
A100钢外螺纹椭圆超声滚压强化试验研究
2016-05-29 11:35张德远程明龙李瑞峰张文光陈雪梅
航空制造技术 2016年3期
孙 鑫, 张德远, 程明龙 , 李瑞峰, 张文光 , 陈雪梅
(1.北京航空航天大学机械工程及自动化学院,北京 100191;2.中航工业成都飞机工业(集团)有限责任公司液压件厂,成都 610092;3.中航工业成都飞机工业(集团)有限责任公司制造工程部,成都 610092)
A100钢具有超高强度、高断裂韧度和很好的塑性和抗应力腐蚀开裂等优良性能,在国内外得到广泛关注并倍受设计师的青睐,已在航空工业逐步用于制造飞机重要承力构件,如飞机起落架主承力螺纹构件等[1-2]。起落架外螺纹车削成形后,存在表面质量不高,且寿命较低等问题。对螺纹进行强化处理,可以提高螺纹的疲劳极限,延长疲劳寿命。
目前,工程上螺纹强化主要使用的工具为滚轮,在工件旋转状态下,给滚压工具一个合理的进给量或一定的挤压力对螺纹进行强化[3]。为了使效果明显,将滚轮的截面设计成与螺纹根部圆角和螺纹升角相同。国内外学者应用该方法进行了一些工艺试验研究,主要针对普通高强度钢(如30CrMnSiNi2A、300M钢等)进行螺纹滚压强化试验,结果表明滚压强化后疲劳强度极限有所提高[4-6]。
随着对超声加工技术不断深入研究,已有一些学者将超声振动引入到表面强化工艺,形成一种新的表面强化技术[7-10],即超声表面强化技术。在传统的表面强化工艺基础上,对刀具或者待加工件施加超声振动,可以实现超声技术和传统表面强化技术的优势互补,进一步提高了强化效果和效率。
本文将超声椭圆振动滚压技术应用到外螺纹强化工艺中,设计椭圆超声滚压强化装置,进行螺纹超声滚压强化前后残余压应力、表面硬度、表面粗糙度和疲劳寿命的对比试验。
1 滚压强化试验
1.1 试验材料
A100是一种新型高Co二次硬化超高强度钢,类似美国的AerMet100,以C、Cr和Mo作为强化元素, 具有高断裂韧性和高拉伸强度[11-12],属于典型难加工材料,主要用于代替300M等低合金超高强度钢制造飞机关键受力件,其化学成分如表1所示。
外螺纹疲劳试件如图1所示,其外径为44mm,长度为115mm,单边螺纹长度为31mm,螺纹壁厚3mm,螺纹规格为MJ44×1.5-4g6g(图1)。

表1 A100钢化学成分 %

图1 外螺纹试验件Fig.1 Test piece of external thread
1.2 试验方案
