压滤机机架的研制
2016-04-11 04:18江西铜业集团公司贵溪冶炼厂江西贵溪335424
铜业工程 2016年1期
匡 银,瞿 浩(江西铜业集团公司 贵溪冶炼厂,江西 贵溪 335424)
压滤机机架的研制
匡 银,瞿 浩
(江西铜业集团公司 贵溪冶炼厂,江西 贵溪 335424)
摘 要:压滤机是利用一种特殊的过滤介质,对对象施加一定的压力,使得液体渗析出来的一种机械设备。江铜集团(贵溪)冶金化工工程有限公司在对压滤机设备、备件的制作生产中,通过自主研究对工艺流程的改进及试验,取得了成功。创造了经济效益和节约了成本。主要介绍压滤机机架制作工艺流程以及钢结构制作部分的研发制造过程。
关键词:压滤机;压滤机机架;制作工艺流程;焊接变形;焊接工艺;变形控制
1 引言
江铜集团公司贵溪冶炼厂于1985年12月建成投产,经过一期、二期、三期的建设,目前已形成两个系统。在生产过程中很多车间都要用到压滤机, 如新材料车间主要生产铋、锑、铼酸铵等稀有金属及硫酸铜。其中硫酸铜的生产工艺比较复杂,它在生产过程中需要用压滤机将水和渣分离,而电解车间也需要用压滤机将阳极泥、水、渣进行分离,同样一车间也需要压滤机的分金、分银、分碲等。由于要求具有较强的防酸、防腐蚀能力。原有的压滤机不能很好地满足生产,需要购买新型压滤机,但采购周期长且难以适应现场需要。今年贵冶各生产车间需要的数量比较多,其型号大小不一,且时间紧。为此厂部决定委托冶金化工工程公司对其压滤机进行自主研发、设计及制造,而我们工段主要任务是对其钢结构机架进行制作加工。
2 压滤机的主要结构组成
自主设计研发的厢式压滤机如图1所示,主要由头部装置、过滤装置、动板、大梁、开板装置、油缸以及尾部装置组成。
其中过滤装置中的滤板与滤布对于压滤机的效率影响比较大,而整个机架则是对于压滤机的使用寿命有着决定性的影响 。在压滤机所有制作组件中,压滤机机架的作用是用来支撑和约束过滤机构,使得过滤机构满足过滤、压榨、洗涤滤饼等的功能要求。机架是压滤机的基础部件,两端是头部装置和尾部装置及动板,两侧的大梁将二者连起来,大梁还用以支撑滤板装置和动板装置等。
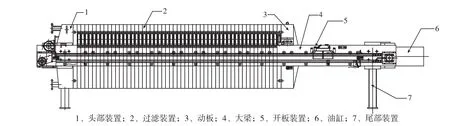
图1 厢式压滤机
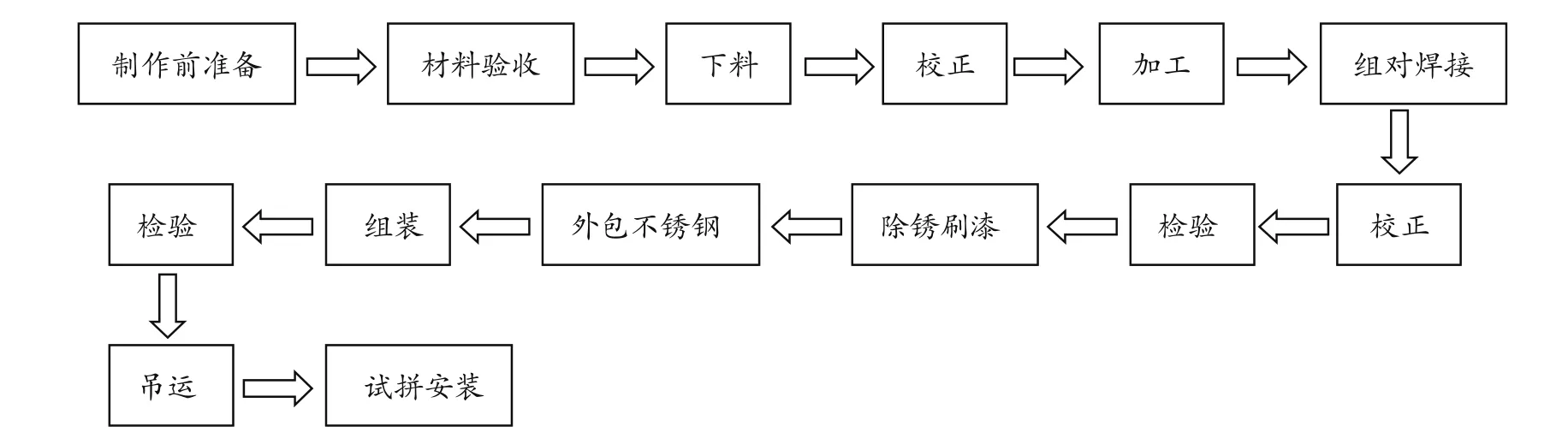
3 制作工艺流程
制作工艺流程如下:
4 制作工艺措施
4.1材料的焊接性与选材
影响焊接质量和焊接成本的因素很多,其中所选材料的焊接性是不容忽视的[1]。因此我们在选材时在对材料(母材)的强度、韧性、耐磨性以及防腐蚀等物理、机械性能给以关注的同时,也对材料的焊接性给以足够的重视。机架作为承重及运行压力承载构件,构件变形控制要求高尺寸精度控制严。因此我们建议机架材质为Q345。Q345其综合力学性能良好,具有焊接性好,机械强度高等特点。同时根据使用环境防腐的要求还要316l不锈钢包覆。
4.2材料下料制作方案
