长寿命机械连接技术研究应用进展
2016-05-30 07:52
航空制造技术 2016年19期
(中航工业北京航空制造工程研究所, 北京 100024)
寿命问题是影响飞行器安全运行的重要因素之一,在飞机结构设计中,把飞机结构从开始使用到发生疲劳破坏所作用的循环载荷的次数或时间,称为疲劳寿命。为了确保设备在使用时存在或正在扩展的裂纹不会发生无法挽回的灾难性事故,必须可靠地确定疲劳条件下的疲劳安全寿命,估算结构的疲劳安全寿命对于设备的安全使用、维护具有重要意义[1]。随着飞机寿命的增加,由于疲劳引起的飞机安全飞行问题越来越严重。
目前,飞机结构件采用的主要连接方法仍是机械连接,一架飞机上装有几十万甚至二、三百万个铆钉和螺栓。紧固件连接孔是飞机疲劳破坏的薄弱环节,因交变应力的作用,源于孔的疲劳裂纹极易扩展到受力结构件上而引发灾难性的事故[2-4]。服役飞机中发现的疲劳裂纹60%以上都出现在紧固件孔处。因此,必须采取长寿命连接工艺措施,避免紧固孔处初始裂纹的出现和延缓裂纹扩展的速度,这对提高飞机寿命显得尤为重要[5]。
根据技术特点,长寿命连接技术可分为孔强化技术、干涉连接技术和防腐蚀和抗氧化技术。孔强化技术通过开缝衬套或无缝衬套使结构孔壁产生残余压应力,可延迟裂纹的扩展,从而提高接头的疲劳寿命。干涉连接技术通过紧固系统与被连接孔产生过盈配合,使孔壁产生残余压应力。复合材料干涉配合,使孔壁产生毛刷状分层,孔壁产生软化,大幅度降低应力集中系数,从而提高结构的疲劳寿命。防腐蚀和抗氧化技术采用特种涂料和涂覆技术,将紧固件表面涂覆上一层涂层,使紧固件与结构连接时达到结构防腐蚀、连接时不被咬死、在高温场合抗氧化,从而使结构连接可靠,达到预期寿命。
近年来, 随着现代先进飞机对寿命的要求越来越高,大大促进了长寿命连接技术的研究和开发, 长寿命连接技术在广度和深度上都取得了前所未有的进展。
孔挤压强化技术
孔强化是对经过最终热处理构件上的孔进行孔周局部强化处理,产生弹塑性变形的工艺过程,是提高连接部位疲劳寿命的工艺方法[6]。冷挤压强化是孔强化的最有效方法,由于此方法操作简便、增寿效果好,在世界范围的飞机制造和维修业中广泛应用于容易滋生疲劳裂纹的结构孔中。图1给出了FTI 公司冷挤压系列产品典型应用部位,含下翼面、机翼挂架、机身或机翼的连接部位、环窗/门的周围、起落架挂架、引擎挂架和结构孔,如紧固件孔、铆钉孔、排水孔。
通常所说的冷挤压强化指孔壁冷挤压强化,于20世纪60年代提出,用来作为延缓疲劳失效孔裂纹扩展的一种方法,其基本原理是使孔周产生有益的残余压缩应力。经冷挤压强化后孔壁应力分布如图2所示[7],强行挤压的孔壁沿径向扩张,使材料塑性屈服形成了残余应力,塑性变形的同时,孔周也存在着回弹。从图2看出孔冷挤压强化产生残余径向应力和周向应力,压缩应力从孔边沿径向扩大到一个直径的环形区域,逐渐达到峰值,大致等于材料的压缩屈服强度。拉伸应力峰值为材料拉伸屈服强度的10%~15%,拉伸应力区存在于压缩应力区之外。压缩应力远大于拉应力,这将可能把缺陷扩展为疲劳裂纹的拉应力有效地屏蔽掉,因而改进结构疲劳寿命。
