
高强度钢在潜艇应用中的若干重要问题综述
2016-04-18 01:41杨建明张新宇刘朝骏
中国舰船研究 2016年1期
杨建明,张新宇,刘朝骏
中国舰船研究设计中心,湖北武汉430064
高强度钢在潜艇应用中的若干重要问题综述
杨建明,张新宇,刘朝骏
中国舰船研究设计中心,湖北武汉430064
摘要:随着潜艇下潜深度的增加,必须采用更高强度的材料。高强度钢仍然是建造潜艇艇体的主要材料,而更高等级高强度钢在使用中存在一些不利因素:相对疲劳强度降低、塑性储备下降、对结构和制造缺陷的敏感性提高、加工难度增大、对偏离工艺流程的敏感性提高、残余应力增加等。根据高强度钢的特点,从强度储备、主体结构计算、高应力局部结构形式及其低周疲劳试验、制造工艺及其检验技术,以及验证试验等诸多方面,对高强度钢在潜艇应用研究中需特别关注的问题进行了综述,并结合工程实践,提出了相关观点。
关键词:高强度钢;潜艇;低周疲劳;安全系数;试验验证;综述
0 引言
增大潜艇的下潜深度是提高潜艇隐蔽性和作战机动性的重要措施之一。上世纪60年代,潜艇下潜深度多在300 m左右;70年代后,许多潜艇的下潜深度增大到400 m及更深[1-7]。
随着潜深的增加,耐压船体的外载荷随之增加,为了保证耐压结构的安全性,结构重量也将会增加。而另一方面,因为潜艇结构重量所占比重最大,为了搭载作战所需要的有效负载,一般应将潜艇的结构重量控制在45%以内。正确选择耐压结构的材料是潜艇结构设计的主要问题之一,它决定着潜艇的可靠性和寿命,并在本质上影响着潜艇的重量与尺度。因此,为了增加下潜深度,潜艇需要采用高强度材料。
高强度钢一直是建造潜艇艇体的主要材料,尽管钢材具有磁性高的特点,但随着消磁技术的发展,艇用消磁系统也可以有效降低潜艇的磁场强度。美、法、英、日等国的潜艇多采用高强度钢,并且致力于潜艇用高强度钢的开发。例如:美国开发了HY80,HY100,HY130,HY150和HY180系列钢;俄罗斯开发了AK系列高强度钢;法国一直采用自行开发的HLES系列钢,其成本低,工艺简单;其他各国或使用HY系列钢,或自行开发了不同强度等级的高强度钢,如HSLA系列、NS系列等[1-7]。我国第1代潜艇采用的即是高强度钢,并针对大深度潜艇,开发了第2代潜艇用高强度钢[8-9]。
早期潜艇的极限下潜深度一般不超过300 m,多采用小于600 MPa级的钢材。除俄罗斯的2条钛合金潜艇的下潜深度达到800~1 000 m外,现代大部分大深度钢质潜艇的极限下潜深度为400~600 m。为保证潜艇的有效负荷,当极限深度超过350 m后,宜采用700~800 MPa级的高强度钢;当极限深度超过500 m后,一般需要采用1 000 MPa级别的高强度钢;当下潜深度超过700 m后,一般需要采用钛合金[1-7]。
采用任何一种新材料,都需要解决因新材料的使用而造成的一系列技术问题。本文将重点讨论采用700~800 MPa级高强度钢制造、极限下潜深度在400~500 m之间的大深度潜艇耐压结构需要解决的技术问题,这些问题主要是由高等级高强度钢在使用中的一些不良因素引起。随着钢材屈服强度的大幅提高,其疲劳强度相对降低、塑性储备下降、对结构和制造缺陷敏感、加工难度增大[10-11]。这些材料使用中的不良因素,会对潜艇结构的强度储备、主体结构形式及其计算方法、高应力局部结构形式及其低周疲劳设计方法、制造工艺及其检验技术等方面造成影响。因此,大深度潜艇在采用新的高强度钢时,必须解决上述问题。
1 高强度钢在潜艇使用过程中的不良因素
采用高强度钢不是一个简单的过程。材料屈服强度的提高必然会对材料的其他一些性能产生不良影响,由此对大深度潜艇结构产生影响。屈服应力越高,对这些性能的影响就会越明显。主要包括以下几个方面。
1)相对疲劳强度降低。
2)塑性储备下降。
随着材料屈服强度的增大,材料的屈强比(屈服强度σs与极限拉伸强度σb之比)随之增大。例如:普通船用钢材的屈强比为0.56;600 MPa级高强度钢的屈强比为0.77~0.83;800 MPa级高强度钢的屈强比为0.95。材料的塑性储备下降,导致结构的安全裕度降低[13]。
3)对结构设计时的刚度突变和制造缺陷的敏感性提高。
