
直浸铜渣制备硫酸铜除铁工艺研究
2016-05-18 03:00:14柳承辉戴慧敏王文军魏文武
湖南有色金属 2016年3期
柳承辉,戴慧敏,王文军,魏文武,周 萍,王 策
(株洲冶炼集团股份有限公司,湖南株洲 412004)
·冶 金·
直浸铜渣制备硫酸铜除铁工艺研究
柳承辉,戴慧敏,王文军,魏文武,周 萍,王 策
(株洲冶炼集团股份有限公司,湖南株洲 412004)
文章采用直浸铜渣制备工业级五水硫酸铜,研究和比较了石灰乳、磷酸钠和碱式碳酸铜三种沉淀剂除铁工艺。试验结果表明:石灰乳调节溶液pH 4.0,在80℃下反应3 h,除铁率最高,达到99%,但是铜损耗率大;当Na3PO4溶液加入量为12 mL/L,常温反应3 h下,除铁率为96%左右;当加入碱式碳酸铜调节pH为3.5时,铁去除率为98%,铜损耗最低为3%。采用碱式碳酸铜法除铁工艺后,蒸发结晶制备的五水硫酸铜产品经分析含CuSO4·5H2O 98.83%,Fe含量在0.001%以下,产品质量达到工业级国家标准。
直浸铜渣;五水硫酸铜;除铁;工艺
在湿法炼锌过程中,硫酸锌溶液净化除铜镉时产出的渣通常称为铜镉渣。将铜镉渣经硫酸浸出脱除锌、镉后的富铜渣称为铜渣[1]。目前主要采用火法处理,某厂采用铜渣为锌系统脱氯开路,因为氯为锌冶炼系统中的有害元素,系统中的氯含量增加将导致锌阴极消耗迅速上升,使得电解成本升高,必须将其脱除。脱氯后的铜渣经过水洗及碱洗后压滤作为铜鼓风炉原料。但该厂铜鼓风炉处理能力有限,故考虑采用铜渣直接制备铜系列产品。本研究主要采用铜渣来制备工业级的五水硫酸铜产品[2~5]。
直浸铜渣经过水洗预处理除锌和酸浸后得到酸浸液,酸浸液中铜浓度约为100 g/L和铁浓度为1.4 g/L,由于其铁含量较高,在回收过程中,除铁的好坏直接影响五水硫酸铜的质量。常用除铁方法主要有[6~10]:(1)直接鼓风氧化生成针铁矿的形式除铁;(2)用生成磷酸盐沉淀的方法除铁;(3)用黄钾铁矾法除铁;(4)用过氧化氢氧化除铁;(5)采用溶剂萃取法分离铁。生产实践表明,采用上述单一方法有的成本较高,有的除铁率很难达标,在铁含量高的情况下更是如此。本研究采用双氧水作为氧化剂,对比石灰乳、磷酸钠和碱式碳酸铜三种沉淀剂去除铜渣酸浸液中的铁。
1 试 验
1.1 原料成分分析
原料为土黄色固体,放置几小时后呈现鲜红色,为氧化亚铜的显色,据了解,目前直浸铜渣铜含量为70%~80%,锌含量为1%~5%;其中铜主要以氧化亚铜形式存在,少量以单质铜形式存在。送样全分析,结果见表1。

表1 铜渣成分分析表
由表1可知其中Cu含量很高,达到75%,铜渣中主要杂质为锌、铁,为了制备工业级五水硫酸铜,首先五水硫酸铜结晶中的Cu含量达标并尽可能降低结晶中的Zn、Fe含量,Zn为可溶性杂质,较易除去,因此Fe的去除成为了工业五水硫酸铜制备的重中之重。
1.2 试验方法及原理
1.2.1 酸浸液除铁
