
一种高抗扭矩套管螺纹的研制
2016-03-18 10:13李淑涛王东胜
中国海洋平台 2016年1期
李淑涛, 王东胜
(1.中海油能源发展装备技术有限公司, 天津 300452; 2.上海海事大学, 上海 201306)
一种高抗扭矩套管螺纹的研制
李淑涛1, 王东胜2
(1.中海油能源发展装备技术有限公司, 天津 300452; 2.上海海事大学, 上海 201306)
目前随着我国石油开采难度的加大以及开采技术的不断发展,大斜度井以及水平井的开发数量越来越多。在大斜度井与水平井的开发过程中,套管的下入阻力比普通的竖直井或者小斜度井的下入阻力大得多,为了解决该问题,在套管下入过程中,需要给套管施加较大的扭矩从而克服阻力,实现套管的下入工作。普通的套管螺纹无法满足需求,为此设计一种高抗扭矩的套管螺纹来完成套管的下入工作。
大斜度井;水平井;下入阻力;高抗扭矩;套管螺纹
0 引言
目前我国在石油开采中使用的套管多为普通的API 偏梯螺纹套管以及一些国内厂家自行研制的螺纹。我国石油开采难度不断加大以及开采技术不断发展,大斜度井以及水平井的开发数量越来越多。在大斜度井与水平井的开发过程中,套管的下入阻力要比普通的竖直井或者小斜度井的下入阻力大得多,为了解决该问题,在套管下入过程中,需要给套管施加较大的扭矩从而克服阻力,实现套管的下入工作。普通的API套管螺纹抗扭矩能力、承载能力以及抗弯矩能力较差,无法满足生产的需求。只有少数的国外企业能够生产满足条件的高抗扭矩螺纹套管,但是由于价格昂贵,供货周期长等原因无法满足生产的实际需求,同时也约束了我国石油事业的发展。
1 高抗扭矩螺纹套管的优点
(1) 该螺纹具有抗高扭矩的能力
套管在下入时由于是水平井或大斜度井,自重无法克服下入阻力,因此根据自攻螺钉的原理,采用钻机的顶驱提供足够的钻压以及采取施加较大的扭矩的方式来完成套管下入的作业方式。在大斜度井或者水平井的井身设计中,垂直井段一般在1 000 m左右,然后采用斜度井或者水平井段,整个井的深度约为3 000 m,在3 000 m的长度范围内,扭矩在传递过程中,造成了扭矩降,施加的扭矩在传递到下部时降为施加扭矩值的60%,克服阻力下套管的扭矩值一般在24 000 N·m,因此顶驱所施加的扭矩值约为40 000 N·m,那么在顶部的套管所承受的扭矩则与顶驱所施加的扭矩相同。
(2) 该螺纹采用了螺纹和鼻端两道密封,具有较强的密封性能
由于在大斜度井或者水平井的井身设计中,垂直井段一般在1 000 m左右,然后在采用斜度井或者水平井段时,在垂直井段与大斜度井或水平井段的交汇处,套管将承受较大的弯曲弹性变形。螺纹在此状态下,密封性能不能满足密封需求,为了解决密封的要求,在螺纹设计时,针对国外研发的各种用于气井的套管的结构形式进行了分析研究,其结构一般采用螺纹与鼻端面密封相结合的组合密封形式,为此在螺纹设计时也采用这种方式,保证密封性能。
(3) 根据螺纹载荷的分布情况,采用了变螺距的形式,螺纹的承载能力更强
由于水平井与大斜度井井深一般在3 000 m以上,因此对下入套管的承载能力要求更高,同时在垂直井段与大斜度或水平井段的交汇处,套管将承受较大的弯曲弹性变形,螺纹在此状态下,容易出现螺纹脱扣,从而造成事故,因此该螺纹需要具备更好的承载能力。如何优化螺纹载荷的分布以及增加螺纹的承载能力将是螺纹形式设计过程中需要考虑的一个重要因素。