随着材料屈服强度的增大,材料的韧性在降低。例如:560 MPa级HY80钢的伸长率为20%;689 MPa级HY100钢的伸长率为18%。材料韧性的降低,使得结构变形剧烈局部化。当结构存在因设计造成的刚度突变,特别是制造过程中产生的孔隙和裂纹等缺陷时,会产生很高的应力集中,导致局部应变很大,由于材料的延伸率低,结构破坏的可能性大为提高。即高强度材料对结构刚度突变、孔隙和裂纹非常敏感[14]。
4)加工难度增加。
随着材料强度的提高,其焊接性能随之下降,使得焊接和热处理工艺更加复杂、严格。700 MPa级钢材一般在焊接时必须进行预热和后热处理,否则会产生焊接冷裂纹等焊缝缺陷。这就增加了加工难度,不仅降低了生产效率,更重要的是降低了耐压船体的安全与可靠性。同时,由于材料强度的提高,增加了焊接残余应力,也会导致安全裕度的降低。
5)对偏离工艺流程的敏感性提高。
随着高强度钢屈服强度的增加,不仅是焊接和热处理工艺更加复杂和严格,而且当偏离焊接和热处理工艺窗口时(工艺窗口小),产生缺陷的概率大大增加,从而降低了潜艇耐压结构制造的可靠性[10-11,15]。
在开展潜艇新材料应用研究过程中,必须设法防止材料的上述不良性能对结构强度和可靠性的影响。主要开展的工作包括5个方面的内容:
1)合理选用材料。所选材料应满足潜艇耐压结构的使用要求,主要包括:结构所要求的强度规格;具有良好的可焊性(包括与其他材料的焊接);具有良好的冷加工性能、良好的塑性、韧性、抗断裂性能、抗应力裂纹腐蚀性能;具有与之相匹配的锻钢、铸钢和焊接材料。
2)根据新材料的特点和潜艇结构特性,重新确定强度储备,包括安全系数和各种许用标准。
3)确定新材料能够采用的结构形式。潜艇用原来材料的结构形式是否能在新材料中继续使用,原来的结构计算方法以及计算方法中的修正参数等对新材料必须进行验证。
4)建立适用于新材料的加工工艺,保证潜艇结构制造工艺的可靠性,包括成型、焊接、形状控制等方面。为了保证新材料加工的可靠性,必须根据新材料的特点,形成一整套适用的、可靠的工艺流程,特别是焊接材料和焊接工艺。同时,必须形成一整套相应的检测方法,以保证制造质量的可靠性。
5)充分的试验验证。材料工作性能的确认、结构形式的许用标准、计算方法以及计算方法中的修正参数、新材料的加工工艺流程等,均需要针对新材料、新结构形式进行试验验证,特别要重视实尺度板厚、真实结构形式的试验验证[2,5]。
2 强度储备问题
耐压船体的强度储备是指在计算潜艇耐压船体的强度时,必须确定一个安全、合理的强度储备。潜艇耐压船体的强度储备包括2个方面:一是载荷储备,即安全系数;二是许用应力和稳定性储备[13]。
2.1安全系数问题
取潜艇耐压船体的计算压力为结构的破坏(结构不能正常使用)压力,则计算压力为潜艇最大使用负载(对应的静水压力)乘以安全储备系数,即Pc= KPe。其中:Pc为计算压力;Pe为潜艇工作深度对应的静水压力;K为安全储备系数。安全系数对潜艇耐压结构至为重要,关系到结构深潜的安全性和结构重量。安全系数越大,则结构重量越重。通常认为,影响安全系数的主要因素如下[13]:
1)实际钢板的厚度偏差;
2)实际钢材的力学性能与材料名义性能的偏差;
3)使用过程中因腐蚀引起的外板减薄;
4)航行时因各种偶然因素而出现的超出极限下潜深度的可能性;
5)建造工艺对耐压壳体结构实际强度的影响;
6)耐压壳体上实际应力超出计算应力的可能性(计算误差和制造工艺引起的附加应力)。
对于采用新型高强度钢的潜艇,除上述因素外,影响安全系数的主要变化因素还包括:
1)高强度材料塑性储备下降,会降低结构的安全裕度,需适当提高安全储备;
2)高强度钢焊接残余应力增大,需在安全系数中加以考虑;
3)新材料及其相应结构形式的建造和使用经验较少,需适当提高安全储备。
根据上述针对高强度钢的不良性能对结构的影响分析,采用高强度钢会降低结构的安全裕度,即从材料的角度考虑,应增大安全系数,但为了控制结构重量的增加,又应降低安全系数。因此,必须采取措施,在保证潜艇安全的前提下,控制或降低安全系数。主要措施如下:
1)通过提高制造精度来减小结构的几何偏差。
若壳板的初始偏差降低0.1t(t为板厚),则下潜深度可增加约3%~4%。因此,结构的偏差标准,以及超差加强方法非常重要。
2)通过工艺措施,降低焊接残余应力。