直浸铜渣经过水洗预处理除锌和酸浸后得到酸浸液,酸浸液中铜浓度约为100 g/L和铁浓度为1.4 g/L。取500 m L酸浸液进行试验,往其中加入一定量氧化剂双氧水,反应一定时间,使溶液中的Fe2+氧化为Fe3+,然后分别加入沉淀剂石灰乳、磷酸钠和碱式碳酸铜来调高溶液pH值至3.5~4,80℃下反应3 h,使铁沉淀分离而除去。发生的主要反应:

1.2.2 结晶试验
由于五水硫酸铜的溶解度随温度变化较大,因此,将除杂后的中性浸出液先蒸发结晶,依靠降低温度来产生过饱和度从而使硫酸铜从溶液中结晶出来。结晶后母液返回酸浸过程继续使用。
2 试验结果及讨论
2.1 石灰乳除铁工艺
溶液pH值对除铁率的影响:通过控制溶液的pH来控制金属离子沉淀的先后顺序进行除铁,因此溶液pH对除铁率有直接影响。采用石灰乳调节溶液pH值,温度80℃下反应3 h,溶液pH值对除铁率的影响结果如图1所示。

图1 溶液pH值对除铁率的影响
由图1可以看出,除铁率随着pH值的升高而显著增加,pH值在3.5~4.0之间的除铁率大于90%,当采用石灰乳调节pH为4.0时,除铁率最高为98.9%。
反应温度对除铁率的影响:控制反应温度,石灰乳调节溶液pH至4.0,反应3 h,不同温度下的除铁率结果如图2所示。
由图2可知,随着温度的升高,除铁率不断提高,这是因为无论从反应速率还是化学平衡的角度,高温都对Fe3+水解沉淀有利。当反应温度为80℃、pH 4.0时,采用石灰乳调节溶液pH值除铁率最高,可达99%。
铜渣酸浸液加入双氧水氧化,在加入沉淀剂石灰乳调节溶液pH 4.0,在80℃下反应3 h后、静置,过滤分离沉淀。试验结果见表2。
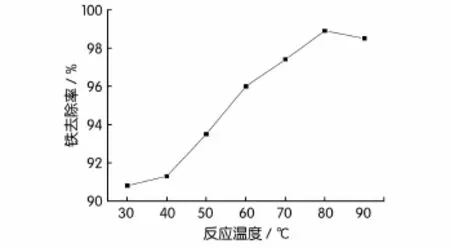
图2 不同温度下石灰乳沉淀法对铁去除率的影响
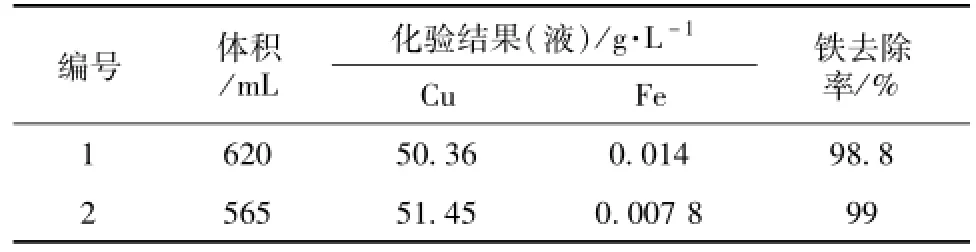
表2 石灰乳除铁试验结果表
从表2可以看出,经石灰乳处理后能显著降低酸浸液中铁含量,达到7.8 mg/L,铁去除率达99%;但是浸出液中的铜损失严重,高达30%以上,由于调节溶液中Cu2+浓度很高,调节pH需加入大量石灰乳,与溶液中高浓度的Cu2+形成Cu(OH)2沉淀,这个过程消耗大量的OH-,导致石灰乳用量的增加以及溶液中Cu的损失。同时引入了Ca2+等杂质带入硫酸铜溶液,在结晶过程中会吸附或夹带在硫酸铜晶体中。
2.2 磷酸钠除铁工艺
为保证沉淀剂与酸浸液中的Fe离子能充分接触,需将磷酸钠配制成一定浓度的溶液,并缓慢加入、搅拌。采用磷酸钠做沉淀剂,在常温下反应3 h,表3为不同用量Na3PO4溶液除铁后滤液中Fe和Cu的浓度。
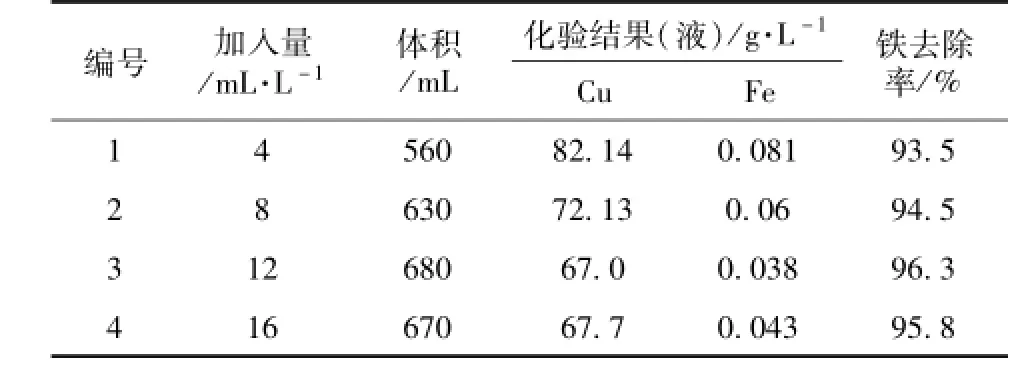
表3 磷酸钠加入量对除铁效果的影响
由表3可知,随着Na3PO4溶液加入量的增加,滤液中Fe含量不断降低,当Na3PO4溶液为12 mL/L时,Fe浓度达到最小值38 mg/L,铁去除率为96.3%;但继续增大其用量,滤液中Fe含量反而上升;而Cu的损失率与Na3PO4溶液浓度成正比,当其加入量大于12 mL/L,Cu的损失率基本保持不变,损失在9%左右。溶液中Fe含量的减少主要由于Na3PO4水解生成了HPO2-4和H2PO4
