是匙孔表面。试验中发现界面处的材料发生了连续的流动和塑性变形,并且补焊接头处由填充区、焊核区、准焊核区、热机影响区和热影响区构成,如图10所示。焊后接头的平均抗拉强度和伸长率分别为母材金属的90%和85%,可以看出填充式搅拌摩擦焊能够对焊缝匙孔实现准等强修复。

图10 焊缝横截面区域示意图Fig.10 Illustration for five distinct welding seam zones
填充式搅拌摩擦焊是传统顶锻式摩擦塞焊技术的一种补充和发展形式,该方法也是基于固态连接原理从而获得优质的补焊接头,而且采用常规的搅拌摩擦焊设备就可以实施该工艺。与摩擦塞焊过程类似,在塞棒设计和工艺参数选择上需要合适的匹配,从而获得满意的匙孔修复效果。
5 结束语
作为一种新型固相连接技术,搅拌摩擦焊在航空航天、轨道车辆、舰船等领域具有广阔的应用前景。常规搅拌摩擦焊在焊接结束时将会产生匙孔,从而对焊接结构外观和性能产生不良影响。因此,匙孔修复显得至关重要。国内外对搅拌摩擦焊匙孔修复技术的研究仍在不断发展中,相信未来将会取得更大的突破与进展。
[1]THOMAS W M, NICHOLAS E D, NEEDHAM J C, et al. Friction stir butt welding: International patent application number PCT/GB92/02203 and GB patent application 9125978.8 [P]. 1991-12-06.
[2]American National Standards Institute, AWS D17.3/D17.3M:2010, Specification for Friction Stir Welding of Aluminium Alloys for Aerospace Application[S], 2009.
[3]李宝华, 陈莹, 唐众民, 等. 搅拌摩擦焊收焊匙孔填补的研究[J]. 热加工工艺,2010,39(23):144-146.
LI Baohua, CHEN Ying, TANG Zhongjun, et al. Study on filling keyhole during friction stir welding [J]. Hot Working Technology, 2010,39(23):144-146.
[4]BAKAVOS D, CHEN Y, BABOUT L, et al. Material interactions in a novel pinless tool approach to friction stir spot welding thin aluminum sheet [J]. Metallurgical and Materials Transactions A, 2011, 42(5):1266-1282.
[5]TOZAKI Y, UEMATSU Y, TOKAJI K. A newly developed tool without probe for friction stir spot welding and its performance [J]. Journal of Materials Processing Technology, 2010, 210:844-851.
[6]DING R J, OELGOETZP A. The hydraulic controlled autoadjustable pin tool for friction stir welding:US Patent, 5893507 [P]. 1996.
[7]DING R J, OELGOETZP A. Mechanical property analysis in the retracted pin-tool (RPT) region of friction stir welded (FSW) aluminumlithium 2195 [C]. The 1st International Symposium on Friction Stir Welding,Thousand Oaks, CA, USA, 1999.
[8]DING R J. Evaluation of forces on the welding probe of the retractable pin tool (RPT) [C]. The 2nd International Symposium on Friction Stir Welding, Gothenburg, Sweden, 1999.
[9]鄢江武, 沈明明, 李宝华, 等. 5A06铝合金无匙孔搅拌摩擦焊回抽速度的影响分析研究[J]. 热加工工艺, 2014, 43(15):193-198.
YAN Jiangwu, SHEN Mingming. LI Baohua, et al. Influence of retraced speed in no keyhole friction stir welding of 5A06 alloy [J]. Hot Working Technology, 2014, 43(15):193-198.
[10]王国庆, 赵刚, 郝云飞, 等. 2219 铝合金搅拌摩擦焊缝匙孔形缺陷修补技术[J]. 宇航材料工艺, 2012, 42(3):24-28.
WANG Guoqing, ZHAO Gang, HAO Yunfei, et al. Technology for repairing keyhole defect for FSW joint of 2219 aluminum alloy [J].Aerospace Material and Technology, 2012, 42(3):24-28.
[11]郝云飞,白景彬,田兵,等. 熔焊填充+ FSW修补搅拌摩擦焊缝匙孔型缺陷的接头组织性能研究[J]. 航空制造技术,2014(10):83-87.
