
热轧酸洗钢冲压汽车后纵梁回弹探讨
2016-04-26 06:43王立新肖厚念
武汉工程职业技术学院学报 2016年1期
王立新 刘 斌 唐 华 肖厚念
(1.武钢研究院 湖北 武汉:430080;2.武钢冷轧总厂 湖北 武汉:430081)
热轧酸洗钢冲压汽车后纵梁回弹探讨
王立新1刘斌1唐华2肖厚念2
(1.武钢研究院湖北武汉:430080;2.武钢冷轧总厂湖北武汉:430081)
摘要对SAPH370-P热轧酸洗钢在冲压成形汽车后纵梁零件的应用进行分析研究,寻找汽车后纵梁在冲压成形的过程中产生回弹缺陷的真正原因,从SAPH370-P酸洗钢材料的力学性能、材料的厚度精度、冲压模具的状态影响因素等几个方面进行综合分析,找到了材料在冲压成形过程中产生回弹缺陷的真正原因,并提出了降低材料冲压回弹缺陷的解决办法。
关键词SAPH370-P酸洗钢;汽车后纵梁;冲压成形;回弹
0引言
汽车结构件用热轧酸洗钢SAPH370-P有着良好的冷成形性和表面质量,因此在汽车工业有着广泛的应用,主要用于制造汽车的底盘系统、车身系统、座椅系统中的一些复杂成形的零部件。2015年,我国汽车的总销量已经达到2460万辆,汽车行业的竞争已经越来越激烈,对于汽车结构件用钢提出了高品质,低成本的要求。而随着钢铁工业产能整体过剩并不断加剧的现状,低成本、经济性产品越来越受到钢铁行业的青睐。在追求高效益低成本的大趋势下,汽车结构件用热轧酸洗钢成本低,效益高的特点正好符合发展需要,是部分热轧板和冷轧板理想的替代产品,在钢铁行业及下游用钢行业的发展过程中有着不可替代的位置。
武钢开发生产的汽车结构件用热轧酸洗钢SAPH370-P有着良好的使用性能和表面质量,供各大汽车生产厂商用于制作一些成形比较复杂的汽车零部件。国内某知名汽车生产厂家(下文以W厂替代),使用了武钢生产的SAPH370-P热轧酸洗钢材料,制作乘用车的后纵梁,在使用初期,存在着材料冲压成形回弹大的缺陷,经过分析探讨,最终解决了这一问题,满足了汽车厂家的使用要求。
1SAPH370-P酸洗钢的工艺性能要求
武钢生产的汽车结构件用热轧酸洗钢SAPH370-P,采用C-Mn成分体系设计,成分简单,合金元素少,生产成本较低,由于采用了先进的控制控冷技术,最终得到了具有良好使用性能的铁素体+珠光体钢,再经过酸洗工艺处理后获得良好的表面质量,特别适合制作汽车用复杂结构件[1]。SAPH370-P的工艺性能要求如表1所示。

表1 SAPH370-P酸洗钢的工艺性能要求
注:1.拉伸试验规定值适用于纵向试样,拉伸试验取L0=50mm,b=25mm的试样,即为GB/T228中P14试样。
2.弯曲试验规定值适用于横向试样,弯曲试样宽度b=35mm。
3.屈服现象不明显时,采用Rp0.2。
2汽车后纵梁的冲压回弹
汽车纵梁作为车架的关键零件和主要承力结构,其制造的精度与结构合理性直接影响车架与上下车身的协调,特别是纵梁扒口回弹大小的波动,影响到支撑座、吊耳等零件的焊接质量,使车架的生产工序无法正常进行,进而导致减产及人力成本的增加。因此,控制U形纵梁在成形过程中的回弹,是在汽车生产的过程中必须面对与解决的问题。
汽车后纵梁回弹的本质是在冲压U形弯曲成形的过程中,材料的内侧受到挤压,外侧受到拉伸。当冲压力释放后,材料外侧因弹性回复而缩短,内侧因弹性回复而伸长,结果使U形弯曲件的曲率和角度发生了变化。
W厂使用武钢的SAPH370-P热轧酸洗钢材料冲压成形汽车后纵梁,其成形后装配成车架及关键支撑座示意图如图1所示。W厂对U形后纵梁的扒口回弹有严格的要求,必须在其所规定的数模范围内。从图1中也可以看出,回弹数值的波动,将严重影响支撑座装配孔的位置精度,影响车架与车身的装配使用。W厂在前期使用武钢的SAPH370-P热轧酸洗钢材料得过程中,出现了回弹过大的问题,回弹数值超出了W厂所要求的数模数值,导致在车架在整体安装的过程中需要借助外力才能够完成,严重影响整车精度质量,并打乱了生产节奏,增加了工序成本与人力成本。