3)通过提高操纵自动化水平和航速、升降舵角的限制管理,减小因控制失误导致的超深。
4)通过采取有效的防腐措施,减小因锈蚀引起的厚度减薄。
5)通过采用适合于高强度材料特性的结构形式,降低结构的应力集中。
2.2强度标准问题
除总的负载储备外,由于各个构件在抵抗外载荷中所起的作用不同,因此,还有一部分强度储备应分别考虑到不同结构的许用应力和稳定性储备中。在不同结构的许用应力中,也包含了强度储备k,即σ结构≤kσs。其中:σ结构为结构应力;σs为材料的屈服强度。在承压结构不同部位的稳定性中,也包括了稳定性储备k1,即P结构≥k1Pc。其中:P结构为结构失稳临界压力;Pc为耐压船体的计算压力。耐压船体各种结构件的许用应力和稳定性储备定额主要考虑下列因素[13,16]:
1)结构失效模式及其对潜艇的毁伤程度;
2)结构的性质及其重要性程度;
3)结构强度和稳定性计算方法的准确性;
4)制造工艺对结构强度的影响(由制造工艺引起的材料机械性能和厚度的变化);
5)新材料制造的各种结构模型的试验数据所表现出的规律。
对于耐压船体的主要结构形式——加肋圆柱壳的许用应力和稳定性储备一般为:肋骨是保证圆柱壳形状的主要构架,其强度储备最大,在计算压力下保持结构在线弹性状态,因此肋骨的强度储备系数k = 0.56~0.6;肋骨之间的壳板周向中面应力是直接平衡潜艇深水压力的应力,所以其强度储备很大,在极限压力下保持线弹性,即σ= 0.57σs~0.6σs,则在计算压力下,壳板跨中中面周向应力的强度储备系数k = 0.57K~0.6K;跨端壳板内表面纵向应力为因结构刚度不连续导致的局部弯曲应力,其强度储备最小,k = 1.10~1.15;肋间壳板的稳定性储备k1= 1.0;舱段总体稳定性储备比肋间壳板的稳定性储备大,k1= 1.2~1.3,主要是为了确保因爆炸作用或者任何使用原因而在肋骨间的壳板上形成深度有限的凹陷之后的承载能力。同时,舱段稳定性的计算方法误差稍大,模型试验结果的离散性便也较大。
对于端部耐压球面舱壁,由于由新材料、新制造工艺引起的材料机械性能变化、厚度变化较大,同时球壳制造的几何偏差难以控制[17],故模型试验结果的离散性较大,所以球壳的强度储备和稳定性储备均较大,k = 0.4~0.6,k1= 1.2~1.25。
对于新型高强度钢潜艇,由于高强度钢对应力集中更敏感,因此对高应力部位(如:开孔加强部位、锥—柱结合部位)应力的控制更严格,即降低高应力部位的许用应力。
在确定具体的许用应力和稳定性储备定额时,需要采用新材料制造的大量试样、简化模型和大比例模型的试验结果作为依据,并且还需要参考潜艇使用过程中船体损伤的资料。
3 主体结构(稳定性)计算问题
艇体结构的壳板局部稳定性和舱段总体稳定性一般均可表示为Pcr= CmCgPe。其中:Pe为壳板局部弹性失稳压力或舱段总体弹性失稳压力;Pcr为壳板局部失稳临界压力或舱段总体失稳临界压力;Cm为材料非线性修正系数;Cg为壳板或舱段几何非线性修正系数。
材料发生变化,将使结构稳定性计算中的材料非线性修正系数Cm发生变化,该变化可以通过采用新材料制造的试样和简化模型试验确定。另外,载荷改变和材料屈服强度改变将引起大深度潜艇耐压结构的几何参数改变,如壳板厚度的增加小于肋骨尺度的增加幅度,会导致舱段总体稳定性计算的误差修正量Cg发生改变[13,16,18]。这种变化需要通过采用高强度材料制造的大比例模型破坏试验予以确定和验证。由于舱段总体稳定性模型试验结果离散度较大,且计算方法误差较大,因此需要相当数量的模型进行试验验证。
对采用高强度钢制造的潜艇,为了降低安全系数的取值,需要提高制造精度,减小实际结构与图纸的几何偏差。因此,需要重新确定制造精度。确定合理的制造精度,一方面要通过理论计算,研究不同几何偏差对强度、稳定性和极限承载能力的影响;另一方面要通过实尺度模型,确定制造精度控制的可行性和实际制造精度的概率分布。最后,通过带有各种几何偏差的系列大比例模型试验进行验证。
当潜艇由于采用新材料,在制造过程中改变了结构制造工艺(如端部球面舱壁)时,新材料的新制造工艺会导致材料机械性能和厚度的变化不同于原材料,如果这些变化是偏于危险的,则必须计入到结构的强度设计计算中[19]。这种因新材料的新工艺引起的材料机械性能和厚度等的变化,必须通过系列试样进行变化规律的试验,再通过实尺度工艺模型的制造、压力试验和性能解剖试验予以验证。