HAO Yunfei, BAI Jingbin, TIAN Bing, et al. Study on properties of repaired joint with keyhole defect repaired by composite process of fusion filling and FSW repairing [J]. Aeronautical Manufacturing Technology,2014(10):83-87.
[12]BEAMISH K. Friction taper plug welding of 10 mm AA6082-T6 [R]. TWI Report, No.768, 2003.
[13]RIKI Takeshita, TERRY L K. Friction plug welding: US,6213379 B1[P]. 2011-04-10.
[14]ANDREWS R E, MITCHELL J S. Underwater repair by friction stitch welding [J]. Metals and Materials, 1990, 6(12):796-797.
[15]赵衍华, 刘景铎, 朱瑞灿, 等. 补焊技术新突破——摩擦塞补焊[J]. 焊接, 2009(9):16-21.
ZHAO Yanhua, LIU Jingduo, ZHU Ruican, et al. New breakthrough of repaired welding technology—friction stir welding[J]. Welding and Joining,2009(9):16-21.
[16]栾国红, 季亚娟, 董春林, 等. LY12铝合金摩擦塞焊接头组织分析[J]. 焊接学报, 2006, 27(10):1-3.
LUAN Guohong, JI Yajuan, DONG Chunlin, et al. Microstructure of LY12 aluminum alloy welded joint of friction plug welding [J]. Transactions of the China Welding Institution, 2006, 27(10):1-3.
[17]赵衍华, 刘景铎, 张加涛, 等. 2014铝合金拉锻式摩擦塞补焊接头微观组织及力学性能[J]. 航空制造技术, 2009(23):86-90.
ZHAO Yanhua, LIU Jingduo, ZHANG Jiatao, et al. Microstructure and mechanical property of friction plug welding joint of 2014 Al alloy [J].Aeronautical Manufacturing Technology, 2009(23):86-90.
[18]赵衍华, 刘景铎, 张丽娜, 等. 2014铝合金搅拌摩擦焊缝的拉锻式摩擦塞补焊[J]. 航空材料学报, 2010, 30(1):41-46.
ZHAO Yanhua, LIU Jingduo, ZHANG Lina, et al. Study on friction plug welding of 2014 aluminum alloy FSW joint [J]. Journal of Aeronautical Materials, 2010, 30(1):41-46.
[19]METZ D F, WEISHAUPT E R, BARKEY M E, et al. A microstructure and microhardness characterization of a friction plug weld in friction stir welded 2195 Al-Li [J]. Journal of Engineering Materials and Technology-Transactions of the ASME, 2012, 134(2):1-7.
[20]METZ D F, BARKEY M E. Fatigue behavior of friction plug welds in 2195 Al-Li alloy [J]. International Journal of Fatigue, 2012,43:178-187.
[21]黄永宪, 韩冰, 吕世雄, 等. 基于固态连接原理的填充式搅拌摩擦焊匙孔修复技术[J]. 焊接学报, 2012, 33(3):5-8.
HUANG Yongxian, HAN Bing, LÜ Shixiong, et al. Filling friction stir welding for repairing keyhole based on principle of solid state joining[J].Transactions of the China Welding Institution, 2012, 33(3):5-8.
[22]HUANG Yongxian, HAN Bing, LÜ Shixiong, et al. Interface behaviours and mechanical properties of filling friction stir weld joining AA 2219[J]. Science and Technology of Welding and Joining, 2012, 17(3):225-230.
[23]HUANG Yongxian, HAN Bing, TIAN Ying, et al. New technique of filling friction stir welding [J]. Science and Technology of Welding and Joining, 2011, 16(6):497-501.
猜你喜欢
中国应急管理科学(2022年2期)2022-05-23
宇航材料工艺(2020年4期)2020-09-27
天津大学学报(自然科学与工程技术版)(2020年5期)2020-04-27
科学与财富(2019年30期)2019-10-30
中国塑料(2019年6期)2019-06-26
电子制作(2018年18期)2018-11-14
精密成形工程(2018年3期)2018-05-24
制造技术与机床(2017年3期)2017-06-23
中国塑料(2017年2期)2017-05-17
中国塑料(2016年2期)2016-06-15