根据单位焊接设备能力、焊工状况、现有的焊接方法和焊接生产条件,制定出产品初步焊接方案[2]。结合现场的施工条件和其结构特点制定了总工艺流程。该机架的建造工艺分为6个阶段即:准备材料、零部件制作、组装、检验、整体吊运和试拼安装。
4.3材料焊接方法的选用及参数
(1) 焊接材料的选用。
由于Q345钢的冷裂纹倾向较大,板材在组装的过程中应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原则,选用E5015(J507)型电焊条进行定位焊。其化学成分表见表1。

表1 化学成分表
(2)对于焊缝的接焊。
由于焊缝长,且大多数是平焊,而CO2气体保护焊是一种高效率的焊接方法,与手工电弧焊相比可大大提高生产效率,降低焊工劳动强度,节省电能,原材料和工时。因此选用CO2气体保护焊,焊接用保护气体采用CO2气体,纯度99.5%[3]。焊接参数见表2。
(3)对于机架外包的不锈钢焊接。
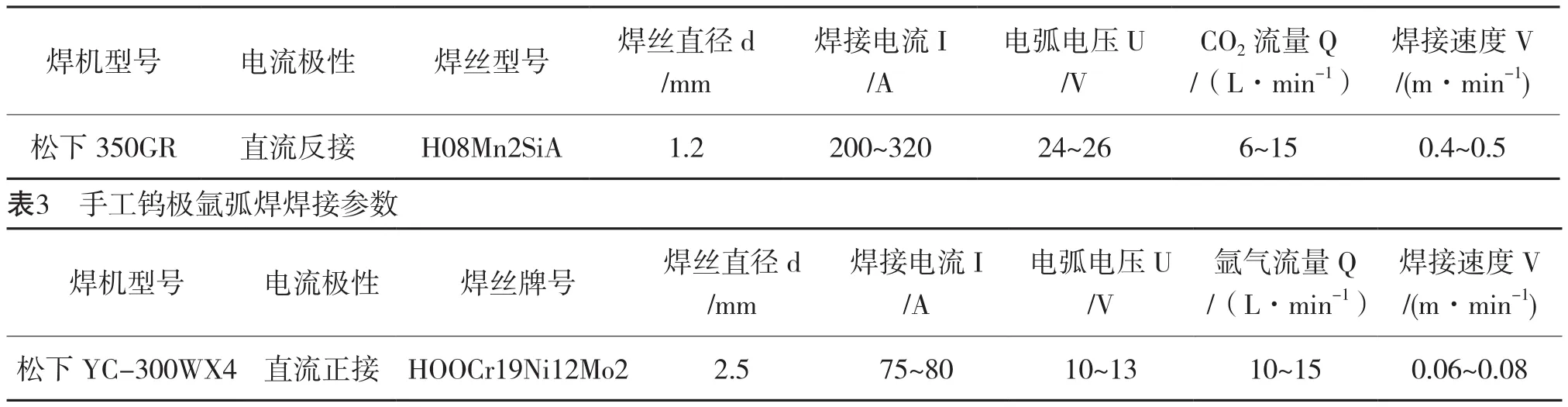
表2 CO2气体保护焊焊接参数
外包316L不锈钢采用手工钨极氩弧焊,氩弧焊时钨极为铈钨极,规格为Φ2.5mm,喷嘴直径Φ12mm,。焊接参数见表3。
4.4焊接变形的控制和预防
焊缝的质量在整个焊接结构中起着决定性的作用。对焊接结构和构件来说,残余应力不但会降低结构的刚度和稳定性,而且在温度和介质的共同作用下还会严重影响结构的疲劳强度、抗脆断能力、抵抗应力腐蚀开裂和高温蠕变开裂能力。由于焊接残余应力的存在,结构在焊接接头部位的应力集中敏感性增加,氢脆和开裂的敏感性增加,导致结构服役的安全性和寿命降低[4-5]。机架在制作过程中,通过低合金板数控或半自动下料时采用分段切割缓冷,保证材料的焊接变形控制在最小范围内。而组焊时可以通过对坡口的加工和制作工装夹具,采用反变形及适当的焊接顺序等措施,以及综合控制焊前预热、层间温度、焊接热输入、后焊、焊后热处理等工艺参数[6]来减少构件的焊接变形。对于已经发生的变形可采用机械矫正法[7]或加热矫正法。我们主要采用机械矫正法,通过压力机对其施加一个力使焊件变形的反方向产生一个新变形来达到恰好与原变形相抵消,达到矫正目的和工艺要求,既减少了氧乙炔烘烤校正的生产成本,大大缩短了制作加工时间,又能按期交付满足要求并减少了工作人员的劳动强度,防止板材焊接变形。
4.5材料的制作加工及注意事项
(1)钢板放样主要采用计算机进行放样,放样和切割时根据零件加工、焊接等要求加放一定机加工余量。为了最大限度的减少不必要的切割加工流程和生产成本,同时最大限度的缩短生产周期。我们采用梅塞尔数控切割机进行切割下料。钢板下料切割后要进行矫正校平。
(2)大梁的组对要严格控制变形。由于要外包不锈钢,所有坡口采用机械加工或碳弧气刨刨出。并且所有焊缝都不能超出钢板平面,对超出部分必须进行打磨清理。组对焊接时要注意组装间隙和相对位置,定位点焊后要进行刚性固定防止焊接变形。焊接由两人采用CO2气体保护焊同时进行对称焊接,焊后应进行矫正以满足工艺尺寸要求,以免影响下道工序的加工。
