
仪表板气囊区域弱化浅析
2016-03-16 09:51闵彩丽
科技与创新 2016年4期
闵彩丽

摘 要:简要叙述了仪表板气囊区域的弱化结构及其工作原理,通过产品实例对比和气囊爆破试验对比,总结了不同的弱化方式对气囊起爆的影响,以期为日后的相关工作提供参考。
关键词:仪表板;气囊;铣削弱化;蒙皮
中图分类号:U466 文献标识码:A DOI:10.15913/j.cnki.kjycx.2016.04.107
通常情况下,高端汽车内饰使用的是半硬质仪表板。仪表板本体包括骨架、发泡和蒙皮。半硬质仪表板气囊区域的产品结构是决定气囊展开情况的主要因素之一。只有仪表板气囊区域的产品结构合理,在发生危险时气囊才能正确展开,保护车上人员的生命安全。由此可知,气囊区域是整个仪表板结构设计的关键。
1 气囊弱化区域的产品结构
1.1 表皮激光弱化残余厚度
为了保证遇到突发状况时气囊能够顺利展开,可对仪表板表皮作激光弱化处理,并且涂上润滑脂,以确保弱化区域在任何温度下都能够分离。弱化的残余深度为0.55~0.65 mm,在设计相关部件时,要充分考虑蒙皮的软硬度等因素,保证在各种光线下都看不到弱化线。一般可将弱化线设计成“H”形,并且将其位置度控制在0~0.2 mm的范围内,进而控制蒙皮的位置度。
1.2 铣削弱化深度和剩余宽度
骨架和发泡可以采取铣削的方式弱化。通常,仪表板骨架需要铣削成断续的线,而且需要铣透。当骨架为4 mm左右时,可以铣入发泡1 mm,即在气囊起爆时,发泡受力断裂。另外,铣削的断续线要在同一方向,如果方向不一致,就会导致起爆张力不一致。如果不能将起爆张力作用于激光弱化线上,就会出现表皮剥离的情况。正常的铣削剩余宽度为3 mm,如果它大于5 mm,就会导致弱化不充分,起爆时不容易爆开。
1.3 铣削弱化区域的角度方向
在1 cm的样条上测试时,表皮相对发泡的剥离力仅为2.5 N,即表皮非常容易分离。因此,在设计铣削角度时,其平行于发泡表面的分力必须小。一般情况下,铣削角度保持在105°~110°,如果角度大,起爆时,表皮受到平行方向的分力就大,就会增加潜在的表皮剥离风险。
1.4 弱化线的相对位置
如果铣削线距离表皮弱化线比较远(大于1 mm),那么,起爆时,弱化线就不能被及时冲开,仪表板表皮就会被剥离,甚至被冲断。一般弱化线在铣削线外侧0的位置,相对位置度小于0.5 mm。
1.5 翻转位置的双级弱化结构
在气囊铰链翻转区域增加双极弱化结构,常规设计是作两个“V”字形的弱化,并且倾斜角为30°左右,等效于倾斜的矩形结构(偏向于棱形边结构),使其具有一定的翻转能力,有利于气囊的展开。
1.6 压力释放区域
