
外砂河大桥钢箱拱加工线型控制技术
2016-05-05 01:27秦小锋
城市道桥与防洪 2016年5期
王 辉,成 浩,秦小锋
(1.中交(汕头)东海岸新城投资建设有限公司,广东 汕头 515041;2.中交第二航务工程局有限公司,湖北 武汉 430000)
外砂河大桥钢箱拱加工线型控制技术
王 辉1,成 浩2,秦小锋2
(1.中交(汕头)东海岸新城投资建设有限公司,广东 汕头 515041;2.中交第二航务工程局有限公司,湖北 武汉 430000)
针对外砂河大桥为提篮式钢箱拱的具体工程实践,分别从板材下料、单元制作、箱体组装、预拼装及焊接变形控制等方面分析控制,确保钢箱拱加工线型。该成果在外砂河大桥提篮式钢箱拱的加工中成功应用。
钢箱拱;线型;加工;焊接变形
1 工程概况及重难点
外砂河大桥主桥采用梁拱组合结构体系,跨径布置为61 m+108 m+61 m=230 m。拱肋采用单箱单室钢梁,中央分隔带处拱肋采用竖直拱面,两侧拱肋内倾,与梁面夹角为83.125°,形成提篮拱造型。中跨拱肋计算跨径为103.7 m,拱轴线矢高为17.4 m;边跨拱肋计算跨径为56 m,拱轴线矢高为11 m。主跨拱肋之间用三道X形状的横撑进行连接;边跨拱肋之间用一道X形状的横撑进行连接。拱肋结构见图1。
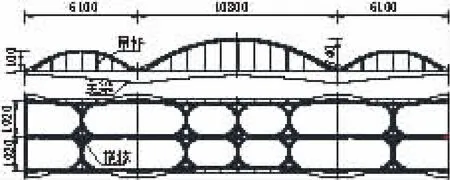
图1 外砂河大桥主桥桥型布置图(单位:cm)
拱肋均采用封闭式矩形变截面钢箱拱。截面见图2。

图2 拱肋截面尺寸示意图(单位:mm)
该工程的拱段顶板、底板、腹板板厚为32 mm、25 mm与16 mm,加劲肋板厚为 20 mm、16 mm与12 mm。沿拱肋轴线方向每2.5~3 m设一道厚16 mm的横隔板,与拱肋轴线垂直;在吊点位置设二道厚28 mm铅垂方向的横隔板。
外砂河大桥钢拱为提篮式钢箱拱,拱肋线型按照二次抛物线,其中顶板、底板线型不一致,即腹板变高曲面。横撑为空间X撑,所以钢拱加工重点在于钢拱线型的控制,一是钢箱拱加工的几何尺寸控制,二是焊接变形的控制。
2 钢拱加工几何尺寸的控制技术
为保证钢拱加工线型,从板材下料,单元件制作,组装,预拼装等四方面进行分析。
2.1 板材下料
2.1.1 设计图转化为施工图
采用通用的由三维CAD深化设计,精确表达钢拱肋各杆件节点间的连接关系,采取一图一件,精细表达清楚每个构件的尺寸,构件实际尺寸精确放样。由于钢构件的焊接变形,特别是大跨度、大截面的钢构件,由于构造复杂,厚薄板的收缩变形不均匀,焊接方向变化,焊接变形较大。结合根据本工程确定以下原则:
(1)箱形构件板件的纵向长度于每个分段连接处的一端应预留不小于50 mm的余量。除合拢节段外,其余拱肋节段的余量在预拼装时切除。考虑焊接的收缩情况,拱肋箱型结构的腹板宽度设置2 mm的补偿量,盖板宽度设置1 mm的补偿量。
(2)拱肋与横撑连接的牛腿,应在与拱肋连接端设置50 mm的余量,于拱肋与横撑预拼装时根据实际情况切除。
(3)横撑与横撑对接接头的余量根据工地的实际情况切除。
2.1.2 放样、下料
