
可批量化生产的行波加速管的设计
2016-03-26 01:55戴责已钟少鹏赵明华中国科学院上海应用物理研究所嘉定园区上海20800中国科学院大学北京00049
核技术 2016年1期
戴责已 钟少鹏 赵明华(中国科学院上海应用物理研究所 嘉定园区 上海 20800)2(中国科学院大学 北京 00049)
可批量化生产的行波加速管的设计
戴责已1,2钟少鹏1赵明华1
1(中国科学院上海应用物理研究所嘉定园区上海201800)2(中国科学院大学北京100049)
摘要盘荷波导行波电子直线加速器在医疗、工业辐照及安检等领域均有广泛的应用,加速器核心部件加速管的工程造价及生产效率对其工业推广具有重要的影响。为降低加速管加工成本、缩短加工周期,在盘荷波导的基础上改进了加速腔结构,发展了内阶梯加速腔。利用三维电磁场模拟软件CST(ComputerSimulation Technology)计算了这种腔型的微波参数,同时对其结构进行优化。结果表明,内阶梯加速腔结构具有和盘荷波导一致的微波参数,而且能够实现精确调频。结合冷挤压工艺对内阶梯加速腔进行加工,解决了目前加速管制造所面临的工程困难,使得加速管批量化生产成为可能。
关键词加速管,内阶梯加速腔,精确调频,冷挤压,批量化生产
中国科学院知识创新工程重大项目(No.455011061)资助
第一作者:戴责已,男,1990年出生,2013年毕业于南华大学,现为研究生硕士,研究领域为加速管设计
SupportedbytheKnowledgeInnovationProjectoftheChineseAcademyofSciences(No.455011061)
Firstauthor:DAIZeyi,male,bornin1990,graduatedfromUniversityofSouthChinain2013,masterstudent,focusingontheaccelerationtubedesign Correspondingauthor:ZHAOMinghua,E-mail:zhaominghua@sinap.ac.cn
Design of travelling wave accelerating tube for mass production
DAIZeyi1,2ZHONGShaopeng1ZHAOMinghua1
1(ShanghaiInstituteofAppliedPhysics,ChineseAcademyofSciences,JiadingCampus,Shanghai201800,China)2(UniversityofChineseAcademyofSciences,Beijing100049,China)
Abstract Background:Disk-loadwaveguidetravellingwaveacceleratoriswildlyusedinmanyareas.However,highcostandlowfabricationefficiencyoftheacceleratingtubeturnouttobebarriersforitswidespreadapplication. Purpose: Thisstudyaimstodevelopanewacceleratingcavityandacceleratingtubeprocessingtechnologytoreduce thecostandproductioncycle.Methods:A3Delectromagnetic-fieldsimulationsoftwarewasutilizedforthe calculationoftheRFparametersandtheoptimizationoftheacceleratingstructure.Results:Theresultsshowedthe concordantRFparameterswerebetweenthetrap-cutacceleratingcavityanddisk-loadwaveguideacceleratingcavity,andtheformerwasofadvantageinprecisetuning. Comparedwithtraditionalprocessingtechnology,coldextrusionis provedtobeamoreefficientprocessinacceleratingtubemanufacturing.Conclusion: Atrap-cutaccelerating structurecombinedwithcoldextrusionwillhelppromotemassproductionofacceleratingtube.
Key words Acceleratingtube,Trap-cutacceleratingcavity,Precisetuning,Coldextruding,Massproduction
盘荷波导电子直线加速器由于其诸多优点,在国内外得到了广泛应用[1-2]。21世纪以来,随着人们生活质量的提高、国防及工业实力的不断增强,电子直线加速器在医疗[3]、工业[4]以及国家安全[5]等领域得到了迅猛的发展。加速管作为电子传输、加速及聚焦的通道,是电子直线加速器的核心部件。目前常用的加速管加工方式主要以切削加焊接制造为主[6],加速管部件的加工方式主要是通过精密车削将无氧铜加工成环和片或者杯形件,最后通过精密后处理达到加速管精度要求。但采取这种加工方式得到的加速管部件不仅成本较高,而且生产周期长,不利于加速管的低成本批量化生产。通过对腔型结构的改进及加工工艺的探索,我们发展了一种新的加速腔结构,选取了目前发展非常成熟的冷挤压精密加工工艺实现对加速管部件的加工,最终利用加速管部件自身的“凹凸”结构在保持整体准直性的情况下,通过焊接完成整套加速管的制造。采用这种加速管加工方式不仅能够降低加速管制造成本,而且可以实现加速管的批量化生产。
1 理论模型建立
盘荷波导行波直线加速器加速腔结构如图1所示,腔体的主要尺寸参数有阑片厚度t,周期长度D,阑片孔径a,波导内径b。腔体结构参数设计过程中,主要考虑周期长度、阑片孔径及波导内径。当知道加速管的工作波段、波相对相速及工作模式后,周期长度D也就唯一确定。阑片孔径a的确定主要依赖于盘荷波导中场强的要求,如果要求加速场强越高,则孔径a越小,然而a值减小损耗将增加,群速度会降低。在等梯度电子直线加速器中,群速度满足一定的线性衰减规律是实现等梯度的必要条件,因此在等梯度直线加速管设计中,需要精确计算阑片孔径来确保群速度满足线性关系。最终通过精确调节波导内径b达到所需要的工作频率。

图1 盘荷波导加速腔结构示意图Fig.1 Sketch of disk-loaded accelerating cavity.