1.2.1 超声滚压装置
外螺纹超声滚压强化系统主要包括超声电源和滚压强化装置。其中,滚压强化装置包括超声换能器、滚压轮及其支撑紧固部分,具有柔性加载、自适应对刀等特殊功能。超声滚压强化试验在CA6140上进行。
1.2.2 滚压轮
滚压轮的材料选用高硬质合金,通过调节Co、Ti、W等成分比例,获得最佳抗弯强度和硬度匹配。滚轮圆弧半径为0.245mm,滚轮直径为25mm,型面角为54°。滚轮及强化原理如图2所示。
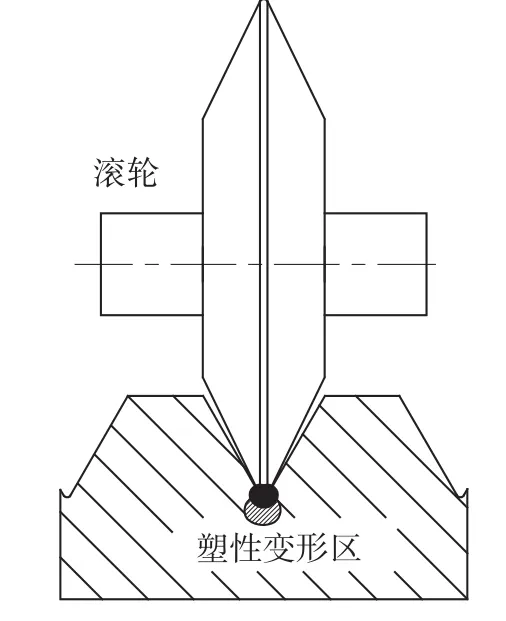
图2 滚压原理示意图Fig.2 Principle diagram of rolling
1.2.3 螺纹性能检测方法
残余应力检测由X-350A型X射线应力分析仪测定,测试条件为Cr靶材,测量方法为侧倾固定法,定峰方法采用半宽高法。
螺纹牙底硬度检测采用HVT-1000Z系列维氏硬度计,加载载荷为200g,载荷保持时间为12s。
粗糙度检测采用3D白光干涉表面形貌仪,重复精度绝对误差值为1nm,侧向精度为0.11~8.8μm。
疲劳寿命试验在MTS810.50试验机上进行,加载方式为轴向正弦波,试验频率为10Hz,应力比为0.1,最大载荷为646MPa。
2 试验结果与讨论
2.1 残余应力
表2所示给出了A100钢超声滚压与未滚压的螺纹牙底残余应力测试结果。可以看出:挤压前后螺纹牙底表层均呈压应力状态,滚压前牙底最大轴向应力均值为-302MPa。超声振动挤压后,牙底最大轴向应力均值为-523MPa,比相对挤压前提高73%。
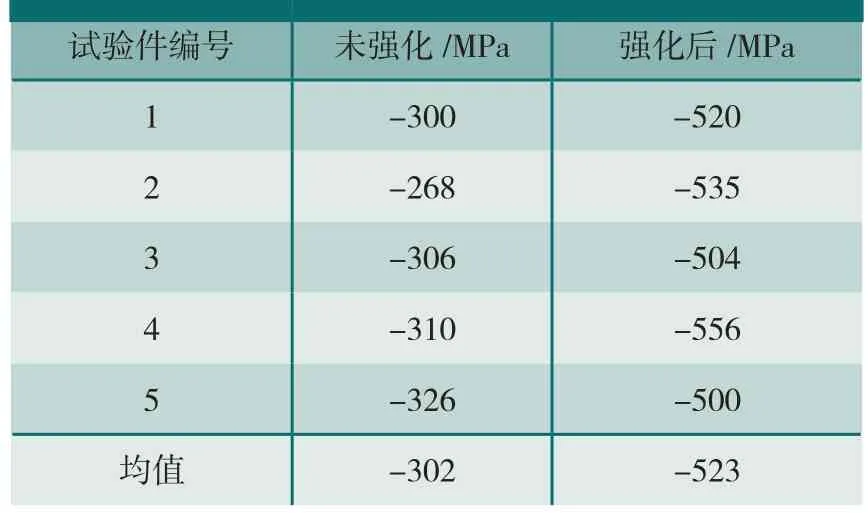
表2 试件轴向应力测量结果
在金属切削加工过程中,切除的金属从钝圆部分流出时,不仅受到刀具对已加工面的挤压作用,还受到工件内部对其抵抗作用,会沿着刀具切削刃方向以及沿着切削方向塑性流动,这时在已加工表面层会发生延展现象。以工件里层的弹性变形为主,并制约着表层的延展,从而使得工件表层形成残余压应力,里层形成残余拉应力[13]。因此,强化前A100钢牙底表层呈压应力。超声滚压后的螺纹件的牙底表面残余应力是由表层金属的塑性变形引起的,且滚压后为塑性压缩,所以螺纹牙底表层产生了较高的残余压应力。
2.2 硬度
超声滚压强化后,螺纹牙底表层金属在塑性变形过程中,会伴随着冷作硬化,使得表面硬度有所提高。从图3可以看出,距离牙底表面550μm为未强化区域,其显微硬度最大为HV580,超声滚压强化后最大达到HV652,与之相比提高了12.4%。
