
支管焊接工艺评定制作要点
2016-05-05 11:17高德升
科技与创新 2016年8期
高德升
摘 要:通过梳理RCC-M(2000版+2002补遗)中的支管工艺评定制作规定,分析了支管焊接工艺评定制作的要点。
关键词:支管;焊接工艺;制作要点;试件
中图分类号:U175.3 文献标识码:A DOI:10.15913/j.cnki.kjycx.2016.08.098
支管作为核电产品的常见接头形式,占总焊口的比例接近14%.本文主要从标准层面分析支管焊接工艺评定制作的要点。
1 焊接工艺评定试件设置
1.1 试件形式设置
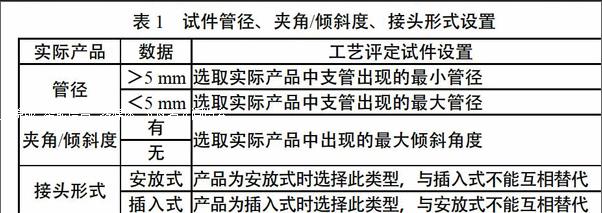
试件形式的设置是标准要求的直接体现,一般主要从试件管径、厚度、倾斜角度等几方面考虑,具体情况如表1所示。
1.2 试件厚度设置
根据RCC-M S391规定,支管的试件设置主要是对无损检测、焊接顺序和参数的验证,在力学性能等方面,主要通过对接试件来验证。因此,在设置支管试件时,应充分体现与对接试件的匹配和相互验证原则,主要是支管焊喉与对接接头厚度的相互支持。
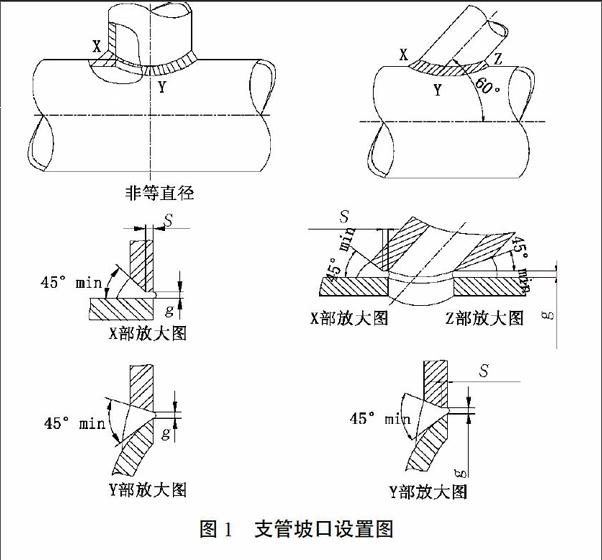
1.3 支管坡口设置
支管坡口的加工主要分为有倾斜度和无倾斜度。对于有倾斜度的坡口加工,由于试件本身弧度和组对与母管切合,因此,每个部位均存在差异,具体如图1所示。
在具体工艺评定试件设置时,应注意以下几点:①为实际产品中出现的每种支管类型制作代表性试件;②对于有坡口的安放式支管,应区分完全焊透和局部焊透;③对于安放式支管,有坡口可覆盖无坡口。
2 试件的焊接
设置参数时,应充分考虑对接试件的焊接参数,并在具体试件焊接中验证操作的可行性,特别是带角度的支管。试件的焊接应注意根部焊道,根部焊道在焊接中应熔合良好,避免未熔合等缺陷。当有倾斜角度时,应特别注意夹角处的焊接,采用正确的焊接手法,以避免夹渣等缺陷产生。
3 破坏性试验和无损检测
3.1 金相及硬度试样
应在焊缝互成90°的截面上进行宏观和微观金相检验,同时注意粗糙度要求。试样如图2所示。
3.2 硬度试验的取点位置
在试样支管和母管两侧各测5个点,测点应位于由熔合线和平行于它且距离为0.5 mm的线构成的区域内。试验中应注意区分受检面和试样数量。
3.3 无损检测
无损检测应按照产品的最高级所要求的试验项目进行。一般情况下,当内径>60 mm、外径≤114 mm时,透照一张。如果发现胶片不合格,则应对焊缝进行100%RT检验。当外径>114 mm时,100%透视(内径和外径均指支管直径)。
4 结束语
在多种核电产品焊缝类型中都设置有支管,比如接管座、三通、管支撑等,在现场建造及役检工作中,它们常被作为重点检查对象。本文对支管工艺评定制作要点进行了分析和归纳,为后续工作的开展提供了一定的经验,具有一定的指导意义。
参考文献
[1]法国核岛设备设计建造及在役检查规则协会,中科华核电技术研究院有限公司.RCC-M 压水堆核岛机械设备设计和建造规则(2000版+2002补遗)[S].上海:上海科技出版社,2010.
〔编辑:刘晓芳〕
猜你喜欢
教育教学论坛(2019年40期)2019-11-15
土木建筑与环境工程(2017年2期)2017-05-03
山东工业技术(2016年24期)2017-01-12
科学与财富(2016年29期)2016-12-27
中国高新技术企业(2016年30期)2016-12-20
科技视界(2016年1期)2016-03-30
居业(2015年16期)2016-02-24
建筑工程技术与设计(2015年29期)2015-10-21
城市建设理论研究(2014年37期)2014-12-25
科技致富向导(2013年14期)2013-08-23