盘荷波导制造过程中,波导内径b对频率非常敏感,需要精确加工,尤其在等梯度直线加速器中各个加速腔的尺寸不一致,使得加速管加工面临很大的工程难题。为实现当波导内径b在一定误差范围内波动时,通过其它途径同样达到调频的目的,我们发展了如图2所示的内阶梯加速腔结构,其结构相当于在盘荷波导结构内壁附加一定厚度的薄圆环,波导内径b在一定误差范围内波动的情况下,可以通过调节圆环内径h达到所需要的频率值。与此同时,由于圆环结构处于弱场区,所以对加速腔的微波参数几乎不造成影响。下面我们通过数字仿真软件CST(ComputerSimulationTechnology)对内阶梯加速腔结构进行模拟。
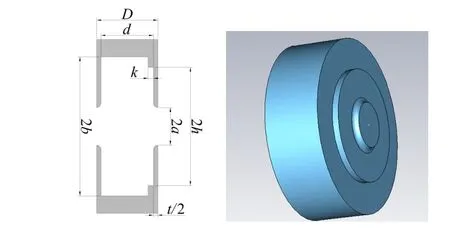
图2 内阶梯加速腔断面示意图及CST模型Fig.2 Sketch of trap-cut accelerating cavity and its CST simulation model.
CST是基于有限积分法的电磁场数字仿真软件,在建立复杂3D模型中有着友好的用户图形界面。其有独特的网格生成技术、理想边界拟合(PerfectBoundaryApproximation,PBA)和薄片技术(ThinSheetTechnology,TST),在计算时间、生成网格和计算误差方面优于同类仿真软件,其全参量化结构建模为结构优化设计提供了方便[7]。内阶梯加速腔模拟步骤如下:
1)尺寸确定:设定腔型结构尺寸,包括阑片厚度t、周期长度D、阑片孔径a、波导内径b、圆环厚度k。
2)边界条件的确定:纵向取周期性边界条件,相移为Φ(Φ为工作模式),横向取电边界条件。
3)利用CST本征模求解器得到单腔频率,如果单腔频率大于设计频率,则通过增大圆环内径h降低单腔频率,反之,减少圆环孔半径。
4)通过CST自带的后处理模块得到相应微波参数。
2 内阶梯加速腔计算仿真
2.1圆环内径对本征频率的灵敏度
利用CST-MICROWAVESTUDIO软件本征模求解器对2π/3模式的S波段内阶梯加速腔结构进行模拟。内阶梯加速腔结构参数为周期长度D=34.99mm,阑片厚度t=5.0mm,波导内径b=41.697mm,阑片孔径a=10.75mm,圆环厚度k=3.0。通过改变圆环内径大小h得到相应的本征频率值f的变化,将数据导入Origin拟合得到如图3所示变化曲线。数据分析表明:圆环内径h对频率f的灵敏度为:∂f/∂h=5.96kHz·μm-1,对于工作在相同模式及本征频率下的S波段盘荷波导而言,波导管内径尺寸b对本征频率f的灵敏度为:∂f/∂b=70kHz·μm-1。假如我们需要频率的一致性控制在1MHz范围内(不考虑其他因素的影响),盘荷波导内径加工精度需要控制在14μm,而内阶梯加速腔结构圆环内径加工精度只需控制在0.17mm,大大地降低了加工的难度。

图3 圆环内径对频率的灵敏度Fig.3 Relation between frequency and inner radius of ring.