超声振动使滚轮有规律敲击螺纹牙底表面,可以使工件表面产生显著晶粒细化,加大了滑移面的制动作用,另外这种超声频率的敲击还会在滑移面上产生碎块组织,加大继续沿该面的滑移的阻力,这两点可以使表面硬化得到加强。
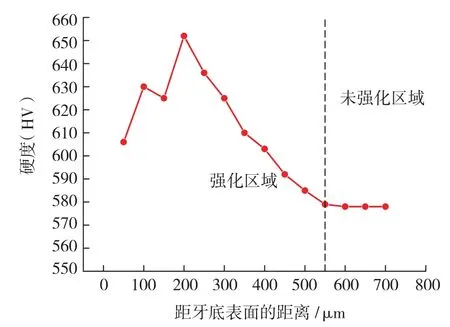
图3 强化后螺纹牙底硬度Fig.3 Root hardness of strengthened thread
2.3 粗糙度
超声滚压强化金属工件表面是一种脉冲式的连续压力光整加工。如图4所示,挤压前的螺纹牙底粗糙度均值为320nm,滚压强化后均值达到150nm,粗糙度值降低53%。结果表明,超声滚压强化后,螺纹牙底表面粗糙度等级有较大提高。
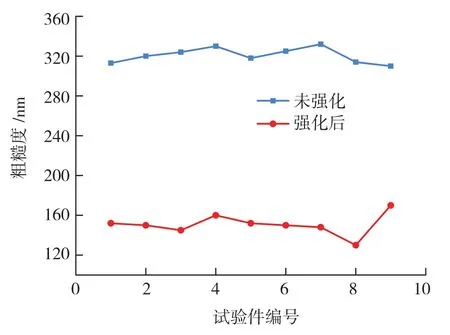
图4 滚压后牙底表面粗糙度Fig.4 Root surface roughness after rolling
在滚压强化过程中,工件表层金属的变形情况如图5所示。工件表面的A段是已经滚压强化过的表面;B段是滚轮与工件表面的接触区;C段为由工具头对金属层的挤压作用所形成的堆积凸起;D段为工件的待滚压强化表面。
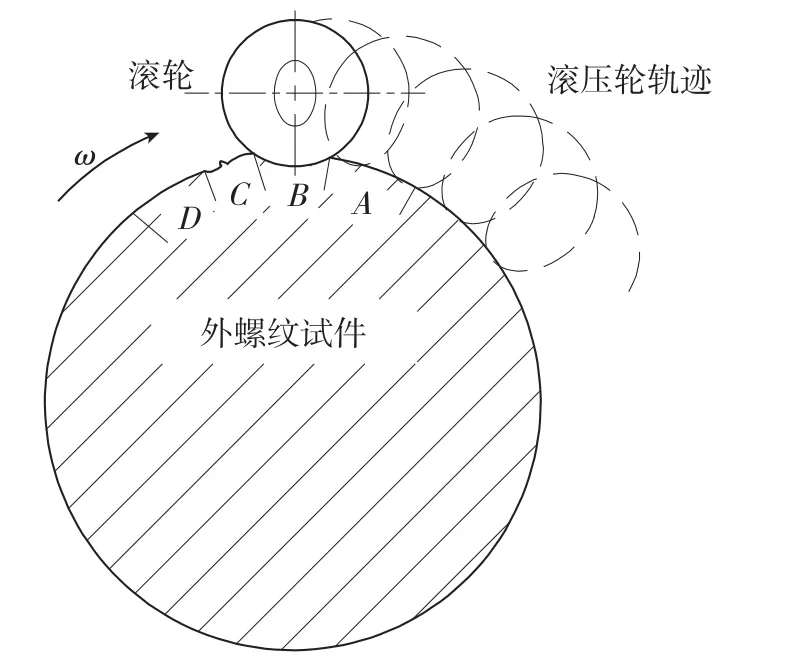
图5 挤压强化过程中螺纹牙底表层变形Fig.5 Surface deformation of thread in the process of extrusion strengthening
传统滚压强化工艺中,刀具始终与金属工件接触,对其表面进行连续滚压强化,或是工艺参数选择不很适当,连续滚压一段时间后区域C的金属层会堆积得越来越高,从而使得挤压状况发生了根本性变化。此时刀具除了滚压强化作用外,也会象带有负前角车刀一样,切削C段金属层,使工件表面质量严重下降,这就是挤压强化过程中的切刮现象[14]。加入超声振动后,滚压强化变成非连续加工,即滚轮与工件表面时而接触,时而分离,像小锤一样均匀有规律地敲打工件表面,使得滚轮与工件接触区前面的C段金属层不会堆积凸起过高,大大减少了振动挤压过程中产生切刮现象的可能性。
超声滚压强化利用金属冷塑性特性,对待加工工件表层金属施加一定的挤压力,使其产生塑性流动,将工件表面原有的微观波峰熨平,从而提高工件的表面质量[14]。超声滚压时,滚轮不是始终压在工件上,是非连续接触,摩擦力较小,因此不会出现挤压工具头与工件表面金属的粘接现象。图6所示的是超声振动滚压强化前后螺纹牙底的表面微观照片。