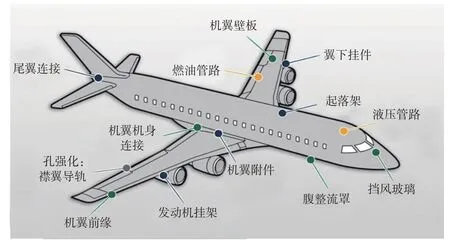
图1 FTI公司冷挤压产品典型应用部位Fig.1 Typical application site of FTI cold expansion products
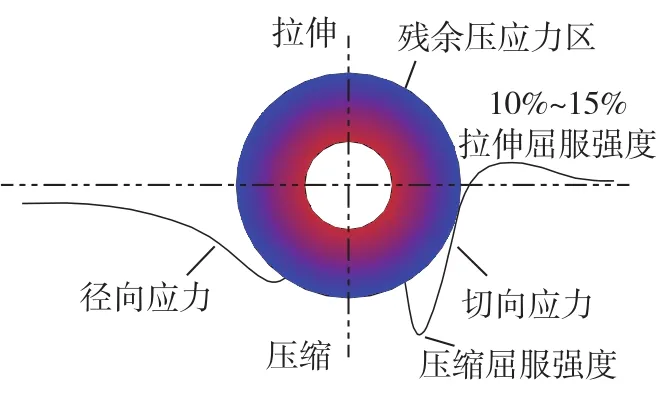
图2 冷挤压强化孔周残余应力分布Fig.2 Circumferential residual stress distributions around a cold expanded hole
冷挤压强化根据所用工具的不同,分为开缝衬套挤压和芯棒挤压两种。芯棒挤压是用拉枪或铆枪使芯棒通过孔,芯棒大端直接与孔壁接触。开缝衬套挤压如图3所示,通过使用锥形芯棒,配合内部预润滑的不锈钢衬套来实现强化工艺。芯棒拉过孔时,径向扩张,使孔周屈服,产生永久的残余压缩应力,从而改善金属结构的疲劳寿命。孔冷挤压强化完成后,衬套被废弃。
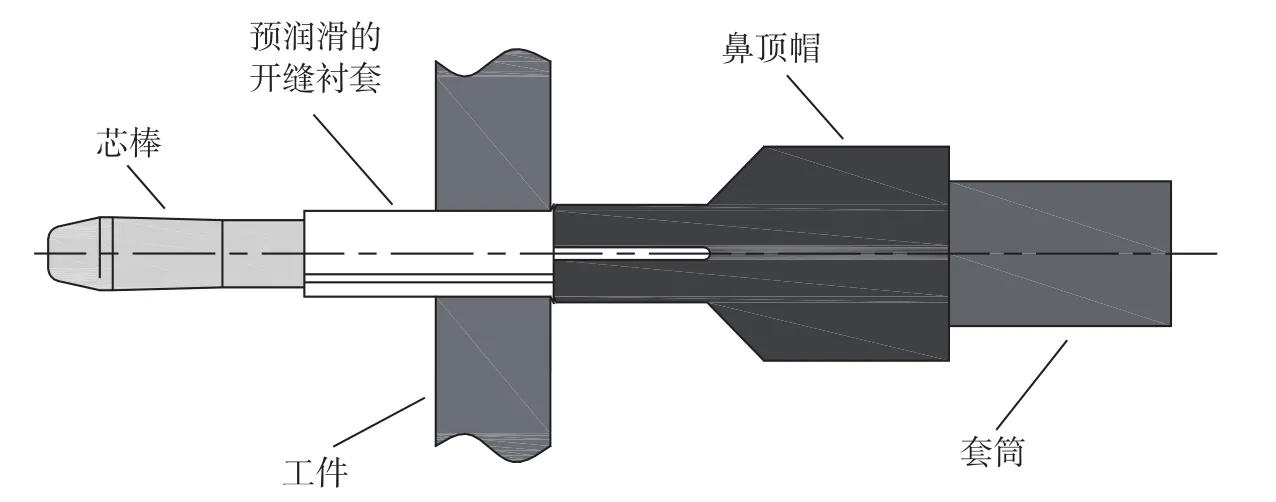
图3 开缝衬套冷挤压强化工艺Fig.3 Split sleeve cold expansion process
目前开缝衬套挤压可强化材料有铝合金、低碳钢、钛合金、高强钢等所有航空金属材料,可强化的直径范围3.1~25.4mm。通常挤压量的选择与材料特性、连接几何参数等诸多因素有关。挤压强化后有因衬套开缝而产生的微小凸台,强化后需进行铰孔。典型的飞行器结构中,铝合金的挤压量至少为3%,钛合金和高强度钢的挤压量为至少4.5%时,才能达到最佳的疲劳性能。
如图4所示[8],在典型的飞机结构上,孔强化所带来的疲劳寿命改进通常3~10倍,可以有效阻止孔周围细小裂纹扩展,相比于重新设计结构而言,是一种有效的省钱方式。无需增加重量或改变结构刚度,简单、易用的单侧操作,适用于结构操作空间受限的区域,如机翼下翼面在起飞前以及降落后,承受强烈的压应力。孔中长期存在拉伸应力,是疲劳易发生部位。以空客A320为例,此部位所有连接孔采用FTI公司的冷挤压工艺后,单个机翼在满足疲劳寿命的前提下减重近500kg。
开缝衬套冷挤压强化技术自1969年开始投入使用以来,已得到全球范围内的军、民机制造商和运营商以及军队的广泛认证和应用。在过去的40多年里,由于飞机不断改进经济性,并不断引进新材料,FTI公司不断进行工艺试验和疲劳试验以满足不同的应用和新材料的需求。FTI平均每年会发表11篇与冷挤压相关的论文,因其对产业的持续贡献而得到认可,始终在这一技术领域保持世界领先地位。