-,两者与Fe3+分别形成了Fe(OH)3沉淀的同时,还形成了Fe2(HPO4)3和Fe(H2PO4)3难溶性沉淀,达到了除铁的效果。但是引入了Na2+等杂质带入硫酸铜溶液,在结晶过程中会吸附或夹带在硫酸铜晶体中。
2.3 碱式碳酸铜除铁工艺
利用加入的碱式碳酸铜中和酸浸液中的游离酸,导致酸性减弱,从而达到除去Fe的作用。自制碱式碳酸铜:分别将100 g纯碱与200 g硫酸铜配成溶液,在不断搅拌的情况下,将纯碱溶液加入到硫酸铜溶液中,搅拌30min后过滤,水洗三次,吹干,得碱式碳酸铜。也可以用本试验中产生的酸浸液替代硫酸铜溶液。
取500 mL铜渣酸浸液,加入氧化剂H2O2,再加入沉淀剂碱式碳酸铜调节pH为2.5~4.0,常温搅拌3 h,静置,过滤分离沉淀。表4为不同pH值下碱式碳酸铜法除铁试验结果。
从表4可以看出,碱式碳酸铜法除铁效果显著,加入碱式碳酸铜调节溶液pH为3.0~4.0之间时,除铁率相差不大;当pH为3.5时,溶液中的铁降到20 mg/L,铁去除率达98%,滤液中含铜86 g/L左右。而且铜损失较少,仅为3%。

表4 不同pH下碱式碳酸铜除铁试验结果表
综上三种沉淀剂的除铁试验可以发现,石灰乳除铁率最高,达到99%,但是缺点则是铜损耗率大,同时引入了Ca2+等杂质带入硫酸铜溶液;磷酸钠除铁率最低,仅为96%左右,铜损耗率也达到了8%以上,引入了Na2+等杂质带入硫酸铜溶液;碱式碳酸铜铁去除率居中,为98%,同时铜损耗最低。因此,结合铜损耗和除铁情况,选用碱式碳酸铜法去除酸浸液中的铁,再进行蒸发结晶制备工业级五水硫酸铜产品综合效果最佳。
2.4 结晶试验
调节碱式碳酸铜除铁后液pH为1.5,再蒸发结晶制备五水硫酸铜,当蒸发浓缩至有结晶膜出现时停止加热,放置冷却结晶,得五水硫酸铜晶体。表5为用上述试验方法生产的3批产品的分析结果。

表5 制得五水硫酸铜晶体成分分析结果%
从表5可以看出,用该工艺制得的五水硫酸铜含Cu 25.3%,经分析得CuSO4·5H2O 98.83%;而Fe含量最低降至0.000 82%,明显低于国家优级品中Fe≤0.002的国家标准。
3 总 结
1.加入石灰乳、磷酸钠、碱式碳酸铜三种沉淀剂都能显著降低酸浸液中Fe的含量,能很好地中和酸浸液中的游离酸,导致酸性减弱,从而达到除去Fe的作用。
2.通过石灰乳、磷酸钠及碱式碳酸铜三种沉淀剂的除铁效果对比,碱式碳酸铜的除铁综合效果最佳。当采用碱式碳酸铜调节溶液pH=3.5,常温搅拌3 h下,铁去除率为98%的同时,铜损失率仅为3%。
3.采用碱式碳酸铜法除铁后再蒸发结晶得到的五水硫酸铜含Cu 25.3%,经分析得CuSO4·5H2O为98.83%,Fe含量在0.001%以下,产品质量达到工业级国家标准。
[1] 彭建蓉,李怀仁,谢天鉴,等.铜渣氧压酸浸制备硫酸铜的研究[J].有色金属(冶炼部分),2013,(8):49-52.