2.4 疲劳寿命
从图7可以看出,在同一应力(600MPa)水平下,超声滚压外螺纹的疲劳寿命比车削螺纹的疲劳寿命提高5倍。结果表明,对螺纹进行表面超声滚压可以显著改善螺纹的疲劳性能,提高疲劳寿命。
超声滚压强化后,螺纹牙底表面引入了较高的残余压应力, 研究表明,残余压应力对材料的疲劳极限和裂纹扩展有着重要影响[3,15-16]。根据裂纹闭合模型[17-18],工件在疲劳寿命试验前就存在残余压应力,可以增强裂纹闭合效应,从而降低裂纹扩展速率。另外滚压强化后螺纹表面变得平整,表面粗糙度降低,且裂纹源减少,有利于抑制疲劳裂纹从螺纹表面萌生或扩展,从而对疲劳性能也有一定作用[19-20]。
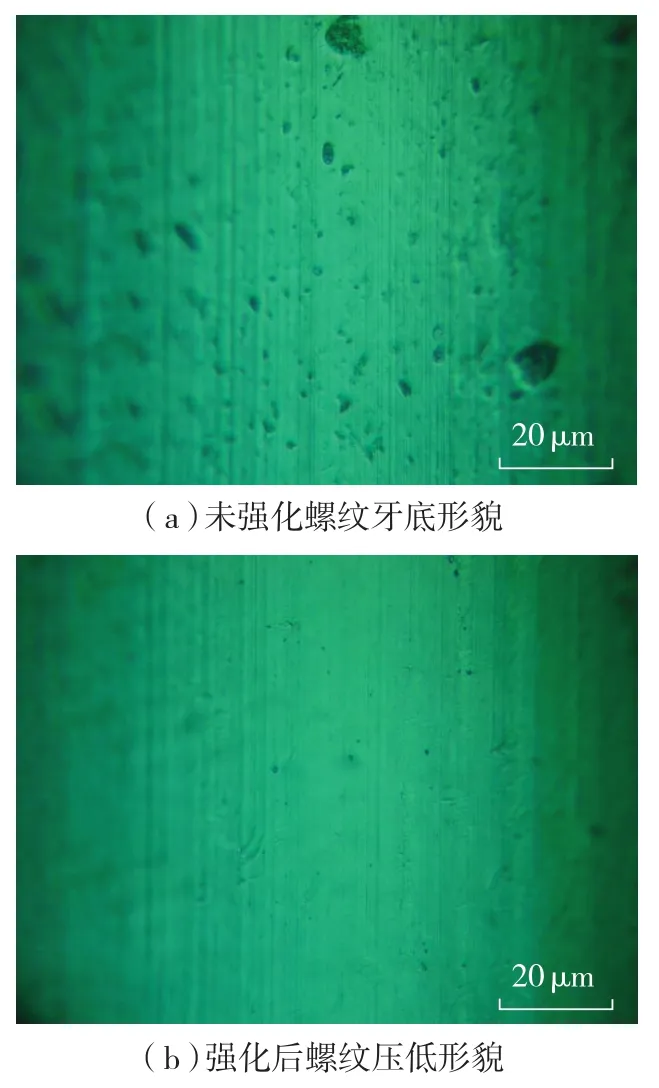
图6 螺纹牙底表面形貌Fig.6 Thread root surface topography
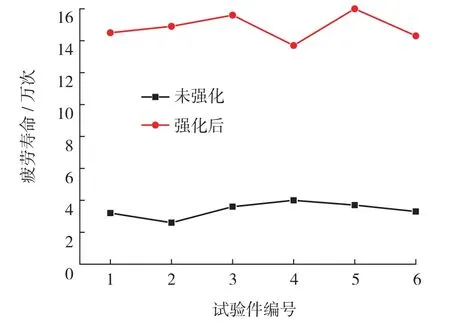
图7 试件的疲劳寿命Fig.7 Fatigue life of the specimens
3 结束语
超声滚压强化可以有效提高A100钢外螺纹综合性能,主要体现在:
(1)超声滚压强化后,牙底表面引入较大残余压应力,比未滚压前提高了70%。
(2)超声滚压强化后,距牙底表层500μm的区域内硬度均有所提高,且最大提高约12%。
(3)超声滚压强化后,螺纹牙底表面质量提高,粗糙度降低50%左右,裂纹源减少。
(4)超声滚压强化后,牙底表面裂纹源减少,粗糙度降低,且引入较大的残余压应力,使得最终疲劳寿命提高了5倍。
[1]沙小伟,黎向锋,左敦稳,等.飞机起落架内螺纹冷挤压成形过程研究[J].航空制造技术,2010(2):75-78.
SHA Xiaowei,LI Xiangfeng,ZUO Dunwen,et al.Study on process of cold extrusion forming internal thread of aircraft landing gear[J].Aeronautical Manufacturing Technology,2010(2):75-78.
[2]王强,陈雪梅,张文光,等.A-100钢开缝衬套孔挤压强化残余应力场[J].中国表面工程,2011,24(5):64-67.