随着飞机减重、长寿命、可靠性的需求增长,FTI公司在开缝衬套冷挤压强化技术基础上,结合干涉配合连接技术,开发了如图5所示的 ForceTec®、ForceMate®、GromEx®、FleXmate®等多种衍生紧固系统。在对紧固系统内壁冷挤压的同时,紧固系统与结构发生干涉,充分发挥了孔挤压和干涉配合连接技术相结合提高飞机寿命的良好效果,具有装配速度快、抗雷击、导电性好的优点,同时,接头强度得到改进,大大提高结构的疲劳性能和简化结构密封。
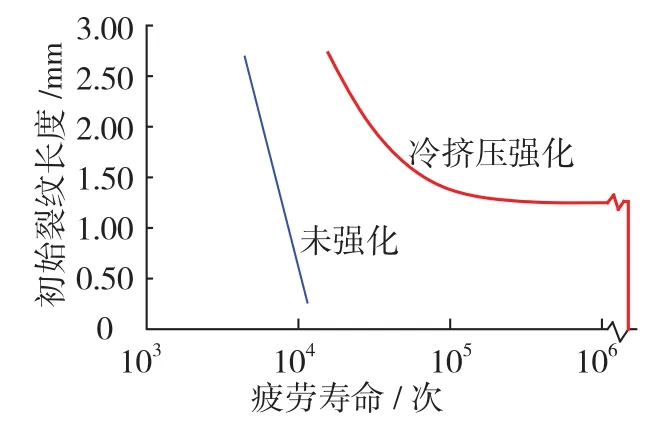
图4 孔强化对 7075-T6 铝合金裂纹的抑制作用Fig.4 Effect of cold expansion on stopping crack growth at 7075-T6 aluminum

图5 FTI孔冷挤压强化紧固系统Fig.5 Fastening system of FTI cold expansion

图6 ForceTec®无耳托板螺母紧固系统Fig.6 ForceTec® fastening system
1 ForceTec® 无耳托板螺母
ForceTec®无耳托板螺母如图6(a)所示,由底座和螺母两组件构成。其关键零件是用于固定螺母的底座,底座采用不锈钢或钛合金材料,结构包括敞开式、封闭圆顶、高浮动以及面板结构。底座内孔有干膜润滑层,使用标准FTI 拉枪、与复合材料特性相匹配的芯棒、鼻顶帽,安装时,芯棒挤压底座内孔壁,孔壁与结构实现干涉贴合。ForceTec®无耳托板螺母主要用来替代传统的铆接、开槽或粘接式托板螺母,大量文件证明ForceTec®无耳托板螺母能够降低循环拉伸载荷对金属结构耐久性的影响。
从图7 的ForceTec®无耳托板螺母与普通螺母安装后的疲劳寿命对比可以看出,安装ForceTec®无耳托板螺母冷挤压孔的部件疲劳寿命是普通螺母安装后的部件疲劳寿命的3~10倍,而且去除了旧工艺的铆钉孔以及由此带来的附加应力。同时,不再需要安装铆钉,大大降低了结构的重量。通过冷挤压强化安装ForceTec®无耳托板螺母底座,为孔周围的材料引入了有益的残余压应力。与铆接形式相比,ForceTec®提供优良的疲劳性能,能够降低裂纹扩展速率或抑制细小裂纹的生长,从而提高部件的损伤容限。
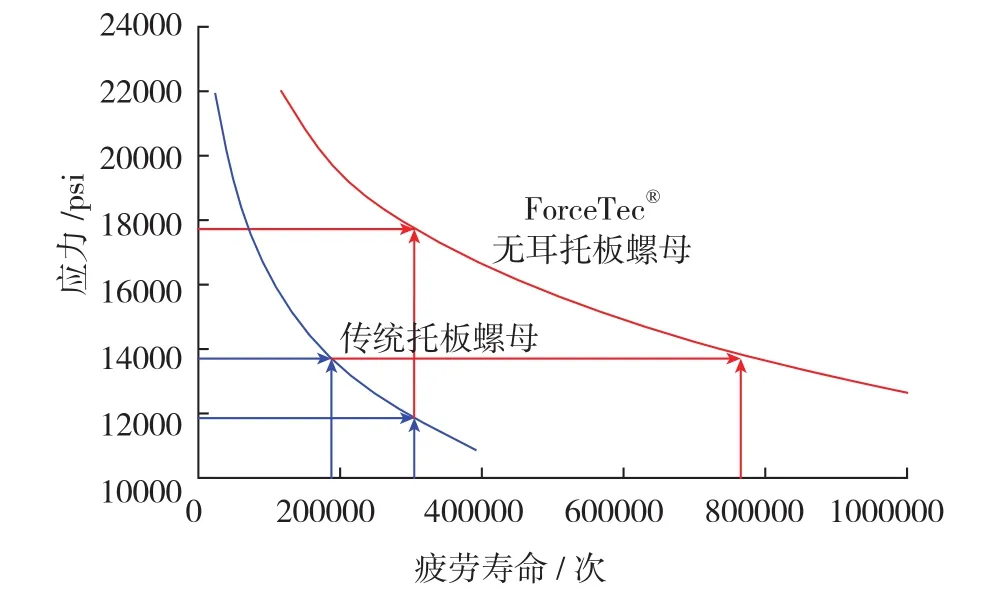
图7 ForceTec®无耳托板螺母冷挤压强化部件与普通托板螺母安装部件疲劳寿命对比Fig.7 Fatigue life comparison between ForceTec® and ordinary plate nut
ForceTec®与结构孔之间的初始状态为间隙配合,冷挤压强化后,ForceTec®表面的防腐涂层不受损,且能均匀分布在孔表面,并保持最佳完整状态,从而提供优良的抗腐蚀能力。
