分床精处理阳树脂再生用水量高原因分析与处理
2016-04-11 08:39张志国王涛英
电力科技与环保 2016年4期
张志国,王涛英
(1.中电投河南电力有限公司技术信息中心,河南郑州450001;2.华电电力科学研究院内蒙古分院,内蒙古呼和浩特010020)
分床精处理阳树脂再生用水量高原因分析与处理
张志国1,王涛英2
(1.中电投河南电力有限公司技术信息中心,河南郑州450001;2.华电电力科学研究院内蒙古分院,内蒙古呼和浩特010020)
针对某厂空冷机组阳阴分床精处理阳树脂再生耗用除盐水量大的问题进行分析,发现主要原因是再生擦洗程序设置不合理、树脂擦洗水位控制不好、阳树脂机械截留导致的污染。进行了擦洗程序优化,增加了空气擦洗次数;进行了设备改造,加装了倒U型排水管。解决了阳树脂再生耗用除盐水量大的问题,具有一定的经济效益和环保效益。
分床精处理;空气擦洗;倒U型排水管;再生用水量
0 引言
某电厂三期5、6号机组为600MW直接空冷机组,凝结水精处理系统为中压系统,对凝结水进行全容量处理。每台机组精处理系统由2×50%高速阳床和2×50%高速阴床组成,单台高速阳、阴床的正常设计出力为722t/h,最大出力为850t/h。阳床系统单元设置100%大旁路系统,设有电动调节蝶阀。阴床系统单元设置100%大旁路系统,设有电动调节蝶阀。每台机组的高速阳床和阴床分别设置1台再循环泵,其流量为1台高速阳床和阴床正常运行流量的50%~70%。2台机组共用1套体外再生系统,阳、阴床正常运行时无备用。高速阳床和高速阴床树脂输送系统的设计能使树脂全部从床内传至各自再生罐,传脂率≥99.9%。
冬季来临,由于供暖供气的需要,导致全厂补水量增大,水处理车间制水负担加重;加之精处理再生过程产生大量废水,废水处理装置无法及时处理。为了降低除盐水消耗,针对三期精处理阳树脂再生耗用水量高的问题进行了分析及处理。
1 数据分析
一期1、2号机为600MW湿冷机组,精处理由2 ×50%前置过滤器和2×50%高速混床组成。取2013年7月一期精处理混床、三期精处理阳树脂再生记录进行耗用除盐水水量进行汇总分析,得出一期精处理混床单位再生耗用除盐水量28.3t/万t,三期精处理阳树脂单位制水量再生耗用除盐水量63.2t/万t。三期精处理阳树脂再生用水明显高于一期混床再生用水(见表1)。
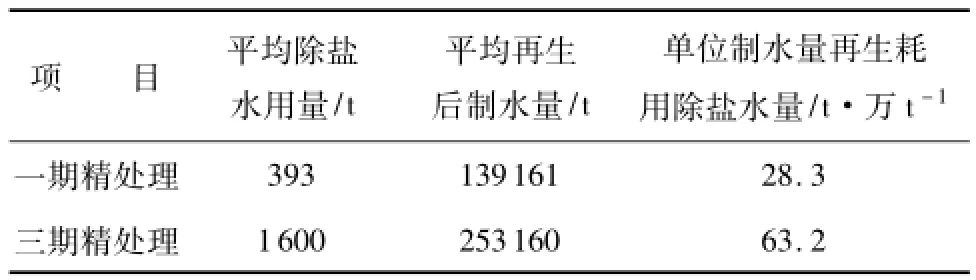
表12013 年7月一期混床、三期阳树脂再生汇总
对三期精处理阳树脂再生步序分析,在内置程序情况下,按照冲洗水泵出口流量进行计算,得知树脂失效输送及备用树脂回传阶段耗水量为145t,树脂清洗阶段耗用除盐水量为1100t,进酸再生阶段耗用除盐水量为330t,再生完毕传至储存罐备用耗用除盐水量为30t。
通过上述数据可知,树脂擦洗阶段耗用除盐水量较大,占整个再生过程用水量的68.75%,直接导致分床精处理阳树脂再生耗用除盐水量大。
2 原因分析
三期精处理阳阴分床精处理未设置前置过滤器,树脂除去除盐作用之外,在运行中截留了很多腐蚀产物。为保证再生效果,在进酸前必需把吸附在树脂上的腐蚀产物通过空气擦洗工艺擦洗下来。擦洗过程就是反复从底部通压缩空气进树脂再生塔以使失效树脂间发生相互磨擦从而使吸附在树脂上的腐蚀产物脱落下来,然后立即用除盐水从上到下淋洗,从而使脱落下来的腐蚀产物从底部排走。对阳树脂擦洗阶段耗用除盐水量大的原因进行分析。
2.1 树脂擦洗水位控制不好
精处理树脂再生程序中排水均是通过排水时间来控制,由于运行时间较长,存在树脂流失现象,导致每套树脂量不一样,在跟踪再生过程中发现确实存在擦洗时水位控制过低或过高的情况,影响擦洗效果。在擦洗过程中都是执行自动擦洗程序,由于水位控制不好,确实存在需要暂停自动程序,手动进行水位调整的情况。