2.2内阶梯加速腔与盘荷波导微波参数的比较
同盘荷波导加速腔相比较,内阶梯加速腔由于圆环边沿引入尖端,导致尖端附近表面电流增大,从而导致更大的功率损耗,使得品质因子Q值下降。为探究圆环的存在对加速腔微波参数的影响,利用CST本征模求解器分别模拟了处于聚束段、光速段的三组S波段盘荷波导及内阶梯加速腔结构(工作模式:Φ=2π/3),表1给出了模拟结果(P表示盘荷波导、N表示内阶梯加速腔),可见内阶梯加速腔分路阻抗、品质因素较盘荷波导有所下降,功率损耗略微增加,但这种轻微的差异几乎不影响到加速管的性能。
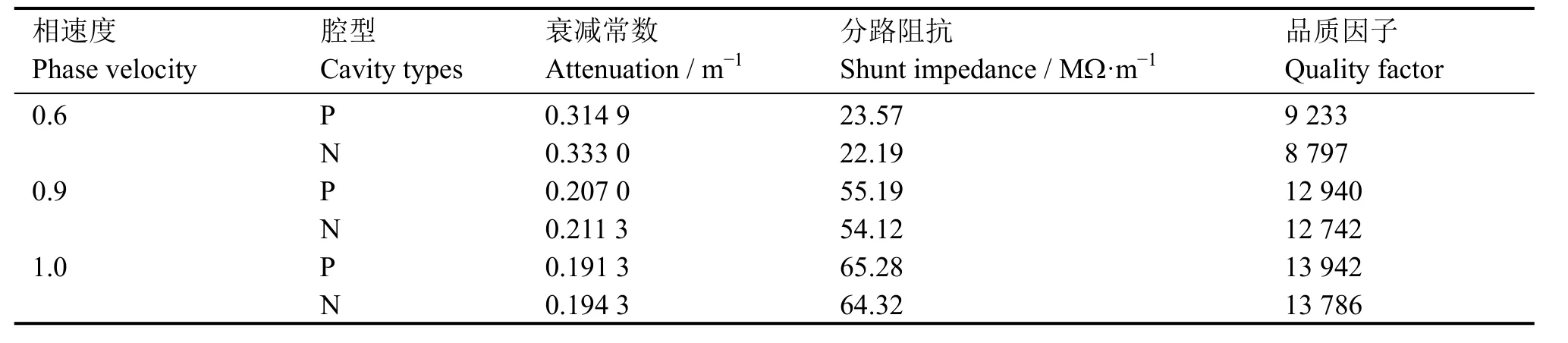
表1 两种不同腔型微波参数比较(a=10.75 mm, t=5 mm)Table 1 Comparison of two microwave parameters with different cavities.

图5 倒角半径对微波参数的影响Fig.5 Effects of blending edges to the microwave parameters.
2.3内阶梯加速腔结构优化
分路阻抗Rs为加速腔设计的一个最重要参数,提高分路阻抗可以有效地提高功率利用率[8]。在结构优化过程中,如图4所示,通过对内阶梯加速腔拐角处倒圆弧角来提高分路阻抗。图5给出了品质因子Q、Rs/Q随倒角半径R的变化曲线。可以看到在两曲线的交点附近处倒角半径R≈(d-k)/2时,品质因子Q值相对于未倒角的情况下提高了6%左右,而Rs/Q基本上保持不变,由此可见倒角优化后的分路阻抗Rs较倒角前提高6%,这表明在相同的加速梯度的条件下,倒角优化后的内阶梯加速腔可以节6%左右的功率。

图4 倒角后内阶梯加速腔结构Fig.4 Trap-cut accelerating cavity after blending edges.