ForceTec®系统的另一大特征是安装速度快、安装质量始终如一,通常ForceTec®底座安装时间是铆接的1/4或1/2。另外,小孔不好钻,特别是材料厚的部位或在钛合金材料上,消除了这些铆钉孔数就减少了疲劳裂纹源。ForceTec®无耳托板螺母简单的安装工艺以及改善疲劳寿命的优势,使其成为节约成本的最佳之选,明显地降低了飞机的人力和维护成本。因其出色的特性,ForceTec®是美国国防部指定的唯一可用于武器挂架的无需铆接的托板螺母系统。
2 ForceMate®衬套
ForceMate®衬套安装工艺,通过拉拔一个过盈芯棒穿过孔中预置的一个间隙配合且带内壁润滑的衬套实现衬套安装,单面操作。标准ForceMate®系统主要用于安装NAS标准压入式直通、翻边衬套、标准公制衬套,如图8所示,可实现铝合金、钛合金或高强度钢多层叠材衬套安装、多层叠材不同壁厚衬套安装以及多层叠材所有衬套同时安装。
如图9所示,可以看出与传统采用液氮冷缩配合衬套、强力压合衬套相比,ForceMate®冷挤压衬套拥有明显的优势:(1)高度一致性地高干涉配合,同时对孔做冷挤压,优化抗疲劳性能;(2)增加疲劳寿命(15~20倍);(3)提高损伤容限;(4)大幅延长裂纹生长周期(20 倍);(5)消除微振疲劳;(6)提高抗腐蚀性;(7)延长检查周期,减少生命周期成本。使用先进ForceMate®安装工艺后,无需再担心低温液体的危险性、漫长的等待,衬套与安装孔之间不再需要精密公差配合计算,更不用担心安装后的衬套在安装过程中发生刮擦而产生无法检测的损伤,同时不用担心由于衬套与结构孔间隙而导致的腐蚀。ForceMate®冷挤压衬套安装系统还可应用于金属/复合材料混合结构,采用与不同材料相匹配的冷挤压量同时在金属与复合材料上安装衬套,大大减少了生产周期与人力成本。
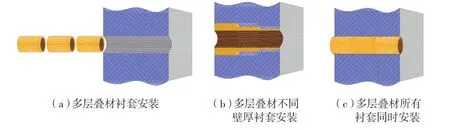
图8 ForceMate® 衬套紧固系统安装Fig.8 Installation of ForceMate® bushing
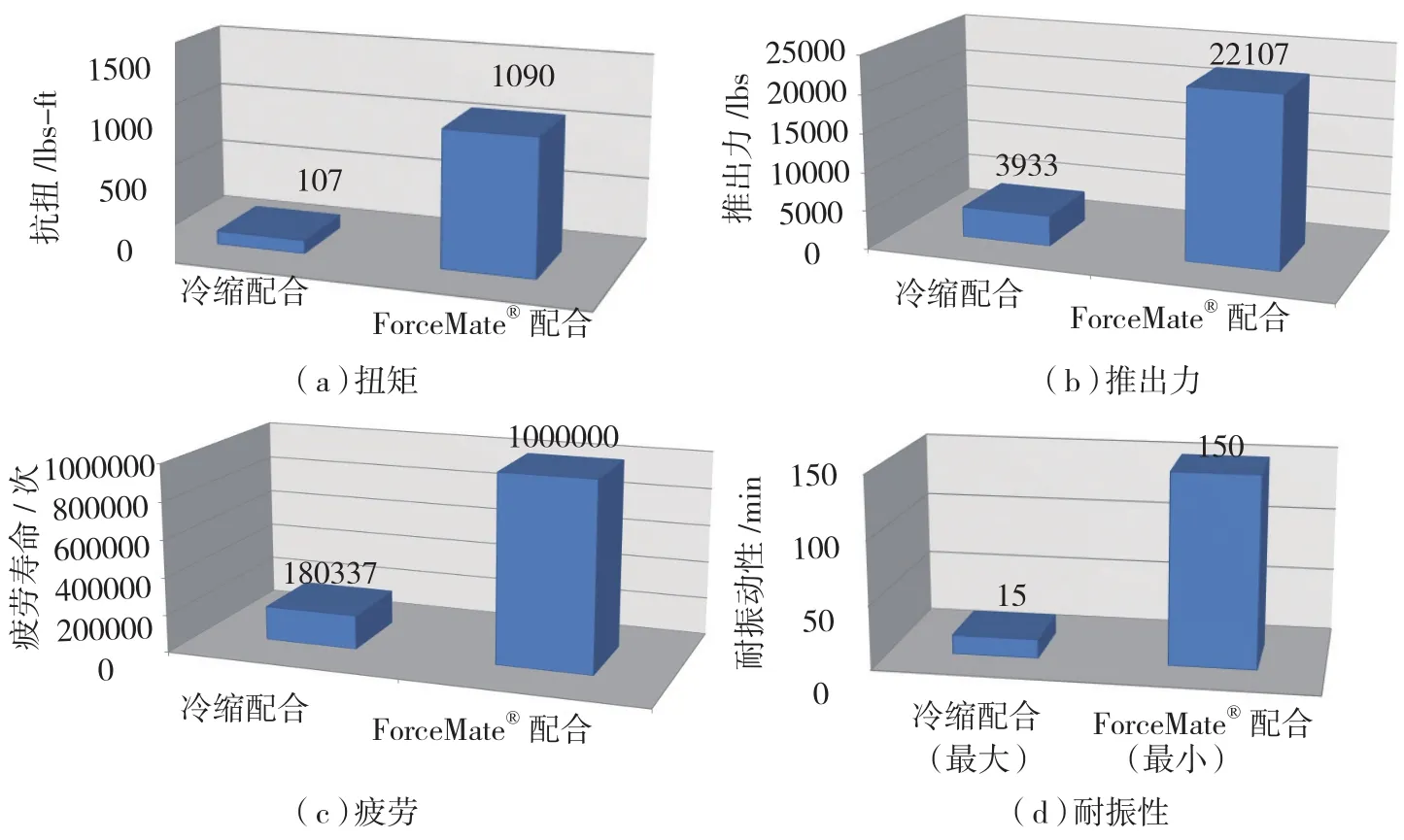
图9 ForceMate® 紧固系统与冷缩衬套性能对比Fig.9 Performance comparison of ForceMate® and shrink fit
3 GromEx®系统
FTI 公司的GromEx®系统使用一个干涉配合的金属薄衬套对紧固件孔壁进行强化,其工艺基于FTI 成熟的冷挤压技术,针对复合材料而设计,径向挤压量经过精细调整,确保适当的干涉性能,同时防止对复合材料产生局部损害。
GromEx®提高了紧固件与复合材料之间的导电性,具有优异的抗雷击性能,无需密封剂和粘贴剂。碳纤维/环氧乙烯面板带粘接衬层采用10kA雷击破坏试验,最大可承受102kA,而完全相同的材料采用GromEx®衬套冷挤压安装,雷击规模10倍于100kA,材料受损明显小于粘接衬层的试验组,说明GromEx®与粘接内衬相比降低了雷击对复合板的损伤[7]。
