直缝焊管自动超声探伤系统设计
2016-03-31 06:03周平
华侨大学学报(自然科学版) 2016年2期
周平
(江西工程学院 机电工程学院, 江西 新余 338000)
直缝焊管自动超声探伤系统设计
周平
(江西工程学院 机电工程学院, 江西 新余 338000)
摘要:针对直缝焊管生产中传统应用手工探伤效率低、故障率高等问题,利用超声无损探伤精度高、速度快的优点,构建以可编程控制器(PLC)为核心的直缝焊管自动超声探伤系统.提出该系统的工艺参数和系统机械构成,设计系统的PLC控制硬件、PLC程序流程及PLC控制程序.系统的操作监控硬件选用台达触摸屏,给出基于Windows系统触摸屏编程软件设计的人机操作监控画面.运行结果显示:该系统结构稳定、可靠.
关键词:直缝焊管; 超声探伤; 可编程控制器; 触摸屏
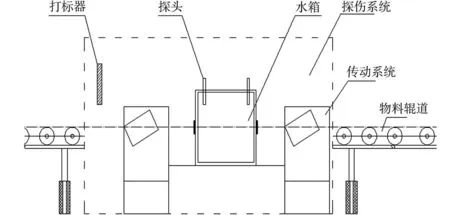
图1 系统结构简图Fig.1 System structure diagram
直缝焊管JCOE成形过程包含板边预弯、管坯JCO成形和管坯机械扩径3个主要成形工序[1-6].为保障焊管生产质量,加工工序中一个重要的环节是对焊管进行无损检测.传统焊管检测采用操作人员现场手持式探伤仪检测方式,效率低,精度差,故障率较高.超声波无损检测因其检测精度高、速度快等优点在工业领域中得到了广泛的应用[7].本文应用可编程控制器(PLC)作为控制核心,将超声无损检测技术应用于直缝焊管生产中,设计直缝焊管自动超声探伤系统.
1系统原理
直缝焊管自动探伤工艺流程如下:上料→进料→压料→探伤→打标→松料→出料分选.根据工艺流程设计的系统机械结构简图,如图1所示.

图2 系统控制硬件结构Fig.2 Control system hardware structure

2系统控制硬件设计
2.1系统控制硬件组成
系统控制硬件结构,如图2所示.直缝焊管自动超声探伤系统控制采用西门子S7-200(CPU226)型PLC为控制核心,扩展1个32输入/32输出EM223模块、2个16 输入EM221数字量模块和1个EM231模拟量输入模块完成系统控制[11-12].焊管运输小车采用西门子VF1型变频器调速,系统操作监控采用台达触摸屏.
2.2PLC硬件信号分配
根据焊管自动超声探伤系统的控制设计要求,对PLC的I/O口进行信号分配,设计的PLC输入信号和输出信号接线图,分别如图3,4所示.

图3 PLC主模块输入信号接线图Fig.3 PLC main module input signal wiring diagram
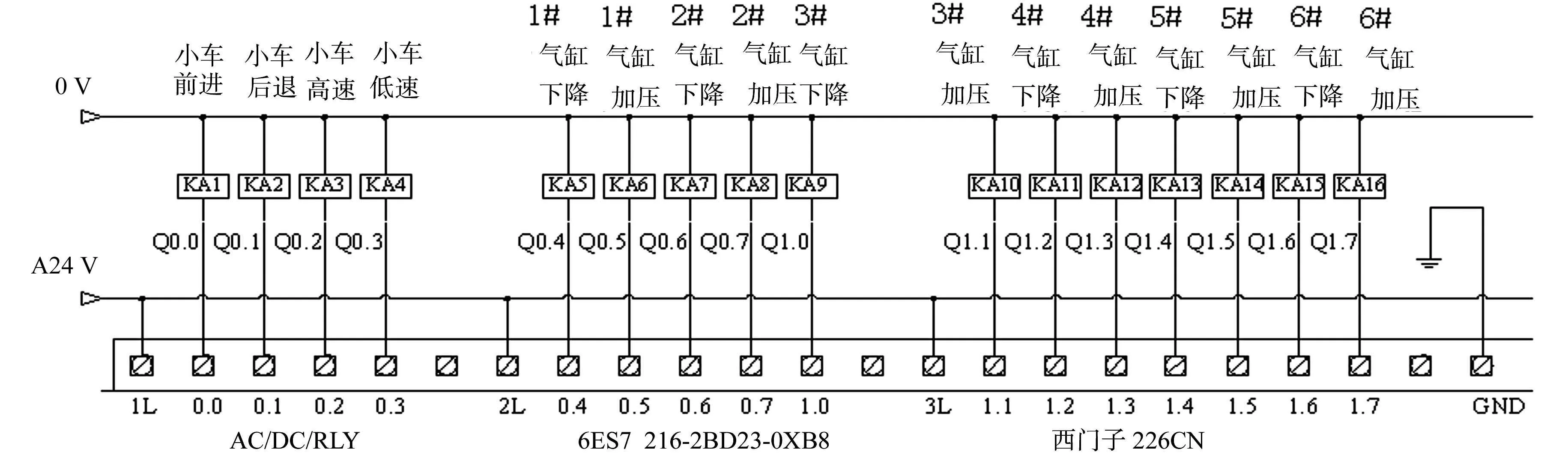
图4 PLC主模块输出信号接线图Fig.4 PLC main module output signal wiring diagram
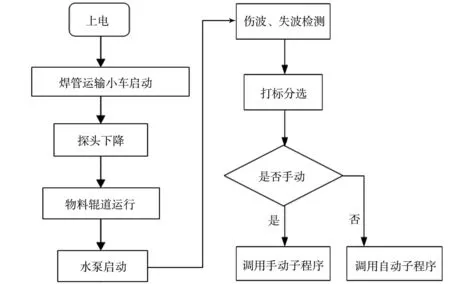
图5 系统PLC主程序流程Fig.5 Main program flow chart of PLC system
3系统PLC软件设计
3.1PLC控制流程
PLC程序采用西门子PLC编程软件STEP 7- Micro/WIN V4.0 SP8编制.程序编程为结构化编程模式[13-16],分为主程序、运管小车速度子程序、手动子程序、自动子程序、自动复位子程序、手动复位子程序、系统总停子程序、运管小车编码器脉冲高速计数子程序等,有自动、手动、单动控制功能.PLC主程序流程,如图5所示.
3.2PLC程序实现
根据直缝焊管超声探伤工艺及控制流程,编写PLC控制程序,相应的控制子程序如图6所示.