[2] 张润生.铜渣浸出生产硫酸铜工业试验研究[J].湖南有色金属,1989,5(5):57-59.
[3] 岳凤洲.利用铜渣生产CuSO4·5H2O的生产实践[J].中国有色冶金,2007,36(2):34-36.
[4] 彭丽婧.高铁生物浸铜液回收铜及除铁工艺研究[D].长沙:中南大学,2011.
[5] 郑雅杰,彭丽婧.高铁生物浸铜液中铜的回收[J].矿冶工程,2011,31(6):68-72.
[6] 夏兆泉,陈礼运.试剂硫酸铜生产中除铁工艺的研究[J].湖南冶金,1999,(4):14-15.
[7] 刘俊峰.炼铜烟灰制取硫酸铜除铁新工艺研究[J].矿产与地质,2000,14(5):349-351.
[8] 姜润田,张振伟,袁美龙,等.硫酸铜除铁工艺的研究[J].济南大学学报,2003,17(3):289-291.
[9] 林建军,何宁,李清彪,等.生物浸铜反萃液生产硫酸铜除铁工艺[J].化学工业与工程,2005,22(2):96-99.
[10]黄耀林,叶富华,杜昆,等.工业硫酸铜深度除铁工艺的研究[J].材料研究与应用,2012,6(4):259-262.
Study on Technology of Iron Removal in Process of Producing Copper Sulfate with the Leaching Copper Slag
LIU Cheng-hui,DAIHui-min,WANGWen-jun,WEIWen-wu,ZHOU Ping,WANG Ce
(Zhuzhou Smelter Group Co.,Ltd.,Zhuzhou 412004,China)
Producing industrial grade copper sulfate pentahydrate from the leaching of copper slag.In this paper,three precipitant iron removal methods have been studied and compared.Results indicated that when iron was removed by precipitating in the form of calcium hydroxide(80℃,pH=4.0,t=3 h),the iron removal rate was highest99%,but copper lose atmost,too.While by precipitating in the form of sodium phosphate(12 mL/L,t=3 h),the iron removal rate was about96%.While by precipitating in the form of basic copper carbonate(pH=3.5),the iron removal rate was 98%,and copper lose a minimum of 3%.After iron was removed by basic copper carbonatemethod,the product of copper sulfate pentahydrate with a purity of 98.83%and iron below 0.001%by evaporation and crystallization was obtained.And the quality of copper sulfatemeets thenational standards of industry. Key words:leaching copper slag;copper sulfate pentahydrate;iron removing;technology
TF803.2+5
A
1003-5540(2016)03-0027-04
2016-04-15
柳承辉(1987-),男,助理工程师,主要从事新工艺、新材料的研发工作。
猜你喜欢
山西冶金(2023年10期)2024-01-07 02:02:52
山西冶金(2023年10期)2024-01-07 02:02:30
矿产综合利用(2022年5期)2023-01-06 05:59:38
有色冶金节能(2020年6期)2021-01-21 05:26:08
矿产综合利用(2020年1期)2020-07-24 08:50:28
矿冶工程(2020年1期)2020-03-25 01:46:56
中国有色冶金(2019年3期)2019-08-20 07:28:42
中国资源综合利用(2016年7期)2016-02-03 03:00:12
山东冶金(2015年1期)2015-01-02 02:09:00
山西冶金(2013年4期)2013-07-10 04:47:44