当潜艇采用高强度钢时,焊缝的残余应力将增大。一般耐压结构的实际应力由3部分组成:标称应力(该结构形式固有的应力,与材料无关)、应力集中(因结构刚度不连续产生的应力,如加强肘板的根部)和制造工艺产生的应力(如:焊缝的残余应力、结构弯制时的成型残余应力)。高强度新材料的焊缝残余应力的增大,将影响结构的疲劳强度。对于这个问题,一方面需通过可行的工艺措施消除或减小残余应力,另一方面需通过大量实际测量数据的积累,掌握残余应力的规律和水平,必要时,对安全系数进行适当修正。
4 局部结构形式及其低周疲劳问题
众所周知,潜艇在下潜、上浮过程中,耐压船体存在低周疲劳问题。由于高强度钢相对疲劳强度和断裂韧度较低,对结构刚度突变和制造缺陷的敏感性增大,使得低周疲劳成为高强度钢结构的重要破坏模式之一。为解决高强度钢潜艇结构的低周疲劳强度问题,需从3个方面采取措施:一是采用合理的局部结构形式[14];二是控制耐压壳体的峰值应力水平;三是对耐压结构进行低周疲劳设计,以满足潜艇全寿期的下潜次数要求。
由于高强度钢制造的耐压结构的低周疲劳强度影响到了结构全寿期的安全性,因此在较低强度等级钢制造的潜艇上能够采用的一些局部结构形式,并不适用于高强度钢制造的潜艇耐压结构。所以必须改变结构形式以使耐压船体的局部结构形式合理化,从而提高结构的疲劳寿命。例如:将锥—柱结合改为锥—环—柱结合结构(图1);将开孔围栏的角焊缝,改为圆弧裙边结构,将焊缝移到低应力部位(图2)。这些措施可以有效提高局部节点结构的疲劳寿命[20-21]。因此,对于高强度钢制造的潜艇,必须针对大深度潜艇耐压结构上所有的局部节点结构进行研究,仔细降低每一个局部结构特别是焊缝的高峰值应力,才能保证整个耐压结构的全寿期安全性。

图1将锥—柱结合结构改为锥—环—柱结构Fig.1 Changing from cone-cylinder combined shell to cone-toroid-cylinder one
图2将开孔围栏的角焊缝连接改为圆弧裙边对接缝Fig.2 Changing from fillet weld to butt seam at coamings
如果无法通过改变结构形式,或必须付出很大的重量代价来有效控制峰值应力的局部结构,则需要进行低周疲劳寿命计算,以使结构满足潜艇全寿期下潜次数的寿命要求。为此,需要解决一系列的问题,包括:确定潜艇全寿期允许下潜到工作深度和极限深度的次数及其安全系数、建立适用于潜艇耐压结构的疲劳寿命计算方法等[22-26]。因此,必须针对所采用的高强度材料和结构进行一系列试验,得到材料、焊接接头以及典型节点结构的疲劳寿命曲线(S-N曲线)、材料的断裂韧度及裂纹扩展参数等,从而计算结构疲劳强度。由于疲劳寿命计算方法误差较大,试验的离散性也较大,因此其安全系数一般较大。材料、接头、结构的疲劳寿命曲线需要通过大量的试样和简化模型的系列疲劳试验获得。结构的疲劳特性与钢板的厚度有关,薄钢板的裂纹扩展规律与厚钢板的不同,因此,在结构疲劳试验中,不仅要模拟应力状态,而且必须注重试样或简化模型的钢板厚度,以保证试验结果的有效性[27-29]。图3为实际板厚的结构试件进行三向复合载荷疲劳试验的示意图。
图3结构疲劳试验的实际板厚三向复合加载示意图Fig.3 Illustration of combined triaxial loading for real thickness specimen during structural fatique test
一般而言,提高焊接结构疲劳寿命的方法是消除焊缝的残余应力。已有研究结果表明,热处理方法具有较好的效果,但对潜艇这种大型焊接结构来说,实施有一定难度。
5 制造工艺问题
5.1焊接工艺
由上述材料不良因素的分析可知,随着材料强度的提高,其焊接性能随之下降,使得焊接和热处理工艺更加复杂、严格,从而增加了加工难度。而且,当偏离焊接和热处理工艺窗口时(工艺窗口小),产生缺陷的概率会大幅增加,从而降低潜艇耐压结构制造的可靠性。