图1 汽车后纵梁装配示意图(A:后纵梁装配;1、2、3、4:支撑座)
3回弹的影响因素分析
回弹的大小与材料的物理性能有关,也与模具的状态参数有关,造成材料冲压回弹缺陷是一个综合的影响因素[2-4]。因此必须综合分析,才能够找到W厂在冲压成形汽车后纵梁产生回弹现象的解决办法,使冲压成形后的零件能够合格,符合工艺使用要求。
3.1力学性能的影响
W厂分两次采用武钢的SAPH370-P酸洗钢材料进行汽车后纵梁的冲压试制,两次提供给W厂的酸洗钢材料的力学性能如表2所示。

表2 SAPH370-P酸洗钢性能对比
W厂冲压成形的汽车后纵梁零件分左右后纵梁,左右后纵梁有三个位置的扒口度数值有严格的规定,数值偏差±1mm,这三个位置对应图1所示的4个支撑座的位置,如果材料的冲压回弹数值太大,将严重影响4个支撑座的安装及后续整体安装精度。左右后纵梁三个关键位置及数模值标准如表3所示。
表3左右后纵梁关键点数模值标准

(单位:mm)
武钢两次提供的材料在W厂现场冲压成形汽车后纵梁零件,进行实时数据测量,扒口数值实测值以及与数模值相比的差值如表4所示。
表4扒口实测数据对比
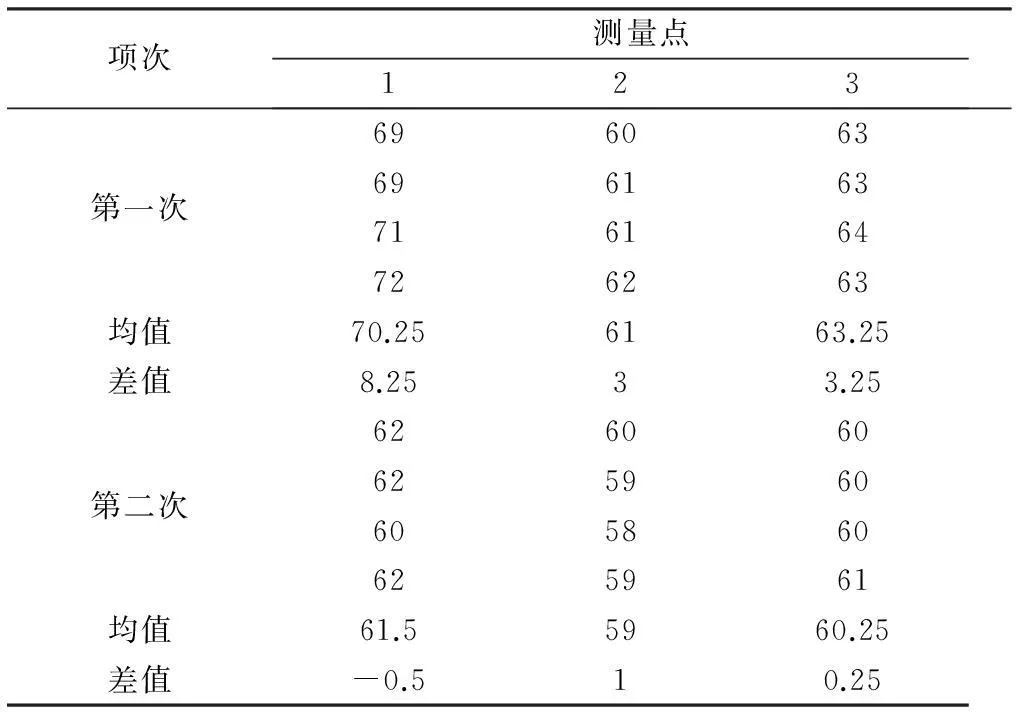
(单位:mm)
通过分析对比可以发现,在冲压条件不变的情况下,从表2、表4中的数据可以知道,降低材料的强度,能够有效的减小SAPH370-P酸洗钢材料在冲压成形过程中的回弹量,使冲压成形零件符合工艺设计要求。
3.2厚度的影响
从冷冲模设计手册可知黑色金属U形弯曲时凸凹模之间单边间隙Z的计算公式如公式(1)所示:

(1)
δ:材料的公称厚度(mm);
K:与弯曲高度和长度有关的系数。
根据模具设计经验,在模具设计的时候已经按Z≥δ来考虑设计模具的间隙,因此为了防止材料变薄拉伸与改善材料的回弹现象,认为能够有效改善材料的回弹现象的条件可以由公式(2)表达[5]:

(2)
通过公式2可以知道,在材料的厚度公差比较小,生产轧制偏厚的情况下,适当的减小材料的订单厚度是行之有效的解决材料回弹现象的办法。在W厂,武钢提供了两种不同订单厚度但力学性能相仿的SAPH370-P的材料进行试验生产,有效的减少了冲压零件的回弹量,证明了合理的材料厚度对冲压成形零件的成形精度也很重要。相同订单不同厚度的材料在W厂冲压成形后扒口实测数值如表5所示。

表5 扒口实测数据对比
3.3模具状态的影响
3.3.1压边力的影响
压边力对回弹的影响是非常大的,在W厂的现场冲压试验已经证明了这一点。理论上,在一定范围内随着压边力的增大零件的塑性变形量增加,回弹势必减小,但是当材料的压边力达到一定数值后,随着压边力的继续增加,回弹开始急剧增大。这是因为在较小的压边力的情况下,在凸模的作用下,材料中聚集了大量的弯曲应力,卸载后弯曲应力释放使材料的回弹增大,而当压边力较大时,由于材料的边缘被压料板紧紧压住,在冲压成形过程中塑性变形很大,产生大量的拉应力的缘故。
压边力的计算公式如公式(3)所示:
F=Sq
(3)
F:压边力(N);
S:压边面积(mm2);
Q:单位压边力(N/mm2)。
对于不同的材料,q值的选择是不一样的。W厂已经选择了SAPH370-P热轧酸洗钢材料,汽车后纵梁的尺寸也已经确定,且W厂使用落料模进行落料,因此材料的压边面积也是一定的。鉴于压边力对回弹的影响,选择合适的q值,及选择合适的压边力,可以很好的优化材料的回弹现象。试验表明,合适的压边力,材料的回弹现象几乎可以消除。
3.3.2拉延筋的影响
在冲压成形的过程中,拉延筋的使用一般用于解决材料在冲压成形中的起皱问题,因为拉延筋能够有效的阻碍材料的流动,减缓材料向凹模流动的富余趋势,解决材料的冲压起皱问题。同理,合理的设置拉延筋,也能够起到明显的阻止材料回弹的作用,因为拉延筋对材料起到了拉伸的效果,特别是在容易产生回弹的弯曲角部位,使得角部内面压应力的作用区域向拉应力区域转变,回弹较少明显。W厂先前使用的开模材料并不是武钢提供的材料,模具的设计是按照开模材料来确定的,拉延筋的布局与结构适合前期的材料,但是适应性是有局限性的,对于不同的材料,拉延筋是要进行调整的,W厂的模具师们在武钢材料使用的过程中进行了调整,取得了一定的效果,证明解决问题的方向是正确的。
3.3.3弯曲圆角半径的影响
在材料的物理性能不变,以及模具的其他状态参数不变的情况下,不同圆角半径下的材料冲压成形结果表明,圆角半径越大,材料的回弹量越大。这是因为在弯曲角一定的情况下,弯曲半径越大变形区的长度就越长,回弹角就越大。由于模具在使用的过程中会产生磨损,尤其是弯曲圆角的部位磨损会非常严重,从而使弯曲圆角的半径变大,因此建议按周期对模具进行保养维护,确保合适的弯曲圆角半径,并对模具表面进行硬化处理,延长模具的使用寿命。
4结语
通过分析SAPH370-P酸洗钢材料在冲压成形汽车后纵梁零件的过程中产生回弹缺陷的原因,证明材料回弹现象是多个方面影响而产生的不可避免的问题,需要综合分析寻找合适的方法来减小材料的回弹缺陷,使材料在冲压成形的过程中能够得到符合生产工艺的合格零件。具体可以从以下几个方面来综合考虑:
(1)降低材料的强度,能够有效的减小材料的冲压回弹量;
(2)在模具间隙一定,材料的厚度公差很小的情况下,适当的减小材料的订单厚度,可以改善材料的回弹现象;
(3)较大的压边力对抑制材料的冲压回弹现象效果明显,在冲压成形的过程中是可以优先考虑的办法;
(4)模具拉延筋的布置要根据材料、成形零件的工况进行合理灵活布置,可以很好的优化材料的回弹现象;
(5)弯曲圆角由于冲压磨损,圆角半径会因此而变大,从而导致材料回弹变大,因此要定期对弯曲圆角进行维护,保证弯曲圆角工艺参数符合工艺要求。
参考文献
[1]曾萍.刘斌.杨海林.汽车结构用热轧钢SAPH370的组织与性能[J].武钢技术,2013,(51):33-35.
[2]付三令.汽车纵梁冲压工艺分析与改进[J].模具工业,2015,(41):37-42.
[3]张宝坤.冲压成型回弹模拟的影响因素[J].汽车工程师,2009,(9):45-47.
[4]罗云花.王磊.高强钢板回弹影响因素研究[J].锻压技术,2009,(34):23-25.
[5]吴顺斌.汽车纵梁成形工艺回弹问题[J].远方科技,1990,(2):40-48.
(责任编辑:李文英)
Springback of SAPH370-P Pickling Steel as Stamping Automobile Rear Longeron
Wang Lixin1Liu Bin1Tang Hua2Xiao Hounian2
(1.Research & Development Center of WISCO, Wuhan 430080, Hubei;2.Cold Rolling General Plant of WISCO, Wuhan 430081, Hubei)
Abstract:The article studies the application of SAPH370-P pickling steel in stamping automobile rear beam parts of automobile to discover the main reason for automobile rear beam springback in stamping. After comprehensive analysis from the mechanical performance of SAPH370-P pickling steel, the thickness accuracy of the material, the state of stamping and other factors, we found the real reason of springback defect in stamping process. And this paper proposes solutions to reduce material springback defect rate.
Key words:SAPH370-P pickling steel; rear longeron; stamping; springback; solution
中图分类号:TG142.1+5
文献标识码:A
文章编号:1671-3524(2016)01-0011-04
作者简介:王立新(1984~),男,大学本科,工程师.E-mail:285349939@qq.com
收稿日期:2016-01-28修回日期:2016-03-01