根据结构特点,顶底板单元纵向刚度小,顶底板单元的纵向线型要靠纵向加劲肋保证,钢拱的空间线型依靠腹板来控制,而横隔板单元作为箱体组装的内胎使用[1],控制箱体的焊接变形及对角差,所以板材下料的精度直接关系到钢拱加工的线型,板件放样和下料的加工精度是本工程控制的重点之一。
放样之前所有零件应计算机放样,编制数控程序及提供加工样的制作数据。根据焊接精度控制要求设置零件的余量及焊接加工补偿量。
2.1.3 下料切割
切割采用数控等离子切割。切割零件尺寸的允许偏差为±1 mm。切割面硬度不超过HV350[2]。切割面的垂直度不大于0.05倍板厚,表面粗糙度Ra≤25μm,不允许有崩坑,崩坑应磨修匀顺。
板材下料完后进行坡口加工。焊接坡口加工可采用机加工或精密切割,坡口尺寸及允许偏差参照由焊接工艺评定确定的施工详图等文件。箱型的腹板坡口切割,当板厚t≤30 mm,制作专用切割平台,保证切割时钢板放置平整,火焰切割小车沿两长边同时切割坡口,加工的质量应符合《精密切割工艺守则》的相关规定;当板厚t≥30 mm,利用刨边机对翼板、腹板机加工坡口,并除去火焰切割下料的淬硬层。
坡口加工完成后检验板材偏差,并采用铣刨机进行边缘加工、休整。
2.2 单元件制作
钢拱肋为箱型构件,划分为顶板板单元,底板板单元,腹板板单元和隔板单元。其中顶、底板板块的线型是根据拱肋顶、底板曲线方程的线型分段划分得到的分段制造线型。根据分段制造线型制作顶底板板块的胎架,胎架应具有足够的刚度和稳定性满足板块制造的要求,且在制造的过程中考虑板块焊接变形量设置一定的反变形量,保证拱肋线型,见图3。

图3 顶板单元胎架示意图
单元件制作注意事项:
(1)为防止顶、底、腹板在单元件加工过程中产生变形,在顶、底、腹板单元件在纵向劲板焊接过程中设置U型卡板将单元与胎架进行刚性固定。
(2)顶底板单元加工应力的消除
顶底板为二次抛物线,但是由于顶底板刚度相对较小,抛物线的曲率半径相对较大,所以顶底板的线型的成型采用胎架和纵向加劲肋的线型控制。顶底板在胎架作用下发生弹性变形,产生弯曲应力,在顶底板与胎架之间的刚性约束解除后,顶底板在弯曲应力的作用下必然后发生反向变形,而影响顶底板单元的线型,所以在顶底板单元加工完成后,在顶底板单元的背面,纵向加劲肋的位置采用自动割刀进行热加工,消除顶底板单元的弯曲应力。热加工的温度应控制在600℃~800℃之间,加工后钢材温度应缓慢冷却,降低到室温前,不得锤击钢料或用水急冷。
2.3 组装
(1)组装形式
构件组装可根据实际需要进行正装、倒装或侧装。根据拱肋与X横撑构件结构特点,拱肋采用侧装,X横撑采用正装。
(2)组装胎架
a.组装胎架的制作应按各构件的胎架制作文件执行。组装的胎架立柱材料根据胎架设计文件及工厂实际情况选定,必须保证胎架的强度;胎架基础应坚固,在结构的自重作用下的下沉不能超过1 mm。在胎架及平台地面上,应标明结构尺寸及形状的相关数据,有助于制作和检验。
b.根据厂内制作的场地条件,中跨采用半跨胎架,边跨拱肋采用整体胎架。在胎架上根据拱肋线型进行整体放样,以保证拱肋加工线型,也节约了拱肋预拼装的时间。
c.横撑设置整体胎架,以保证中间合拢口的尺寸。
(3)拱肋组装(见表1)

表1 拱肋组装
(4)拱肋横撑制作(见表2)