为了降低风险,对于高强度的潜艇耐压壳,采用低匹配焊(即焊材的屈服强度略低于母材)。使用低匹配焊的最大好处是焊接工艺不再需要严格而昂贵的焊后热处理,并可取消预热或降低预热温度。通过降低屈服强度,提高焊缝的韧性,以降低焊接的裂纹敏感性,同时,通过增大焊缝的加强高度尺寸,即增加焊缝部位的厚度来保证焊接接头的结构强度与母材相等。要开展低匹配焊材的研制,必须经过广泛的材料试验和工艺模型试验。在上艇使用前,必须经过实际结构工艺模型的验证。
另外,耐压船体上除耐压壳体对接缝和耐压加强结构焊缝外,还有非耐压结构与耐压结构的连接焊缝。这种焊缝数量大,且有些部位实际施工时难以完全达到高强度钢所要求的焊接工艺要求。非耐压结构的焊缝本身的缺陷虽然不会影响结构的安全性,但扩展到耐压船体上,会给潜艇带来重大安全隐患。因此,必须根据非耐压结构的特点,仔细处理与耐压船体焊接的非耐压船体的连接结构,采取可靠性高的焊接形式。如图4所示,以往的内部液舱与耐压壳板焊接时,直接采用双面角焊缝。由于液舱内部空间狭小,液舱内部的角焊缝质量难以保证,其产生的缺陷容易扩展到耐压壳板。对于更高级别强度钢,为保证耐压壳板的制造可靠性,可在内部液舱壳板上增加2条对接缝,先将一段液舱壳板与耐压壳板双面角焊。此时,因为焊接空间宽敞,角焊缝质量可以有效地得到保证。然后,再在内部非耐压液舱壳板上焊对接缝。此时,即使对接缝的质量不高,但该焊缝的缺陷不会扩展到耐压壳板,从而保证了耐压壳板的安全性。
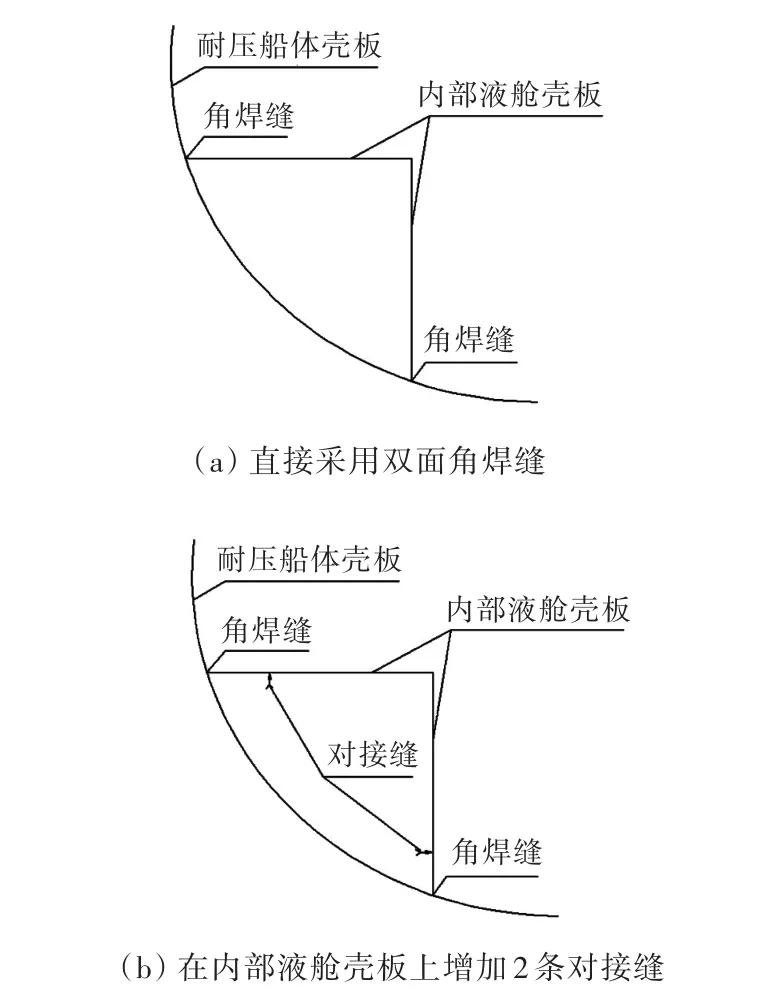
图4非耐压内部液舱与耐压壳板的焊缝布置变化示意图Fig.4 Welding seams layout in non-pressure liquid tanks and the pressure shell
5.2制造工艺
根据耐压结构的强度储备分析,必须降低结构制造的几何偏差,因此制造精度控制技术的提高是新型高强度钢潜艇的关键技术之一。根据高强度钢潜艇合理结构形式分析,端部耐压舱壁应采用球面舱壁,锥—柱结合部位应采用环壳结构(即锥—环—柱结构),开孔围栏应采用带裙边的锻环结构等。这些新型结构形式都需要重新建立一套全新的制造工艺。即使对于原来已有的结构形式,如大直径的端部耐压球面舱壁和耐压液舱,由于材料不同,焊接工艺不同,其制造工艺也完全不同,需要重新建立端部球面舱壁的成型、焊接和制造精度控制工艺。图5所示为大直径端部球面舱壁,采用极板和12块上温带板先成型再拼焊的制造工艺的示意图。
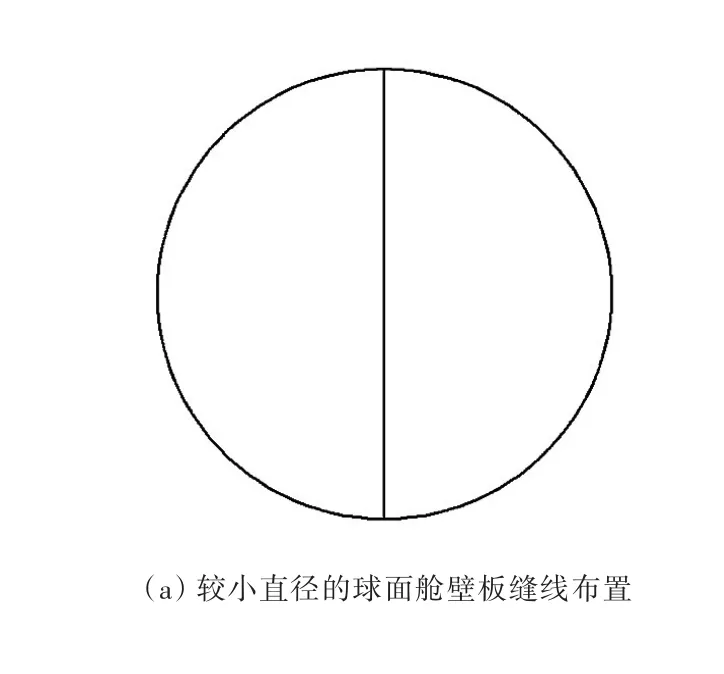
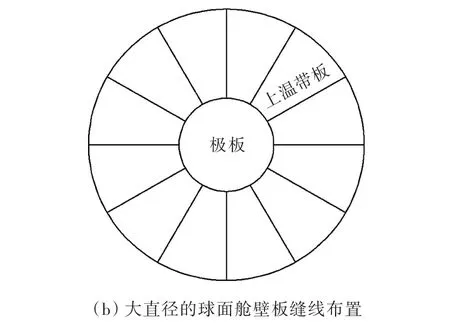
图5端部球面舱壁不同制造工艺、不同焊缝布置Fig.5 Different maufacturing processes and welding seam layout for domed bulkheads
5.3检验技术
高强度钢潜艇耐压船体制造质量的检验技术,主要是焊缝无损探伤技术、形状(几何偏差)的测量技术,以及船台液压试验技术。
耐压船体焊缝探伤的可靠性是保证潜艇结构安全性的最后一道关口。根据高强度钢的不良特性分析,高强度钢因对焊接工艺的偏离更为敏感,容易产生裂纹。因此,必须提高焊缝无损探伤的可靠性[30]。焊缝无损探伤的可靠性主要体现在3个方面:
1)对缺陷的检出率要高,特别是对关键焊缝的危险缺陷的检出率应达到100%。
2)对缺陷性质和数量判定的准确性要高。对于高强度钢,无损探伤应以检测出危险缺陷为主,对其他类缺陷,应提高定性、定量判定的准确性,尽量避免不必要的返修。因为返修对高强度钢来说,不仅会降低材料的力学性能,而且还会增加产生危险缺陷的可能性。
3)减少人为因素和环境因素对无损检测结果的影响,如无损检测图像可记录等。
提高焊缝无损探伤可靠性的技术措施主要体现在以下3个方面:
1)在提高现有射线探伤和超声波探伤设备能力的基础上,采用更为先进的探伤技术,如压力容器使用的衍射时差法(TOFD)和超声相控阵技术。另外,声发射技术作为发现裂纹缺陷的辅助手段具有一定的优势。
2)建立高强度钢及其所有配套焊材焊缝的射线、超声、渗透等探伤方法的完整检测标准。
3)需要建立高强度钢制造的潜艇耐压船体焊缝探伤条件和复验技术要求,以保证所有焊接缺陷在建造期间都能被检出。
为了检验耐压船体焊接的可靠性,除了进行无损探伤外,应在耐压船体完成建造后,进行极限深度的液压试验,液压试验后应对焊缝进行一定比例的抽查。