(a) 运管小车速度 (b) 小车行走距离计算 (c) 超声探头自动下降 图6 系统控制PLC子程序Fig.6 PLC subroutine of system control
运管小车速度控制子程序(图6(a))中,VD300寄存器中数据单位为小车每分钟圈数,VD320寄存器中数据单位为m·min-1,电流频率为60 Hz时,小车最大速度为10 m·min-1.
小车行走距离计算PLC控制程序(图6(b))中,将编码器脉冲高速计数器HSC0当前值转换为实数,计数脉冲数乘以VD500寄存器中的脉冲当量;然后,取整数转存VD508寄存器,VD508存储的数据即为小车行走的距离.

(a) 参数设置画面
超声探头自动下降控制PLC程序(图6(c))中,小车当前行走距离VD508寄存器的数据和第一到第七组超声探头探管区域设定值寄存器VD0~VD24中的数据进行比较,达到设定值时,探头下降.程序中,PLC内部寄存器M16.0~M16.6为选择探头下降的中间继电器,寄存器M22.0~M22.6对应第一组到第七组探头下降气缸电磁阀PLC控制输出Q0.4,Q0.6,Q1.0,Q1.2,Q1.4,Q1.6,Q2.0.
4系统操作监控界面设计
直缝焊管自动超声探伤系统操作监控硬件采用台达公司的DOP-B系列触摸屏,应用基于Windows系统编程软件Screen Edit设计触摸屏操作监控界面[17-20].触摸屏显示画面由系统主画面、监控报警画面、参数设置画面等组成.设计的部分触摸屏操作监控画面,如图7所示.