(3)在制造压滤机的机架时,我们还要考虑工作环境等,工作环境是很重要的。由于压滤机的工作环境很恶劣,所以要对压滤机的机架进行耐酸耐碱,抗磨处理。机架需要包上不锈钢,既为了满足高级卫生需要,同时也为了能更好的抗腐蚀。因为这一步直接影响着所有压滤机的使用寿命,也是质量的重要方面。
(4)试拼组装前应对所有零部件进行严格检查,同时试拼组装应严格按照制作工艺规定的顺序进行,保证尺寸精度和安装精度要求。
5 产品的质量检验
产品质量检验包括材料检验、钢结构制作质量检查、焊接检查、总装检查、耐压试验检查、运输前检查以及竣工资料等。下面主要介绍二方面:
(1)钢结构产品的外观检查。
结构的外观检查首先必须检查构件有无变形,现场切割割口平整,构件表面无焊疤,油污和粘结泥沙,连接在结构上的临时设施已拆除或已处理。
(2)钢结构焊缝质量检验。
①焊缝的外观质量。
外观检验采用目视检测,对有怀疑的严重缺陷(未融合、裂纹等)可采用放大镜或表面探伤方法判断[8]。焊缝的外观应均匀美观,不允许未融合、焊瘤、烧穿等缺陷以及对接焊缝和角接焊缝的外形尺寸应符合国家标准的要求。
②焊缝的内部质量。
所有焊缝都要进行焊接工艺评定,对于重要构件要求焊缝进行探伤,而对于外包不锈钢焊缝可以通过着色检查,检查焊缝近表缺陷。当然所有的焊缝其结果都必须符合设计要求和国家标准。
6 结束语
正是因为“万丈高楼平地起”,压滤机的制造也是一样,只有有了好的基础—机械部分,才能建立更加高质量的压滤机设备。压滤机机架在研制期间,对影响该产品使用的关键因素,从设计到制作过程,层层严格把关确保产品质量。先后制作投入使用近二年来,未出现任何质量问题和反馈意见。厢式压滤机的成功研制生产为企业节约了大笔的设备采购资金,不但节能环保,同时为冶化工程公司钻研技术、开拓进取和提高业务水平及以后更好的完成自产自销打下了良好的基础。
参考文献:
[1]刘恩国. 材料的焊接性对焊接质量及焊接成本的影响[J]. 焊接, 2005(7):30-32.
[2]陈晓辉, 余良民, 朱德久, 等. 压力容器和管道焊接质量的控制与管理[J]. 机械工人, 2005(12):36-38.
[3]李文利, 时肖莉. CO2焊在紧张热定型机制造中的应用[J]. 焊接, 2005(12):67-68.
[4]李晓延, 张亦良, 张立英. 焊接结构残余应力的X射线衍射测试及分析[J]. 焊接, 2009(11):19-23.
[5]Wither P J, Bhadeshina H K D H.Residual stress, part2-nature and origins[J]. Materials Science and Technology, 2001, 17:366-375
[6]裴峰, 谭兴鹏, 孙梅, 等. 13MnNiMoNbR钢高压球形气瓶焊接工艺研究[J]. 焊接, 2008(4):64-67.