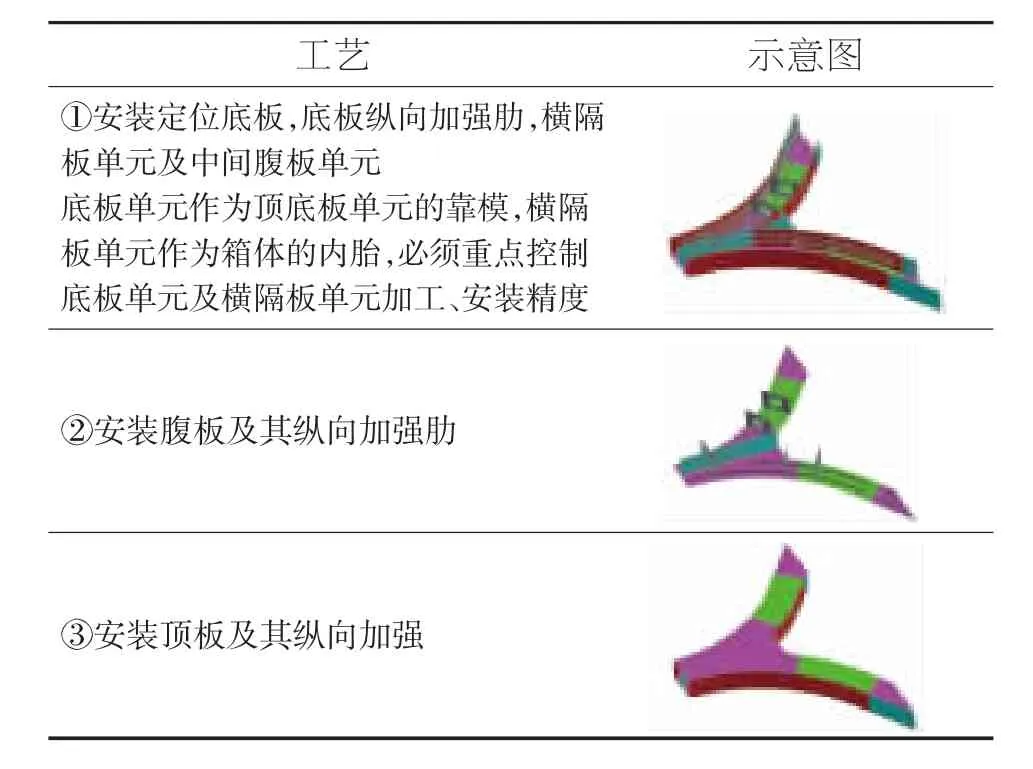
表2 拱肋横撑制作
2.4 预拼装
(1)拱肋节段预拼装
由于中跨拱肋采用半跨胎架上组装,边跨拱肋采用整体胎架,在拱肋加工完成后安装匹配件,进行匹配连接,所以拱肋节段不需要另外进行预拼装。
(2)X型横撑的预拼装
横撑节段的预拼装采用横撑节段及与横撑节段相连的拱肋节段进行整体预拼装,正装形式进行。
分段拼装以中垮拱顶横撑为例说明。制作正装立体胎架→在地面平台上,划出结构的控制线(中心线、结构外轮廓线分段接头)→根据控制线,定位拱肋节段ZBE/ZZE→定位BHC-R1和BHC-L1,并切除横撑两端的加工余量→定位ZHC-R1和ZHC-L1,并切除与拱肋节段相接侧的加工余量,保留与BHC相连侧的加工余量→牛腿与拱肋节段焊接完成后切除牛腿与横撑之间的连接(牛腿是与横撑节段一起加工而成),见图4。

图4 横撑预拼装图
3 焊接焊接变形控制
熔化焊属于热加工,焊缝的形成是一个连续的短时冶金过程,在焊接过程中由于受热不均匀引起近缝区金属的塑性变形,焊接完成后焊缝收缩作用将引起变形。变形是客观存在的,变形控制的好坏直接关系焊接后的矫正难度、结构几何尺寸,构件连接精度,主要从预留收缩量,调整焊接顺序、方向、刚性约束等方面进行变形控制。
3.1 钢板对接焊缝
钢板对接焊缝的焊接变形控制只要从焊接工艺上进行分析控制:
(1)在刚性平台上进行焊接,防止和减少在热加工中杆件在自重下变形。同时钢板与刚性平台固定,待焊缝冷却至室温后方可解除。
(2)确定合适的坡口尺寸和焊接顺序。在确保质量和方便操作的前提下尽量减小坡口的角度,从而减小填充量和焊接变形。
(3)采用多道焊接,降低线能量,多层焊接时,每层焊缝的热输入比一次完成的单层焊时热输入甚小,加热范围窄,产生的收缩变形小,而且前层焊缝成型后对后一层焊缝形成约束(第二道约为第一道收缩量的20%,第三道约为5%~10%),因此,多层焊时的收缩变形比单层焊时小得多[3]。
3.2 单元焊接
单元的焊接主要是腹板单位和顶底板单元的焊接。控制变形的主要措施如下:
(1)反变形胎架的使用。认真分析焊接变形规律,并通过焊接变形实验确定焊接变形量的大小,以确定反变形胎架的反变形量。
(2)焊接方法
a.焊接方向应一致,防止产生扭曲变形。由于纵向焊缝多,采用分散焊接,防止一侧集中加热。
b.纵向加劲肋两侧的角焊缝对称焊接,反正加劲肋侧向扭曲。
c.焊接方法采用药芯焊丝CO2气体保护焊。药芯焊丝CO2气体保护焊焊接线能量小,焊接变形小。
3.3 箱体的焊接
(1)选择合适的焊接顺序,焊接对称进行,焊接顺序见图5。

图5 拱肋节段组装焊接示意图
(2)在节段的箱口和内部适当位置设置刚性支撑,增加结构整体刚度,减少由于焊缝收缩引起的几何尺寸变化。在节段的内部采用横隔板作为刚性支撑(相当于内胎),箱口采用型钢作为刚性支撑。
由于横隔板作为刚性支撑,相当于内胎,所以必须保证横隔板的加工精度。首先采用等离子数控切割机进行下料,并开坡口,然后采用铣刨机进行边缘加工,确保横隔板的下料尺寸准确,最后横隔板安装时进行精确定位,确保横隔板的平面位置及垂直度。
4 结语