2.2 树脂存在污染
通过对精处理进水取样分析,凝结水电导率一般在3~5μS/cm之间,凝结水Fe含量在10.89~22.07μg/L,钠含量为0.70~5.20μg/L,符合凝结水水质标准。由于空冷岛面积巨大,存在空气泄漏可能,导致凝结水Fe含量偏高于湿冷机组;阳树脂擦洗时,初期正洗排水成黑酱油色,说明分床精处理阳床机械截留作用明显,阳树脂有可能被污染。现场人员对树脂取样,进行铁污染性试验,测得树脂中的铁含量为0.39mg/g,与表2对比,证明树脂低度铁污染。
2.3 再生擦洗程序不合理
树脂擦洗过程中,再生罐擦洗液位依靠排水时间控制,由于每次再生树脂的情况不一样,导致出现时间控制的排水降液位存在不符合要求的现象。再生罐上部排水装置设置尼龙滤网防止树脂反洗跑出,反洗时没有细碎树脂洗出;加上树脂反洗排水比较干净,未见污物;在正洗、反洗之前对再生罐均要满水。故认为擦洗树脂时每个循环步序中设置反洗不合理。树脂擦洗流程:排水→擦洗水位调整→空气擦洗→充水→正洗→充水反洗(见图1)。
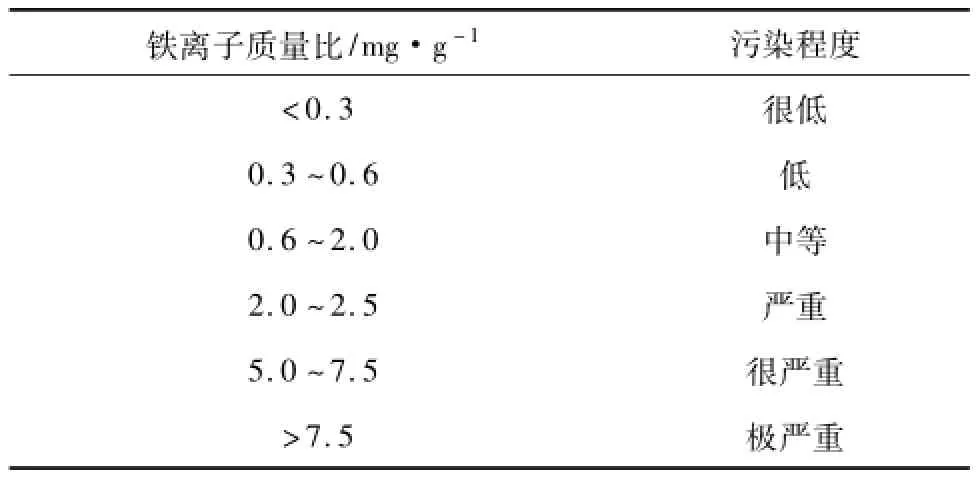
表2 树脂铁污染程度对比分析
综上所述,再生擦洗程序设置不合理、树脂擦洗水位控制不好、阳树脂机械截留导致的污染是造成阳树脂擦洗耗水量高的主要原因。
3 处理过程
3.1 进行再生调整试验
根据现场跟踪、试验,树脂机械截留作用明显,树脂擦洗阶段增加空气擦洗次数。程序调整内容为取消循环步序中的反洗,改为擦洗正洗排水干净之后,集中进行长时间反洗;取消正洗之前的充水步序,擦洗之后直接进水淋洗。这样既增加了树脂空气擦洗次数,对降低再生用水量及去除树脂截留物非常有用。优化后的擦洗步序为:排水→擦洗水位调整→空气擦洗→正洗→充水→反洗(见图2)。

图1 树脂擦洗流程

图2 优化后树脂擦洗流程
3.2 进行再生罐倒U型排水管改造
对阳再生罐进行改造,增加倒U型排水管,用于控制再生罐液位。修改再生阀门控制程序,使擦洗水位调整由原来的正洗排水门改成倒U型排水管控制,消除底排门排水时间长短对再生罐擦洗水位的影响,保证擦洗水位控制在树脂层以上200~300mm。阳树脂再生罐加装倒U型排水管见图3。
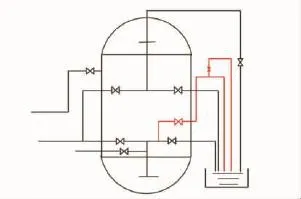
图3 阳树脂再生罐加装倒U型排水管示意
3.3 加装累计流量表
由热工人员对冲洗水流量计进行了反复检查校验,发现流量计准确完好,冲洗水泵出口流量计准确。并增加冲洗水累计流量,方便进行统计与计算,实现精细化管理。
4 效果分析
2013年11月底上述工作全部完成,对2014年4月的阳树脂再生情况汇总,见表3。并对近期5个月再生数据进行分析,见表4。

表32014 年4月份的阳树脂再生情况汇总
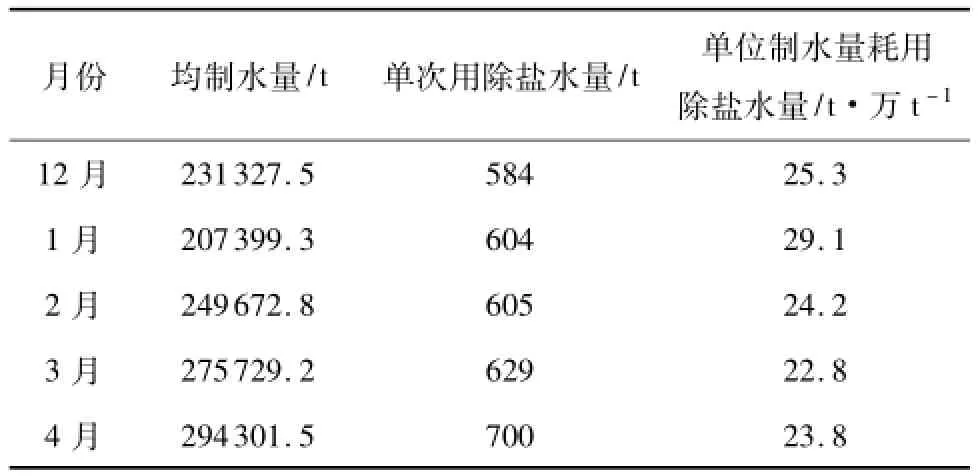
表4 优化后5个月再生数据分析
从表4可知,连续5个月月均单次用除盐水量分别为584t、604t、605t、629t、700t,与之前的1600t比较,下降幅度明显。一、二、三、四月份月均单床制水量呈现逐步上升趋势,制水量得到提高,再生优化取得预期效果。一至四月份制水量万t再生耗用除盐水量(t/万t)分别为25.3、29.12、24.23、22.81、23.80,明显低于优化前数值63.2,三、四月份下降幅度达63.9%和62.3%。说明此次优化后,节水效果极其明显。
5 实施后效益
在不考虑周期制水量增加导致再生总次数减少的情况下,三期精处理阳树脂月均单套再生节约除盐水900t,优化期间5个月再生30次,完成节水27000t,按照除盐水成本价格在15元/t,节约费用40.5万元;预计年节约除盐水6.5万t,费用近百万元。另外,较好地解决了空冷机组单次再生用除盐水量大的问题,降低了精处理再生除盐水消耗,实现了节水减排,创造了环保效益。