GromEx®系统独特的特点是允许重复干涉配合紧固件安装和拆除,不需要任何额外的机加工,也不需要对孔进行返修。重新安装后无需移出GromEx®,紧固件仍能保持稳定安装和拆除力。同样,GromEx®的内径保持在紧固件设计要求的干涉范围尺寸之内。
对安装到GromEx®的紧固件和安装到裸孔内的紧固件性能进行了机械测试性能对比,使用单剪切样品,按照ASTM D5961标准进行动态测试,如图10所示[9],测试结果显示与裸孔相比,使用GromEx®不会对结构产生损害,反而会提高产品生命周期。
4 FleXmate® 管路适配系统
FleXmate®管路适配系统采用FTI的冷挤压工艺,成功应用于世界各种最先进飞机的燃料系统、惰性气体系统、发动机控制系统、电气系统以及排水系统,包含了工业标准的端头配件,可以设计成任意几何形状以满足应用需求。通过减少或者消除诸如衬垫、法兰、扣件和密封剂等达到有效减轻重量的目的。FleXmate®适配器是从其初始的间隙配合放射状膨胀后锁定到结构中达到均匀的干涉配合,通常安装还会在适配器周围引入一个有利的残余应力区域。如图11所示[7],与传统的适配器不同,采用冷挤压技术的FleXmate®适配器不需要紧固件就能够抵抗滑移,不需要密封剂就可以密封贯穿部位。通过减少FleXmate®适配器的法兰外壳,并且尽可能减少贯穿部位周围的结构衬垫,减少连接件的孔数从而降低附加重量,与此同时降低与之相关的应力梯级。FleXmate®配件的干涉配合为金属与复合材料叠层结构提供强度收益,使得减轻重量成为可能。FleXmate®配件为贯穿机体结构提供了更紧密、更经济的工艺方法,它的零件具有更小的径向外壳,更轻,与采用紧固件的传统配件相比对机体结构的穿透更少。
FleXmate®系统另外一个重要的特性是适配器的安装速度和恒定的安装质量。多数情况下,适配器安装到一个单孔内,消除了老工艺由于附有小铆钉孔或紧固件孔所带来的相关问题,包括更加集中的应力,解决了短边距结构所带来的安装不便,增强了裂纹萌生点的疲劳强度。与传统的间隙配合产品相比,所安装的FTI 零件与安装材料之间产生高干涉配合,从而拥有超强的抗疲劳性能。
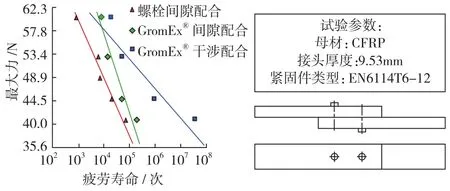
图10 GromEx® 干涉连接与间隙连接疲劳寿命对比Fig.10 Comparison of GromEx and bolt clearance fit fatigue life
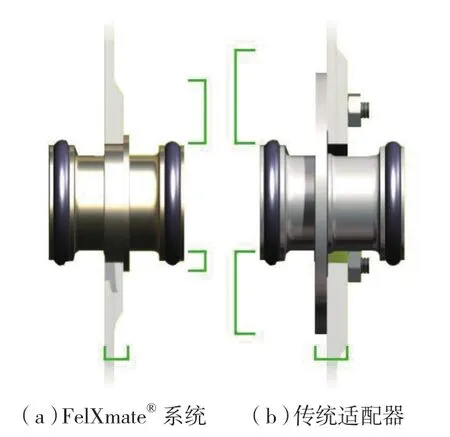
图11 FleXmate®系统与传统适配器比较Fig.11 Comparison of FlexMate® fitting installation and traditional fitting