[7]黄文波, 寇英春. 化工不锈钢设备的焊接特性分析与焊接变形的处理工艺[J]. 焊接, 2004(5):43-44.
[8]蔡志伟. 大型变截面钢箱梁焊接问题及处理措施[J]. 焊接, 2008(5):50-53.
Development of Pressure Filter Frame
KUANG Yin,QU Hao
(Guixi Smelter, Jiangxi Copper Corporation, Guixi 335424, Jiangx, China)
Abstract:Pressure filter is a kind of mechanical equipment which used certain pressure on the object with a special filter media to dialyse the liquid. Through independent research on process improvement and test, JCC (Guixi) Metallurgical & Chemical Engineering Co., Ltd. obtained the success of the filter press equipment and spare parts in production, and realize the economic benefits and cost savings. the production technological process of pressure filter frame and research development production process of steel structure are mainly introduced.
Keywords:pressure filter;pressure filter frame;production process;welding deformation;welding process;deformation control
作者简介:匡银(1985-),男,湖南醴陵人,主要从事机械制造加工方面工作。E-mail: 271368695@qq.com
收稿日期:2015-08-03
中图分类号:TF306
文献标识码:A
文章编号:1009-3842(2016)01-0086-04
猜你喜欢
选煤技术(2022年1期)2022-04-19
机械管理开发(2022年1期)2022-03-24
铀矿冶(2021年4期)2021-11-10
建材发展导向(2019年19期)2019-07-20
建筑建材装饰(2016年8期)2016-12-29
科学与财富(2016年18期)2016-12-22
科学与财富(2016年18期)2016-12-22
中国高新技术企业(2016年30期)2016-12-20
科学与财富(2016年28期)2016-10-14