2 结构形式和螺纹形式的设计
2.1 螺纹参数以及螺纹结构的设计
(1) 根据设计需求,螺纹需要具有抗高扭矩的能力,普通螺纹的牙型角的设计,通常采用正角设计,为了增加承载能力,承载面角度越小越好,为了便于螺纹的拧接,导向面的螺纹角越大越好。然而,这些设计都无法满足抗扭矩的要求,根据计算可知,螺纹的牙型角在为负角度时,其抗扭矩的能力更好,因此综合加工难度、螺纹刀具设计等因素,取螺纹的牙型角度为:1) 导向面角度为-6°;2) 承载面角度为-7°。螺纹牙型图如图1所示。
螺纹抗扭矩的能力取决于螺纹的锥度,螺纹的锥度越大,螺纹的抗扭矩能力越强,综合油套管螺纹以及钻杆螺纹的锥度的设计,该特殊螺纹锥度采用1∶16与1∶12的组合方式,这样螺纹的抗扭矩的能力将大大增强。
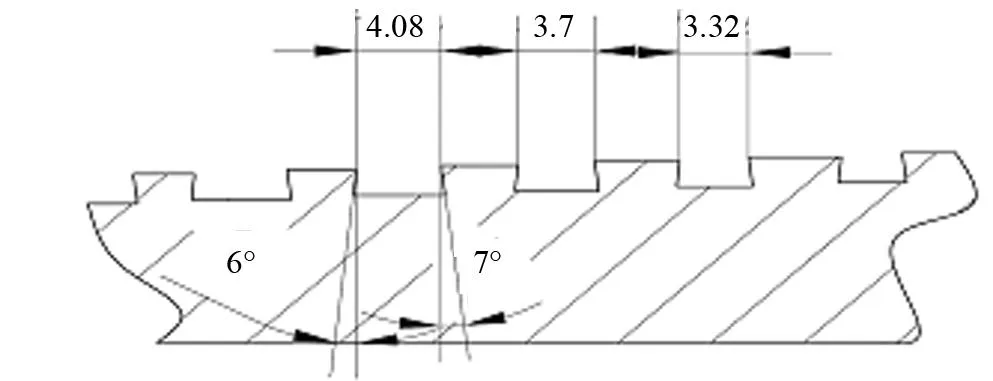
图1 螺纹牙型图
(2) 由于该套管在使用过程中,存在较大的弯度,因此要求具有较强的密封性能,为此在螺纹参数设计时采用了螺纹密封与鼻端密封相结合的方式,从而大幅提高了螺纹的密封性能。在国外的抗高扭矩以及气密螺纹的设计中,鼻端密封的密封形式一般采用一道金属线密封的形式,为了增强该螺纹的密封性能,鼻端密封设计采用两道线密封的设计,这就意味着鼻端具有两个锥度,锥度的大小与螺纹锥度相同,螺纹结构图如图2所示。
(3) 大斜度井或者水平井井深较大,因此对螺纹的承载能力具有较高的要求,为了解决该问题,根据对普通螺纹的有限元分析结果改变了螺纹的螺距,采用变螺距的形式,从而解决了螺纹载荷集中的问题,大幅提高了螺纹的承载能力。普通螺纹连接如图3所示,普通螺纹有限元分析计算结果如图4所示。

图2 螺纹结构图
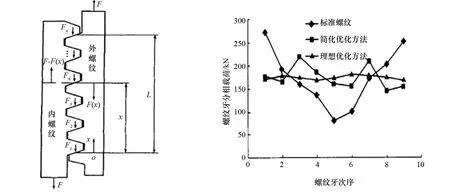
图3 普通螺纹的连接 图4 普通螺纹有限元分析计算结果
2.2 螺纹上扣紧密矩的设计
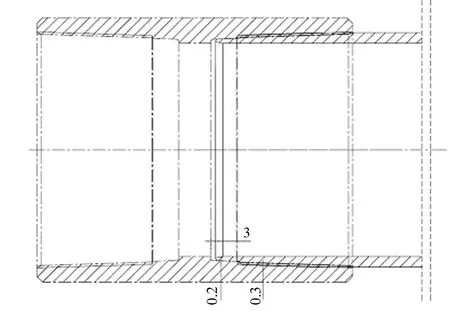
图5 螺纹装配图
螺纹紧密矩是控制螺纹的一个至关重要的因素,为此在螺纹设计完成后设计螺纹的理论紧密矩值尤为重要,这将为之后的实验工作提供理论依据。根据普通螺纹的设计,在内外螺纹机紧之后其过盈量约为0.3 mm,上扣扭矩值约为10 000 N·m,由于该螺纹在设计时增加了鼻端过盈密封,其过盈量为0.2 mm,因此上扣扭矩值约为16 000 N·m,通过锥度的计算,手紧密矩约为9 mm,机紧密矩值约为3 mm,上扣扭矩值应在16 000 N·m~21 000 N·m。螺纹装配图如图5所示。
2.3 螺纹表面处理
根据设计的螺纹形式以及螺纹所承受的上扣扭矩,螺纹的内外表面之间的接触力将远远大于普通油套管螺纹,这就意味着螺纹在拧接时,螺纹粘扣的几率将远远大于普通螺纹,因此对螺纹进行表面处理将成为一个关键因素。
螺纹粘扣的机理是金属面之间摩擦力过大,使得局部温度骤然升高,造成金属之间的冷焊,从而形成螺纹的粘扣。对于普通螺纹来说,防止粘扣的措施主要包括以下几种:
(1) 合理选用材料。
(2) 加强螺纹加工过程中的质量控制和检验工作
1) 定期检查和校验设备的加工精度;
2) 加强螺纹的检验,做好量具的送检和标定工作;
3) 加强检验人员和操作人员的培训工作。
(3) 选择合理的表面处理方法,严格地按照说明对螺纹进行表面处理。