(干涉)连接技术
为了满足飞机在结构高寿命、高可靠性、减重、密封等方面的要求,美国、俄罗斯、法国等航空发达国家,自20世纪80年代起,针对复合材料结构,开发了带衬套的干涉连接紧固系统,如干涉单面螺纹抽钉和干涉环槽钉等[10]。近年来,紧固件的选用趋向于结构简单、减重、可靠、实现多种功能用途。
具有代表性的是Alcoa公司开发的Ergo-Tech紧固系统[11],此紧固系统由钉体和衬套两个零件组成(图12)。相比于过去的5组件抽钉,Ergo-Tech系统结构更简单、可靠、减重。适合单面安装结构,不需要第2个人操作,安装工具界面允许转移安装力以避免拉脱。另外,安装过程不会将振动传到操作者的手上,这样安装人机界面友好,这些平稳的安装特性使此紧固件适合于机器人自动安装。Ergo-Tech系统已形成货架商品,广泛用于单面连接结构自动化安装。

图12 Ergo-Tech紧固系统Fig.12 Ergo-Tech system
另一个具有代表性的是Lisi公司开发的(Sleeve Taper HI-LITETM System, STL)[12],带衬套的干涉锥形螺栓紧固系统的衬套内壁为锥形,从头到杆尾端壁厚逐渐加大。与多组件的干涉单面螺纹抽钉和干涉环槽钉相比,可靠性更高。与不带衬套的锥形螺栓相比较,不需要制锥形孔,安装工具、工艺简单。同时,安装过程中钉杆使得衬套径向膨胀与孔壁贴合,干涉更均匀,提高接头的电流散逸,实现高传导、抗雷击。STL紧固系统由于其优良的性能,已广泛应用于A350翼盒、中机身。
防腐蚀和抗氧化技术
飞机为了减重,大量采用钛合金紧固件。钛合金紧固件与铝合金结构连接产生较大的电位差,连接部位易产生电位腐蚀而使接头失效。因此,国外于20世纪70年代开发了铝涂层,如Hi-Shear公司的Hi-Kote1、Hi-Kote4铝涂层,用于合金钢、钛合金紧固件,解决电偶腐蚀问题,在先进飞机上得到广泛应用。随后其他公司开发了Kal-Gard 2242、Kal-Gard 2245和Incotec-8G、Incotec-9等铝涂层,制定了相关公司标准,如波音公司的BMS10-85、Hi-Shear公司的HS294和HS397,并形成了紧固件用铝涂层的航空航天标准NAS4006,对涂层的厚度、粘结力、耐热、脆性、耐液压油、防腐、润滑等性能进行了规定,对整个紧固件铝涂层的发展起到了规范作用。
1 无铬环保铝涂层
抗偶腐蚀涂层采用的钝化剂多为铬酸盐,6价铬对人体及环境极为有害,不仅在涂层涂覆过程中会产生污染,而且产品在使用及废弃时会对环境造成二次污染。近年来为满足环保要求,限制了对6价铬的使用,铝涂层逐步向绿色无害发展。20世纪初,Hi-Shear公司在Hi-Kote1、Hi-Kote4铝涂层的基础上,开发了Hi-Kote1 NC和Hi-Kote4 NC无铬铝涂层,已在新一代的STR钛合金自锁螺母[12]和HSTR钛合金高锁螺栓等新型紧固件上广泛应用[13]。