6 试验验证问题
模型试验是潜艇结构研究的主要手段,也是保证新型高强度钢制造的潜艇耐压船体安全性的必要过程。模型试验不仅需要大量的试样和系列缩比模型的破坏试验研究其规律,而且实尺度和实板厚验证试验也必不可少。
在俄罗斯、美国、德国等潜艇强国的潜艇研制过程中,不仅开展了大量的研究和试验工作[1-7],而且也在工程中出现过涉及安全性的问题。其经验教训是,在采用新型高强度钢研制潜艇的过程中,必须对耐压结构进行充分的试验。除大量缩比模型试验外,实板厚结构试件,特别是实尺度模型非常必要。实板厚或实尺度模型不仅对验证结构力学特性很重要,而且其焊接工艺试验对结构的安全性和可靠性也很重要。
俄罗斯/前苏联采用小比例缩尺、1∶2和1∶1的舱段模型,进行静力强度、交变强度和动力强度的试验性检验。为此,在建造厂中建造了3个专用的高压试验筒,其直径分别为5,12和15 m,相应的长度分别为20,27和55 m,压力分别是40,20 和16 MPa,用于完成耐压壳体和设备的结构耐海水压力的试验。前2个高压试验筒用于不同结构形式的缩尺和实尺度舱段的静力和交变强度试验,第3个高压试验筒用于潜艇壳体大分段的水压试验。
第二次世界大战结束后不久,美国海军在建造“大青花鱼”号试验潜艇时最重要的试验内容是确定采用HY80高强度钢建造潜艇的适用性。为此,船厂建造了一个直径约9 m的试验设备,进行实尺度耐压结构的承压试验。该试验为美国海军大量使用HY80高强度钢奠定了基础,推动了这种高强度钢的成型技术和焊接技术的发展。HY80钢被美国随后各级潜艇采用长达30年之久。而HY100在“海狼”号潜艇上应用时,由于没有采用实尺度模型验证焊接工艺,结果造成了很大的问题和返工[15]。
高强度钢的材料特性和制造工艺特性对耐压结构影响较大,也需要有一定数量的缩比模型。由于材料的改变,即使同样的耐压船体结构形式,其力学性能也有差别。特别是对于那些本身与试验值之间存在一定误差的计算方法(如:舱段的总体稳定性、疲劳寿命、带初挠度的结构强度和稳定性计算等),试验数据具有一定离散性,更需要增加模型试验的数量。
7 高强度钢潜艇结构牵连的其他问题
7.1结构变形问题
高强度钢的屈服强度提高,但弹性模量不变,随着载荷的增大,耐压结构的变形也会增大。耐压结构的变形增大,对耐压结构强度本身来说并无问题,但会对轴系、舵杆等穿耐压船体传动杆的安装、大型设备的安装、铺板的连接结构以及系统管路等造成问题。前苏联的“共青团员”号核潜艇在研制时,由于采用了弹性模量低的钛合金,其结构变形更大,因此特别指出结构变形的增大将对轴系、舵杆等穿耐压船体传动杆的安装、大型设备的安装、铺板的连接结构造成影响,尤其是轴系和升降舵杆,如果因结构变形而卡滞或严重摩擦,则会影响到潜艇的安全性。在潜艇的研制过程中,对与耐压船体相连的传动装置、管路、平台及大型设备,必须研究与耐压结构的变形协调,其应作为主要问题之一予以重视和解决。
7.2耐压船体开孔数量问题
潜艇在大深度航行时,最危险的是耐压壳体上的舷侧开孔。多一个开孔,就多了一个进水的危险源。为提高高强度钢潜艇耐压船体的安全可靠性,必须尽量减少耐压船体的开孔数量。前苏联的“共青团员”号核潜艇,某个舱的开孔数量从58个减少到了38个。美国的“海豚”号深潜试验艇,其下潜深度达到1 400 m,为了保证耐压壳体强度的可靠性,其在大深度航行时,在直接受到海水压力的耐压船体上,开孔数量只有3个。为了减少开孔数量,该试验艇的冷却系统采用的是特殊的媒质冷却方式。这些都说明减少开孔数量是提高大深度潜艇耐压结构安全性和可靠性的重要措施。
7.3腐蚀特性改变问题
增大下潜深度,不仅耐压船体会采用新材料,其他设备系统也会采用新材料。每一种新材料的使用,其腐蚀特性都是不同的。在采用新型高强度材料研制潜艇时,必须重新研究防腐体系和保护措施。德国海军早期由AM10低磁钢制造的201级潜艇U2,U4和U3均先后发现了小裂缝。这些小裂缝最初被认为是焊接裂纹,进一步观察后被认为是腐蚀裂纹。经过深入研究,确认应力裂纹腐蚀是潜艇产生小裂缝的原因。