(b) 主画面 (c) 监控报警画面图7 系统操作监控界面的显示画面Fig.7 Display screen of the system operation monitoring interface
5结论
1) 针对直缝焊管传统人工探伤效率低、精度差等缺点,构建以西门子PLC为控制核心的直缝焊管自动超声探伤系统.应用西门子S7-200PLC的高速计数与比较功能实现超声探头的自动下降和运管小车定位控制,检测速度快,精确度较高.系统调试中高速计数脉冲当量的选定与超声探头安装位置、小车的速度、 编码器的参数相关.
2) 触摸屏具有人机交互、 灵活的优点,减少了操作台上的开关数量,使操作更加人性化.通过触摸屏可实时显示自动超声探伤系统参数,修改系统参数便捷,系统柔性较好.设计的触摸屏监控画面具有超声波伤波、失波等报警功能,确保了直缝焊管检测中的安全,避免了人工操作错误和生产故障的产生.
3) 自动超声探伤系统设计方案简洁,系统控制硬件结构简单,成本较低,配合操作监控触摸屏,使工作效率得到提高,系统具有控制稳定、可靠高的特点,具有良好的实际应用性.
参考文献:
[1]屈晓阳.大型直缝焊管JCOE成形工艺及CAPP系统研究[D].秦皇岛:燕山大学,2012:1-10.
[2]FRYER M,TAIT P,KYRIAKIDES S,et al.The prediction and enhancement of UOE-DSAW collapse resistance for deepwater linepipe[C]∥Proceedings of the Fifth Biennial International Pipeline Conference.Calgary:ASME,2004:1961-1966.
[3]KYRIAKIDES S,CORONA E,FISCHER F J.On the effect of the U-O-E manufacturing process on the collapse pressure of long tubes[J].Journal of Engineering for Industry,1994,116(1):93-100.
[4]AL-SHARIF A M,PRESTON R.Improvement in UOE pipe collapse resistance by thermal aging[C]∥Proceeding of the Offshore Technology Conference.Houston:Richardson,1996:579-588.
[5]SUZUKI M,ENDO S,SUGA M.Effect of PWHT on flash butt welded joint of TMCP steel UOE pipe[C]∥Proceedings of the 8th International Conference on Offshore Mechanics and Arctic Engineering Symposium.Hague:American Society of Mechanical Engineers,1989:277-283.
[6]王晓香.我国油气长输管线用焊接钢管生产技术的发展与展望[J].钢管,2004,33(3):7-13.
[7]刘镇清,景永刚.增强超声探伤信号的分离谱处理方法[J].无损检测,2001,23(3):132-135.
[8]郑熙,侯力,王裕林,等.厚壁无缝钢管的超声波检测系统[J].机械设计与制造,2010(7):90-92.
[9]涂葵.薄壁小径管焊接接头超声波探伤[J].江西冶金,2013,33(2):40-42.
[10]孙红磊,赵军.大型管件JCOE成形智能化控制中的材料性能参数识别[J].燕山大学学报,2011,35(3):223-226.
[11]廖常初.可编程序控制器的编程方法与工程应用[M].重庆:重庆大学出版社,2010:1-30.
[12]李跃进,苏钢.电气自动控制新技术在Ø340 mm直缝焊管机组上的应用[J].焊管,2002,25(6):45-46.
[13]骆国平,纪建军.基于西门子611A的钢管对接位置闭环控制系统[J].控制工程,2008(增刊2):94-95.
[14]丁旭升,林彬泉,杨青兰.基于PLC的钢管自动超声探伤控制系统的设计[J].机电工程技术,2009,38(7):20-22.
[15]海心,马银忠,刘树青.西门子PLC开发入门与典型事例[M].北京:人民邮电出版社,2010:120-139.
[16]赵心,朱军,张环宇,等.基于PLC的螺旋焊管自动优化剪切系统的设计[J].机械设计与制造,2013(7):50-52.
[17]金英姬.基于PLC与触摸屏实现液压教学实验台控制系统的研究[J].实验技术与管理,2012,29(4):151-154.
[18]田龙,冯湛清.PLC和触摸屏的压力式自动喷涂系统设计[J].制造业自动化,2007,29(6):64-66.
[19]齐鹏飞,罗继亮,陈雪琨.PLC程序形式化的设计与验证[J].华侨大学学报(自然科学版),2013(3):241-246.
[20]彭彦卿.人机界面的开发与应用[J].鹭江职业大学学报,2004,12(4):82-85.
(责任编辑: 黄晓楠 英文审校: 杨建红)
Design of Automatic Ultrasonic Inspection System of Longitudinal Welded Pipe
ZHOU Ping
(Jiangxi College of Engineering, School of Mechanical and Electrical Engineering, Xinyu 338000, China)
Abstract:Aiming at the problem of low manual detection efficiency and high failure rate in traditional longitudinal welded pipe production, using the advantages of high accuracy, high speed of ultrasonic nondestructive testing, taking the programmable controller (PLC) as the core, a set of automatic ultrasonic inspection system of the longitudinal welded pipe is designed. The paper summarizes the longitudinal-seam welded pipe automatic ultrasonic inspection system. The process parameters and the mechanical structure of the system are put forward, and the PLC control hardware, program flow and control procedures of the system are designed accordingly. A touch screen is chosen for system operation monitoring, and the man-machine operation monitoring picture based on the touch screen programming software design of the Windows system is given.
Keywords:longitudinal welded pipe; ultrasonic inspection; programmable logic controller; touch screen
中图分类号:TH 39; TG 115.285
文献标志码:A
基金项目:江西省教育厅科技项目(GJJ14815)
通信作者:周平(1970-),男,副教授,主要从事自动化和机电技术的研究.E-mail:2865181276@qq.com.
收稿日期:2015-12-22
doi:10.11830/ISSN.1000-5013.2016.02.0145
文章编号:1000-5013(2016)02-0145-04
猜你喜欢
建材发展导向(2022年1期)2022-03-08
装备制造技术(2019年12期)2019-12-25
电子制作(2018年19期)2018-11-14
知识就是力量(2018年7期)2018-07-11
科技创新与应用(2016年34期)2016-12-23
山东工业技术(2016年23期)2016-12-23
科技视界(2016年18期)2016-11-03
中国市场(2016年36期)2016-10-19
科学与财富(2016年28期)2016-10-14
自动化与仪表(2014年10期)2014-02-26