WANG Qiang,CHEN Xuemei,ZHANG Wenguang,et al.Residual stress induced by cold expansion with sleeve process of A-100 steel [J].China Surface Engineering,2011,24(5):64-67.
[3]宋德玉,高文,赵振业,等.内螺纹滚压强化对超高强度钢疲劳性能的影响[J].航空学报,1995,16(5):619-622.
SONG Deyu,GAO Wen,ZHAO Zhenye,et al.Effect of female screw rolling stengthening on fatigue property of 300M superhigh strength steel[J].Acta Aeronautica et Astronautica Sinica,1995,16(5):619-622.
[4]СОСНОВСКИЙ Л А,ГУСЕВБ М,НОВИКОВ Г А,等.大型活塞式压缩机活塞杆螺纹强化的典型工艺 [J].压缩机技术,1974(3):33-35.
СОСНОВСКИЙ Л А,ГУСЕВ Б М,НОВИКОВ Г А,et al.Typical strengthening process of piston rod thread on large piston compressor [J].Compressor Technology,1974(3):33-35.
[5]金铮,张秀林.螺纹滚压强化前后疲劳断口的分析[J].电子显微学报,1996,15(6):555.
JIN Zheng,ZHANG Xiulin.Analysis of serew rolling strengthening on fatigue[J].Journal of Chinese Electron Microscopy Society,1996,15(6):555.
[6]张秀林,金铮.螺纹滚压强化疲劳断口的分析[J].北京科技大学学报,1997,19(4):374-377.
ZHANG Xiulin,JIN Zheng.Analysis of screw rolling strengthening on fatigue[J].Journal of University of Scienee and Technology Beijing,1997,19(4):374-377.