(4) 做好上扣前对螺纹的清洗工作和挑选工作。
(5) 选择合适的丝扣油并均匀的涂抹在螺纹的表面上。
(6) 按照标准合理的选择最佳的扭矩值。
(7) 杜绝违规操作和野蛮操作,严格的按照程序步骤进行上扣。
对上述措施进行分析,管体的材料就是与普通油螺纹、油套管所使用的材料是一致的,均为L80,螺纹的加工的精度与加工设备的精度有关,扭矩值的选择已经经过合理的计算,因此对于该螺纹的表面处理的方法将成为解决这一问题的关键。
螺纹的表面处理主要有以下几种方式:
(1)磷化处理;
(2)镀铜处理;
(3)煮黑处理;
(4)QPQ表面渗氮处理;
(5)表面黑镍喷涂处理;
(6)微晶陶瓷表面喷涂处理。
磷化处理与煮黑处理主要应用在普通螺纹的表面处理上,通常用于防腐以及轻微防粘扣的螺纹,无法满足需求,对于镀铜处理,目前镀层与螺纹之间粘合力不能满足需求,时常出现镀层脱落的现象。QPQ表面渗氮处理的流程是:清洗去油→预热→氮化→氧化→抛光→氧化→清洗→干燥→浸油,其中预热环节对螺纹的参数影响较大,经过加热后,螺纹的单项参数将有较大的改变,因此不能使用QPQ处理。微晶陶瓷喷涂技术也是在高温的条件下进行,所以也无法满足需求。表面黑镍喷涂技术是在常温的基础上进行的,而且黑镍涂层具有良好的润滑性以及耐磨性能,可以有效地减小金属面之间的摩擦,同时涂层与金属面之间的粘合力较强。
3 高抗扭矩套管螺纹的加工
3.1 刀具的设计
由于是自主设计的螺纹,而且螺纹的形式完全与普通螺纹的形式不同,因此普通的螺纹刀块无法满足加工的需求。
该螺纹是变距螺纹,变距螺纹的加工分为两个步骤:第一步是先加工一个标准螺距的螺纹,第二步是在第一步的基础上加工变距螺纹,从而复合成所需的螺纹。因此,一般而言螺纹的刀具需要设计为两个刀片,为了节省成本,将刀具进行简化设计,可以用一片刀具即可实现加工,那么螺纹刀具的宽度将会减小,随着螺纹刀具宽度的减小,螺纹刀具的寿命将会缩短,为了提高螺纹刀具的寿命,刀具的表面涂层选择了抗磨以及抗高温的材料,从而解决问题。
根据螺纹牙型的参数,螺纹加工刀具设计如图6、图7所示:

图6 外螺纹刀具 图7 内螺纹刀具
3.2 新型连接方式注水管的加工及上扣实验
在螺纹的加工过程中,由于螺纹的变螺距设计,无法在手动车床上进行加工,只能使用数控车床加工,编程以及程序的调整成了关键技术中的重中之重,经过不断的调整、试加工,最终完成样件的加工。外螺纹样件如图8所示,内螺纹样件如图9所示。

图8 外螺纹样件 图9 内螺纹样件
在内外螺纹进行加工完成后,经过对内外螺纹互配,其紧密矩值与设计的理论值相符。
为了验证上扣扭矩值,重新加工了3对样件,然后进行上扣实验。经过试验,其上扣扭矩值为19 000 N·m,在设计理论值范围之内。在完成上扣实验之后,又进行了水压试验,保压情况良好,未出现任何泄露。
4 结论
该高抗扭矩套管螺纹的研制成功地解决了普通螺纹套管无法满足大斜度井以及水平井对套管螺纹高扭矩的要求问题,将水平井和大斜度井套管下入扭矩提高到40 000 N·m,从而实现快速下入套管的目的,在很大程度上提高了生产效率,同时也大幅度的降低了生产成本。该套管螺纹的研制也为今后进行具有特殊性能要求螺纹的研发积累了丰富的经验,在该螺纹的基础上进行高抗扭矩油管、冲管等石油专用管线的研制。打破了国外的企业在这方面技术的垄断,为我国的石油开发事业提供一份保障。