6 结语
(1)鉴于空冷机组的凝结水铁含量偏高的特点,单设分床精处理,阳床不但除盐,还起到了机械截留作用。建议直接空冷机组分床精处理前增设过滤器降低凝结水含铁量,防止树脂污染。
(2)通过再生程序调整及加装倒U型排水管措施,解决了分床精处理阳树脂再生耗用水量大的问题,并提高了高速阳床的周期制水量。同时证明树脂擦洗过程中增加空气擦洗次数可以对低程度铁污染的树脂实现复苏,提高周期制水量。
[1]郝树宏,尚玉珍.精处理树脂铁污染复苏处理探讨[J].山西电力,2007(3):23-24.
[2]李志成,王应高.分床精处理系统在直接空冷机组中的应用[J].热力发电,2008,37(5):74-76.
[3]郭包生,张志国,王涛英.600MW直接空冷机组凝结水温度变化与水质关系分析[J].华北电力技术,2007(10):1-3
[4]郭包生,罗奖合,李井泉,等.分床精处理应用于600MW直接空冷机组的汽水品质特点[C].电厂化学2007学术年会暨中国电厂化学网2007高峰论坛,2007.
Analysis and treatment on cation resin regenerated water of cation-anion separated bed polishing
The reason that the seperated beds in an air cooling power plant consume too much of demineralized water in regeneration is analyzed.It is found that the regeneration scrub program set unreasonable,scrub resin level control is not good,positive resin mechanical entrapment pollution caused due to high water consumption cation resin mainly scrub and scrub procedures were optimized and equipment modification,cation exchange resin regeneration solution to the problem of large consumption of brine in addition,produce economic and environmental benefits.
cation-anion separated bed polishing;air scrubbing;inverted U-shaped drain;regenerated water
X703.1
B
1674-8069(2016)04-045-03
2016-01-20;
2016-02-21
张志国(1982-),男,山东人,工程师,主要从事火电厂化学技术管理工作。E-mail:zzg6565686@sina.com
猜你喜欢
建材发展导向(2022年14期)2022-08-19
建材发展导向(2022年4期)2022-03-16
建筑与预算(2022年2期)2022-03-08
建材发展导向(2021年9期)2021-07-16
科技创新导报(2021年33期)2021-04-17
中华建设(2019年12期)2019-12-31
中国核电(2017年2期)2017-08-11
保健与生活(2017年7期)2017-04-16
人人健康(2017年6期)2017-04-11
恋爱婚姻家庭·青春(2015年8期)2015-07-21