2 高温润滑涂层
航空发动机紧固件在高温(≥650℃)状态下的表面性质和常温状态下有明显的区别,特别是在缺少油气润滑的情况下,由于存在装配预紧力,紧固件的螺纹表面、紧固件与装配结构之间的接触表面,往往受到磨损、咬死和微动磨损。当环境温度越高时,磨损、咬死和微动磨损的危害就更明显,此时传统的油气润滑已经失效,磨损将导致强度下降,咬死则给拆卸维修带来许多困难,紧固件要求使用15次,产生这种情况则使紧固件不可拆卸,增大维修成本。虽然采用镀银可以解决润滑和抗咬合问题,但镀银层最高使用温度为650℃,而发动机需要使用800℃以上的标准件和耐高温涂层。如图13所示,SPS公司针对150ksi的Waspaloy高温合金十二角头螺栓,开发了Tiolube K14-T9B无机干膜润滑涂层,用于避免螺纹紧固件的磨损和咬合,使用温度可达870℃,用于代替Inconel和Waspaloy紧固件上的银镀层。高温润滑涂层的应用可以提高发动机紧固件的可拆卸性能,提高紧固件的使用寿命,降低发动机的维修成本。

图13 高温涂层紧固件Fig.13 Fasteners with high temperature coating
结束语
国外为满足不同技术领域的使用要求,长寿命机械连接技术飞速发展,新零件、新工艺不断得到开发。多种孔强化衍生紧固件,新型紧凑型、高可靠、适应自动化安装的先进紧固件,以及满足环保要求、防腐、润滑涂层被广泛地应用到民用及军用工业中的各个领域。
国内近年来在长寿命连接技术方面也有了较大发展,研制出了公英制系列规格开缝衬套,进行了特定材料的孔强化技术研究,开发了复合材料结构用带衬套的干涉钛环槽钉干涉紧固系统和干涉单面螺纹抽钉紧固系统,接头疲劳试验获得提高1倍的疲劳寿命增益,在某些型号的集成验证盒段上均得到应用。但自身成熟度还不高,与国外先进国家比,研究不够系统,尚不能满足设计在各种连接场合选择需要。急需针对不同特定部位开展新型先进紧固件工作机理深入研究,如先进新型紧固件(涂层)制造技术研究和安装技术研究、强化技术研究以及使用效果分析评估,努力为长寿命机械连接技术的进一步工程化应用奠定技术基础。
[1]任旭东, 姜大伟, 张永康,等.7050-T7451 铝合金试件的疲劳安全寿命估算[J]. 航空动力学报, 2011, 26(1):185-190.REN Xudong, JIANG Dawei, ZHANG Yongkang, et al. Estimation of fatigue safe lives of 7050-T7451 aluminum alloy samples[J].Journal of Aerospace Power, 2011,26(1): 185-190.