2.4内阶梯加速腔结构尺寸对群速度的影响
在等梯度电子直线加速器中,腔链群速度满足的线性关系决定了等梯度实现条件[9]。在盘荷波导加速腔结构尺寸设计过程中,必须严格计算出波导内径b以及阑片孔径a的大小以确定腔链的群速度。在实际加工过程中波导内径尺寸精度需要严格控制,需要先后经过精镗、搪磨一系列加工工艺才能达到所需的精度要求,而且各个腔的尺寸不一致,使得加工难度进一步增加。通过计算分析得到内阶梯加速腔能够很好地解决目前所遇到的问题。我们分别模拟了S波段盘荷波导结构和波导内径尺寸b固定的内阶梯加速腔结构群速度随阑片孔径的变化关系,给出了图6所示曲线。从图6中可以得到两条曲线基本重合,即在阑片孔径相同的情况下,盘荷波导和内阶梯加速腔具有相同的群速度。这条性质表明:由内阶梯加速腔构成的等梯度行波电子直线加速器中,波导内径尺寸b在一定误差范围内波动,可以通过调节圆环内径h,达到所需要的工作频率,避免了因为波导内径b的尺寸精度要求而导致加工复杂化,同时对群速度不造成影响。
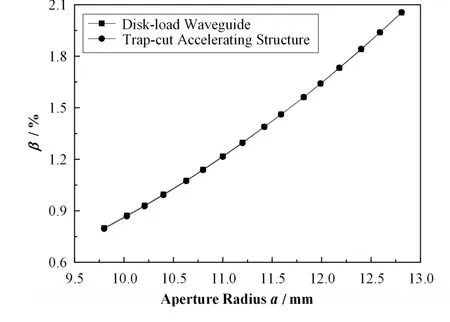
图6 阑片孔径a对群速度的影响Fig.6 Effects of the aperture radius a to the group velocity.
3 冷挤压工艺在加速管制造中的应用
冷挤压加工工艺是目前重要的一种无切削或少切削零件、高加工效率的加工工艺之一,其成形加工是靠模具来控制金属流动,靠软化金属体积的大量转移来成形所需零件[10]。通过冷挤压可以获得非常高的尺寸精度及非常低的表面粗糙度。对于具有较高塑性的无氧铜,采用理想的润滑剂润滑处理时,可以得到超过精磨而仅次于抛光的表面粗糙度值,达到加速管的光洁度要求。加速管加工工艺流程简图如图7所示。如图7(a)将一定厚度的毛坯放在凹模底部(凹模与凸模在半径方向的间隙等于加速腔体的壁厚),当对凸模施加适当压力时,金属沿着凹模与凸模之间的间隙及凹模底部空隙部分流动,得到7(b)所示类杯形件。通过对波导内径b实际测量,计算出所需要车削的圆环内径h以及阑片孔径a大小,同时车削去圆环外径倾斜部分使得圆环外径r等于波导内径b,得到如图7(c)所示的带孔类杯型件结构。最后,带孔类杯形件结构利用自身的“凹凸”结构保持整体准直性的情况下,通过焊接处理得到图7(d)所示整套加速管结构。
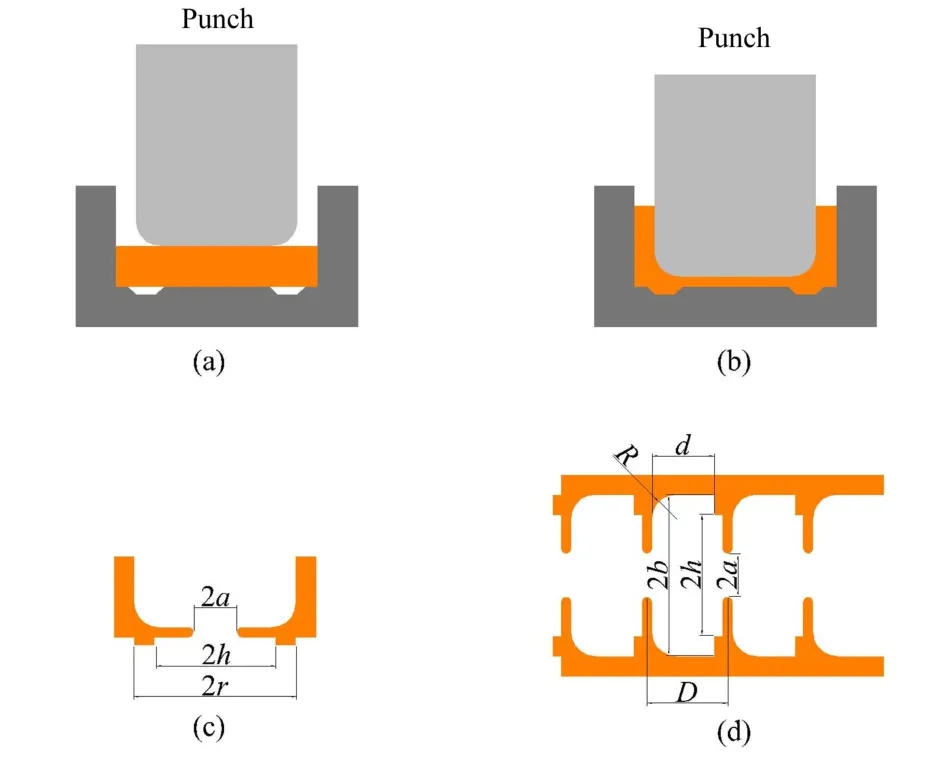
图7 冷挤压法加工加速管 (a)-(d)为加工步骤Fig.7 Fabrication procedure of waveguide by cold extrusion. (a)-(d) for the processing steps
采用此种加工方法的优点主要表现在以下几个方面:1)无氧铜经过冷挤压后,材料的晶粒组织更加致密导致加速腔的机械性能增强;2)生产效率显著提高,冷挤压工件是在压力机上进行,操作方便,容易掌握,一般情况下生产效率为车削加工的几十到上百倍;3)一次性获得高的表面光洁度[11],无氧铜冷挤压采用润滑处理时,单次加工可以控制表面粗糙度(Ra)为0.08-0.16μm,达到了加速管的光洁度要求;4)只需要一套冷挤压模具就可以实现对加速管部件进行加工,从而实现加速管的批量生产;5)焊接量相对于环和片加工减少一半,提高了真空性能;6)材料得到充分利用,降低了加工成本。
4 结语
为解决目前电子直线加速器加速管结构加工复杂、加工成本高的难题,在不降低加速管性能的前提下,我们设计了内阶梯加速腔,通过电磁场求解软件CST验证了内阶梯加速腔的可行性。采用冷挤压加工工艺,既保证了加速管加工精度又实现了对加速管部件的批量化生产,同时在相当大的程度上降低了加速管加工成本、缩短了生产周期,有望推动电子直线加速器尤其是等梯度电子直线加速器在各个领域的发展。
参考文献