前苏联的“共青团员”号核潜艇的耐压船体是采用钛合金制造,为避免不同材料之间的电位差造成的电化学腐蚀问题,与耐压船体连接的非耐压结构、设备、升降装置、发射管等,一律采用钛合金。而前苏联的670M型核潜艇,其耐压船体采用AK25钢,非耐压壳体、耐压指挥室采用低磁钢,上层建筑、指挥室围壳采用铝合金,声呐导流罩、艉部非水密结构和艉部稳定翼采用钛合金,因为采用了大量不同种类的材料,会造成电化学腐蚀,该艇为此采取了专门的保护措施。
8 结 语
随着潜艇下潜深度的增加,耐压船体必然采用屈服强度更高的高强度钢。高强度钢在使用中存在一些不良因素,会导致耐压结构在强度储备、强度稳定性计算方法及其修正系数、制造工艺等方面发生变化。特别是低周疲劳成为高强度钢大深度潜艇结构的重要破坏模式之一,因此,需要研究适用于高强度钢的局部高应力结构形式,并应对其进行低周疲劳结构设计。根据前苏联/俄罗斯、美国、德国潜艇的研制经验,一是结构技术必须进行充分的试验,1∶1,1∶2的模型试验是他们常用的研究手段,通过试验、计算、验证来突破耐压结构设计计算中的关键技术;二是工艺模型对于验证焊接技术、几何精度控制技术等非常重要;三是对于大深度潜艇工程,还必须解决大深度潜艇结构的牵连问题,如变形增大、腐蚀特性变化等问题,另外,减少开孔数量是提高结构安全性和可靠性的有效措施。
参考文献:
[1]布罗夫B H.俄罗斯军舰建造近百年史[M].耿惠彬,曾德尧,译.上海:船舶工程编辑部,1999.
[2]龚九功.潜艇技术发展专集[M].武汉:第七〇一研究所,1999.
[3]吴崇健,王航昭,毛卫,等.新世纪常规潜艇高新技术发展研究文集[M].武汉:中国舰船研究设计中心,2005.
[4]杨学宁.苏联和俄罗斯核潜艇的技术和发展[M].武汉:[出版者不详],2005.
[5]杨学宁.二次大战役中的试验潜艇—战斗潜艇的另一侧面的发展史[M].武汉:[出版者不详],2009.
[6]格尔戈利耶夫B V.超越时代的核潜艇—705(705K)型核潜艇的设计、建造和使用历程[M].武汉:中国船舶重工集团公司第七一九研究所,2005.
[7]李方,张晓阳.德国潜艇百年[M].北京:国防工业出版社,2011.
[8]方志刚.高性能船舶用金属材料[M].北京:化学工业出版社,2015.
[9]马运义,冯余其,杨雄辉,等.我国舰船装备对材料的需求与应用探讨[J].新材料产业,2013(11):11-16.
[10]宋晓东.“机敏”级潜艇设计和建造的经验教训[J].舰船科学技术,2012,34(8):137-140. SONG Xiaodong. Lessons from design and building of the Astute submarine[J]. Ship Science and Technolo⁃gy,2012,34(8):137-140.
[11]杨敏.船舶制造基础[M].北京:国防工业出版社,2009.
[12]陈孝渝.潜艇和潜水器结构的低周疲劳[M].北京:国防工业出版社,1990.
[13]徐秉汉,朱邦俊,欧阳吕伟,等.现代潜艇结构强度的理论与试验[M].北京:国防工业出版社,2007.
[14]郭日修.大潜深潜艇结构设计若干问题的探讨[J].论证与研究,2006(1):6-10.
[15]General Accounting Office. Navy ships problems con⁃tinue to plague the Seawolf submarine program:GAO/ NSIAD-93-171[R].Washington:United States Gen⁃eral Accounting Office,1993.
[16]GABLER U. Submarine design[M]. Oxford:Case⁃mate UK Ltd,2010.
[17]姚熊亮,刘庆杰,孙谦.球面艏端隔壁结构焊接变形研究[J].哈尔滨工程大学学报,2006,27(6):806-811. YAO Xiongliang,LIU Qingjie,SUN Qian. Welding deformation research on the structure of spherical stem-bulkhead[J]. Journal of Harbin Engineering University,2006,27(6):806-811.