[7]林仲茂.20世纪功率超声在国内外的发展[J].声学技术,2000,19(2):101-105.
LIN Zhongmao.Development of high power ultrasonics in China and abroad during 20 century[J].Technical Acoustics,2009,19(2):101-105.
[8]MASON W P.Method of obtaining high velocity: 2514080[P].1950-07-04.
[9]EISNER E.Design of sonic amplitude transformers for high magnification[J].Acoustical Society of America,1963,35(9):1367-1377.
[10]郑建新,罗傲梅,刘传绍.超声表面强化技术的研究进展[J].制造技术与机床,2012(10):32-36.
ZHENG Jianxin,LUO Aomei,LIU Chuanshao.Development of ultrasonic surface enhancement technique[J].Manufacturing Technology &Machine Tool,2012(10):32-36.
[11]钟平.A100 超高强度钢的组织与性能[C]//2001 中国钢铁年会论文集.北京:冶金工业出版社,2001.
ZHONG Ping.Microstructure and mechanical properties in A-100 ultrahigh strength steel[C]//CSM 2001 Annual Meeting.Beijing:Metallurgical Industry Press,2001.
[12]HEMPHILL R M,WERT D E.High strength,high fracture toughness structural alloy:5087415[P].1992-02-11.
[13]刘文文.机械加工表面残余应力的有限元模拟与实验研究[D].南京:南京航空航天大学,2012.
LIU Wenwen.Finite element simulation and experiment of residual stress in machined surface[D].Nanjing:Nanjing University of Aeronautics and Astronautics,2012.
[14]王义,鲍绍箕.超声振动挤压强化工艺研究—强化方法及其工艺效果[J].电加工与模具,1991(3):13-17.
WANG Yi,BAO Shaoqi.Study of ultrasonic vibration extrusion strength-strengthening method and its result[J].Electromachining &Mould,1991(3):13-17.
[15]康增桥,盖秀颖,李家宝,等.残余应力和表面形态对 60Mn疲劳性能的影响[J].金属学报,1992,28(6):40-46.
KANG Zengqiao,GAI Xiuying,LI Jiabao,et al.Influence of residual stress and surface morphology on fatigue properties of 60Mn steel[J].Acta Metall Sin,1992,28(6):40-46.
[16]何家文,胡奈赛,张定铨.残余应力集中及其对疲劳极限和短裂纹扩展的影响[J].金属学报,1992,28(9):A404-A408.
HE Jiawen,HU Naisai,ZHANG Dingquan.Residual stress concentration and its effects on fatigue limit and short crack growth [J].Acta Metall Sin,1992,28(9):A404-A408.
[17]NEWMAN J J C.A crack-closure model for predicting fatigue crack growth under aircraft spectrum loading[J].ASTM STP,1981,748:53-84.
[18]NEWMAN J J C.Prediction of fatigue crack growth under variable-amplitude and spectrum loading using a closure model[J].ASTM STP,1982,761:255-277.
[19]FUCHS H O.Optimum peening intensities (retroactive coverage)[J].Shot Peening:Science,Technology,1987,3:639-646.
[20]徐九华,王珉,金问林,等.300M 钢制内螺纹冷挤压研究[J].航空学报,1993,14(10):557-559.
XU Jiuhua,WANG Min,JIN Wenlin,et al.Study on cold form tapping of internal threads of superhigh strength steels [J].Acta Aeronautica et Astronautica Sinica,1993,14(10):557-559.
猜你喜欢
港口装卸(2022年3期)2022-07-06
海洋石油(2021年3期)2021-11-05
河北环境工程学院学报(2021年1期)2021-03-19
冰雪运动(2019年2期)2019-09-02
哈尔滨理工大学学报(2019年2期)2019-06-03
哈尔滨理工大学学报(2019年1期)2019-04-20
山东工业技术(2018年10期)2018-06-26
阅读(中年级)(2016年11期)2017-01-23
现代制造技术与装备(2015年4期)2015-12-23
中国新技术新产品(2015年19期)2015-09-02