1 LinYZ.ApplicationsoflowenergylinacsinChina[C]. ProceedingsofLINAC2002,Gyeongju,Korea,2002
2 裴元吉.电子直线加速器设计基础[M].北京:科学出版社,2013:4-17 PEIYuanji.Thedesignofelectronlinearaccelerator[M].Beijing:SciencePress,2013:4-17
3 ThwaitesDI,TuohyJB.Backtothefuture:thehistory anddevelopmentoftheclinicallinearaccelerator[J]. PhysicsinMedicineandBiology,2006,51(6):343-362. DOI:10.1088/0031-9155/51/13/R20
4 KumarM,ChaudhuryN,BhattacharjeeD,etal. Utilizationof10MeVRFelectronlinearacceleratorfor researchandindustrialapplications[J].IndianJournalof Pure&AppliedPhysics,2012,50(11):802-804
5 LinYZ.Threetypesoflinacsforcustomslargecontainer inspectionapplication[C].Proceedingsofthe2001 ParticleAcceleratorConference,Chicago,2001.DOI: 10.1109/PAC.2001.987914
6 潘惠宝,滕克俭,刘清蕃,等.电子直线加速器加速系统制造技术[J].原子能科学技术,1966,8(4):201-215
PANHuibao,TENGKejian,LIUQingfan,etal.The fabricationoflinearelectronacceleratoraccelerate system[J].AtomicEnergyScienceandTechnology,1966,8(4):201-215
7 张敏.CST微波工作室用户全书[M].成都:电子科技大学出版社,2004
ZHANGMin.CSTmicrowavestudiouserbook[M]. Chengdu:UniversityofElectronicScienceand TechnologyofChinaPress,2004
8 WanglerT.PrinciplesofRFlinearaccelerators[M].New York:JohnWiley&SonsInc,1998:46-47
9 姚充国.电子直线加速器[M].南京:科学出版社,1968: 143-145 YAOChongguo.Linearelectronaccelerator[M].Nanjing: SciencePress,1968:143-145
10 金仁钢.实用冷挤压技术[M].哈尔滨:哈尔滨工业大学出版社,2005:1-6
JINRengang.Practicalcoldextrusiontechnology[M]. Harbin:HarbinInstituteofTechnologyPress,2005:1-6
11 洪慎章.实用冷挤压模设计与制造[M].北京:机械工业出版社,2010:10-14
HONGShenzhang.Practicalcoldextrusiondiedesign andmanufacture[M].Beijing:ChinaMachinePress,2010: 10-14
收稿日期:2015-11-27,修回日期:2015-12-17
通信作者:赵明华,E-mail:zhaominghua@sinap.ac.cn
DOI:10.11889/j.0253-3219.2016.hjs.39.010202
中图分类号TL53