[2]袁红璇. 飞机结构件连接孔制造技术[J]. 航空制造技术, 2007(1):96-99.YUAN Hongxuan. Manufacturing technology of connecting hole in aircraft structures[J].Aeronautical Manufacturing Technology, 2007(1):96-99.
[3]袁红璇. 现代高寿命飞机的连接技术 [J]. 航空工程与维修, 2002(3):46-47.YUAN Hongxuan. Connecting technology of the modern long life aircraft[J]. Aeronautical Manufacturing Technology, 2002(3):46-47.
[4]卜泳,许国康,肖庆东.飞机结构件的自动化精密制孔技术[J]. 航空制造技术,2009(24): 61-64.BU Yong, XU Guokang, XIAO Qingdong.Automatic precision drilling technology of aircraft structural part[J]. Aeronautical Manufacturing Technology, 2009(24):61-64.
[5]姚任远,蔡青. 飞机装配技术[M].北京:国防工业出版,1993:57-59.YAO Renyuan, CAI Qing. Aircraft assembly technology[M]. Beijing: National Defence Industry Press, 1993: 57-59.
[6]张全纯,汪裕炳,瞿履和. 先进飞机机械连接技术[M].北京: 兵器工业出版社,2000(8): 9-30.ZHANG Quanchun, WANG Yubing,QU Lühe. Advanced aircraft mechanical joint technology[M]. Beijing: Arms Industry Press,2000(8): 9-30.
[7]FTI. GromEx Brochure[EB/OL].(2009-06-01) [2016-10-01]. http://www.fatiguetech.com/products-gromex.asp.
[8]REID L. Sustaining an aging aircraft fleet with practical life enhancement methods[C]//Meeting on “Life Management Techniques for Ageing Air Vehicle. Manchester. United Kingdom, RTO-MP-079(II), 2001. (SM) 32-1-12.
[9]REID L, RANSOM J, WEHRMEISTER M. Grommet hole reinforcement and lightning strike protection in composite structural assembly[J]. SAE International Journal of Aerospace, 2011,4(2):988-997.
[10]刘风雷. 用于复合材料的多功能系统[J]. 航空制造技术, 2007(3):98-101.LIU Fenglei. Multifunctional fastening system for composite interference structures[J].Aeronautical Manufacturing Technology,2007(3):98-101.
[11]赵庆云, 刘风雷, 刘华东. 世界先进航空紧固件进展[J]. 航空制造技术,2009(3):54-56.ZHAO Qingyun, LIU Fenglei, LIU Huadong.Development of advanced aerospace fastener[J].Aeronautical Manufacturing Technology, 2009(3):54-56.
[12]Lisi Aerospace. Sleeve Taper-HI-LITE [EB/OL]. (2007-02-01) [2016-10-01]. http://www.lisi-aerospace.com/products/fasteners/sleeved-pin/sleeve-taper-hi-lite/Pages/default.aspx.
[13]Lisi Aerospace. STARLITE titanium nuts[EB/OL]. (2007-02-01) [2016-10-1]. http://www.lisi-aerospace.com/products/fasteners/internally-threaded/plain-nut/Pages/starlite-nut.aspx.
猜你喜欢
煤炭工程(2022年11期)2022-11-24
机械工业标准化与质量(2022年7期)2022-08-12
汽车零部件(2021年7期)2021-07-29
上海建材(2020年3期)2020-09-25
发明与创新·中学生(2020年1期)2020-08-03
发明与创新(2020年2期)2020-01-06
装备制造技术(2019年12期)2019-12-25
探索科学(学术版)(2019年11期)2019-06-16
汽车实用技术(2018年20期)2018-10-26
民用飞机设计与研究(2018年1期)2018-05-04