通过上述一系列技术的使用,外砂河大桥钢拱加工线型良好,值得推广借鉴的经验:
(1)采用数控等离子切割机,钢拱单元板的尺寸得到很好的控制。
(2)对于钢板对接确定适当的坡口尺寸,控制每一条焊缝的焊接填充量,减少焊接变形。
(3)采用药芯焊丝CO2气体保护焊,多道焊接,焊接线能量小,焊接变形小。
(4)顶、底、腹板单元件加工根据设计曲线设计单元件加工胎架,采用反变形措施的焊缝预反变形量,保证线型准确性。
(5)节段组装中跨设计半跨组装胎架和边跨设计整体组装胎架,既很好的保证钢拱线型,又节约了预拼装。
(6)在箱体整体组装焊接时,在箱口和内部适当位置增加刚性工艺隔板或者刚性支撑,增加结构整体刚度,减少由于焊缝收缩引起的几何尺寸变化。
[1]胡汉舟,刘自明,秦顺全,等.武汉天兴洲公铁两用长江大桥斜拉桥技术总结[M].北京:中国铁道出版社,2009.
[2]TB 10212-2009,铁路钢桥制造规范[S].
[3]胡汉舟,文武松,秦顺全,等.京沪高速铁路南京大胜关长江大桥技术总结[M].北京:中国铁道出版社,2011.
重庆东水门大桥南立交F、G匝道通车全长1.06 km
重庆东水门大桥南立交两条匝道近日通车内环快速路—上新街、上新街—内环快速路—江北将更便捷,并缓解江南立交、盘龙立交的拥堵。这也是东水门大桥南立交最先开通的两条匝道。
立交共有7条匝道,东水门大桥南立交项目主要解决东水门大桥、内环快速路和涂山路之间的交通组织转换问题。项目于2013年7月正式进场开工建设,包括南立交、涂山路改造、轨道环线上新街站建设、“P+R”换乘综合体、龙门浩小学改扩建。
这里是重要的轨道交通换乘点,项目的建成将有效加强渝中、南岸茶园、上新街沿线、弹子石片区的交通联系。
此次通车的东水门大桥南立交F和G匝道全长1.06 km,投资0.88亿。
两条匝道通车后,可以实现从内环快速路—上新街、上新街—内环快速路—江北的交通链接,为上新街片区居民出行提供便利,同时也极大地缓解了江南立交和盘龙立交的交通拥堵状况。东水门大桥南立交最大的亮点,就是在建的一个大型的P+R换乘停车楼。以后,人们可以将私家车停在大型停车楼内,再换乘轨道6号线、环线等,到达渝中区、江北区等多个地方。
东水门大桥上内环的匝道预计今年10月通车,内环上东水门大桥匝道年底通车。
U445
B
1009-7716(2016)05-0175-04
10.16799/j.cnki.csdqyfh.2016.05.050
2016-01-19
王辉(1974-),男,湖南益阳人,工程师,从事路桥梁工程施工技术管理工作。
猜你喜欢
中国金属通报(2022年1期)2022-06-02
船舶标准化工程师(2022年1期)2022-02-17
锻压装备与制造技术(2021年2期)2021-07-19
江苏科技大学学报(自然科学版)(2021年1期)2021-04-07
建筑施工(2020年7期)2020-11-10
造船技术(2019年5期)2019-11-12
中国生物医学工程学报(2019年6期)2019-07-16
纤维复合材料(2018年2期)2018-12-07
江西建材(2018年4期)2018-04-10
大型铸锻件(2015年4期)2016-01-12