[1] 孙训方,方孝淑,关来泰,等.材料力学[M].北京: 北京高等教育出版社,1994.
[2] 闻邦椿.机械设计手册 第五版[M].北京:化学工业出版社,2010.
[3] 贾耀卿.常用金属材料手册 第二版[M].北京:中国标准出版社, 2007.
[4] 许志倩,杨秀娟.非API标准Big Omega特殊螺纹接头连接性能数值分析[J].石油矿场机械,2009,38(6):34-39.
The Design and Development of a High Anti-torque Casing Thread
LI Shu-tao1, WANG Dong-sheng2
(1.Equipment and Technical Limited Company, Energy Technical CNOOC, Tianjin 300452, China;2.Shanghai Maritime University, Shanghai 201306, China)
with increasing difficulty of the oil production and the continuous development of technology, the number of highly deviated wells and horizontal wells become more and more. During those processes of drilling and production, the resistance of casing is much larger than straight and the ordinary inclined wells. It is needed to apply greater torque so as to overcome the resistance to lay down casing. The common casing threads are unable to meet the requirement. It has become a pressing task to design this kind of high anti-torque casing thread.
highly deviated wells; horizontal wells; resistance; high anti-torque; casing thread
2016-01-22
李淑涛(1980-),男,工程师。
1001-4500(2016)01-0096-05
TG722
A
猜你喜欢
计算技术与自动化(2022年1期)2022-04-15
粮食加工(2021年6期)2021-12-03
纺织科技进展(2021年2期)2021-02-24
石油化工应用(2020年5期)2020-06-07
中国煤层气(2019年4期)2019-11-23
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
山东工业技术(2016年15期)2016-12-01
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
中国塑料(2015年9期)2015-10-14