[18]罗培林.强度稳定综合理论[M].北京:科学出版社,2015.
[19]尼本亚米诺夫B P.具有初始缺陷水下耐压结构的承载能力[M].圣彼得堡:圣彼得堡林科出版社,2007.
[20]舒斌.潜艇大开孔补强结构研究[D].武汉:中国舰船研究设计中心,2011.
[21]施涛.典型耐压船体开孔加强结构优化设计[D].武汉:华中科技大学,2012.
[22]WAN Z Q,WANG Y J,BIAN R G,et al. Fatigue life prediction of structural details of submarine pres⁃sure hull[J]. Journal of Ship Mechanics,2004,8 (6):63-70.
[23]刘德重,冯琼,张升才,等.船用10Ni5CrMoV高强钢的疲劳性能[J].材料科学与工程学报,2014,32 (2):227-233. LIU Dezhong,FENG Qiong,ZHANG Shengcai,et al. Fatigue performance of marine high strength steel 10Ni5CrMoV[J]. Journal of Materials Science & En⁃gineering,2014,32(2):227-233.
[24]CUI W C,WANG F,HUANG X P. A unified fatigue life prediction method for marine structures[J]. Ma⁃rine Structures,2011(24):153-181.
[25]SCHIJVE J. Fatigue of structures and materials[M]. Netherlands:Springer,2009.
[26]张鼎,黄小平.复杂载荷作用下潜艇结构疲劳裂纹扩展预报方法[J].舰船科学技术,2012,34(2):11-16,21. ZHAGN Ding,HUANG Xiaopiang. Procedure to pre⁃dict fatigue crack growth of submarine structures un⁃der complex loading conditions[J]. Ship Science and Technology,2012,34(2):11-16,21.
[27]周宏飞,严仁军. HTS-A钢对接接头双轴低周疲劳萌生寿命研究[J].中国造船,2014,55(2):58-66. ZHOU Hongfei,YAN Renjun. Study on crack-initia⁃tion life of low-cycle biaxial fatigue at butt joint of HTS-A steel[J]. Shipbuilding of China,2014,55 (2):58-66.
[28]SHEN W,YAN R J,XU L,et al. Experimental study on biaxial compressive-compressive fatigue of T junction[J]. Journal of Ship Mechanics,2014,18 (12):1460-1471.
[29]SUSMEL L. Multiaxial notch fatigue:from nominal to local stress/strain quantities[M]. Boca Raton:CRC Press,2009.
[30]TANG W Y,LI D Q,ZHANG S K. Risk based rank⁃ing of nondestructive inspection performance for ship structures[J]. Journal of Ship Mechanics,2005,9 (6):63-75.
Overview of vital matters on high strength steel utilization in submarines
YANG Jianming,ZHANG Xinyu,LIU Chaojun
China Ship Development and Design Center,Wuhan 430064,China
Abstract:With the increasing diving depth of submarines, high strength steel are often required, as steel is the major material in building the pressure hull of submarines. However, certain disadvantageous factors are observed in the actual operation with high strength steel, including the decrease of the fatigue strength and the plastic reserve. These factors will increase the sensitivity of the structure to manufacturing defects, the processing difficulty, the sensitivity of the deviations from the process, and the residual stress, etc. This paper reviews the special defects of high strength steel applied on the hull of submarines in accordance with the features of the high strength steel. Meanwhile, it deals with strength reserve, major hull structural style, calculated parameters, high stress local structural style, low cycle fatigue tests, manufacturing tech⁃nique, verification technique, and proof test etc. Finally, corresponding views are presented in combination with engineering practices.
Key words:high strength steel;submarine;low cycle fatigue;safety factor;proof test;overview
作者简介:杨建明(通信作者),男,1963年生,博士,研究员。研究方向:船舶结构试验与设计,疲劳与断裂。E-mail:huayu_yang@163.com张新宇,男,1964年生,研究员。研究方向:船舶结构试验与设计刘朝骏,男,1978年生,硕士,高级工程师。研究方向:船舶结构试验与设计
基金项目:国家部委基金资助项目
收稿日期:2015 - 06 - 11网络出版时间:2016-1-19 14:55
中图分类号:U661.4
文献标志码:A
DOI:10.3969/j.issn.1673-3185.2016.01.005
网络出版地址:http://www.cnki.net/kcms/detail/42.1755.TJ.20160119.1455.002.html期刊网址:www.ship-research.com
引用格式:杨建明,张新宇,刘朝骏.高强度钢在潜艇应用中的若干重要问题综述[J].中国舰船研究,2016,11(1):27-35. YANG Jianming,ZHANG Xinyu,LIU Chaojun. Overview of vital matters on high strength steel utilization in submarines[J]. Chinese Journal of Ship Research,2016,11(1):27-35.
猜你喜欢
小哥白尼(军事科学)(2022年1期)2022-04-26
小哥白尼(军事科学)(2021年6期)2021-11-02
力学与实践(2021年4期)2021-08-30
航空发动机(2021年1期)2021-05-22
小哥白尼(军事科学)(2021年12期)2021-03-29
小哥白尼(军事科学)(2021年11期)2021-02-28
电子制作(2019年10期)2019-06-17
电子制作(2019年24期)2019-02-23
NBA特刊(2018年21期)2018-11-24
中国科技纵横(2015年23期)2015-11-22