在“H”形中部弱化区域,为了保证气囊起爆时能够先被冲开,要卸载气囊对整个气囊区域的压力载荷。鉴于此,可在“H”形中部作集中的断续辅助弱化处理。如果没有弱化此处,那么,气囊的初始压力就会作用于气囊框内,该区域就会鼓起,而且不能快速释放初始阶段的压力,导致起爆延迟,增加起爆压力,蒙皮断裂,飞溅无超重等。由此可知,设置集中压力释放区域是非常必要的。
1.7 中部区域的弱化
在展开气囊时,尽量要在仪表板的气囊框中部区域作一些弱化,以增强产品的翻转能力,避免气囊起爆时所有的翻转都集中在铰链区域,导致铰链被冲断,出现非正常剥离的情况。针对这个问题,可在本体注塑件结构上增加5~7个线性凹槽,并且中间部分要用六边型筋连接。集中弱化区域和中部区域的弱化如图1所示。
1.8 气囊铰链
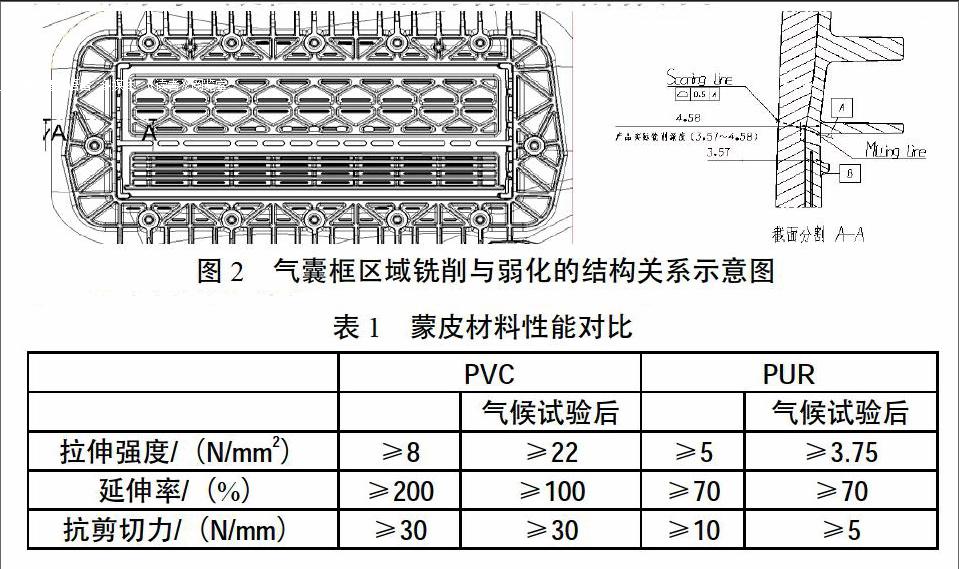
为了保证气囊起爆时骨架不会断裂,可在其中嵌入气囊铰链。一般情况下,气囊铰链是用高强度、棉麻网状结构的材料制成的,并且其拉伸强度≥6 500 N/50 mm。另外,中部铣削区域的气囊铰链要有冲切能力,避免影响起爆工作的正常进行。图2展示了气囊框区域铣削与弱化的结构关系。
2 蒙皮材料的选择
在选择蒙皮材料时,要重点考虑其性能,以免影响日后其他工作的正常进行。蒙皮材料的性能对比情况详见表1.
表1对比了PVC表皮与PUR表皮的机械性能。由相关对比、分析可知,PVC材质的蒙皮抗剪切力大,抗拉强度大,不容易爆开。当蒙皮没有被爆开时,其抗拉伸性能也不会减弱。因此,如果将气囊起爆的气体压力作用于蒙皮与发泡之间,就会在起爆时剥离蒙皮。
3 总结
作者通过实例对比、分析得出了一些经验,希望能为同行日后的工作提供帮助。在设计、开发仪表板气囊区域时,要想保证气囊在遇到突发状况时能够正常开启,要注意以下四个方面:①PUR材质的蒙皮比PVC材质的蒙皮更容易起爆;②严格控制铣削角度;③严格把控弱化深度和弱化的相对位置度;④弱化翻转结构,增强中部弱化区域的起爆点,弱化中间区域的骨架。
〔编辑:白洁〕
猜你喜欢
健康护理(2022年5期)2022-05-26
河南科技(2021年28期)2021-03-10
科学导报(2019年40期)2019-09-03
科技创新与应用(2017年5期)2017-03-16
中小企业管理与科技·下旬刊(2016年10期)2016-11-18
中小企业管理与科技·中旬刊(2016年4期)2016-05-23
中小企业管理与科技·中旬刊(2016年4期)2016-05-23
中小企业管理与科技·中旬刊(2016年4期)2016-05-23
科技与创新(2016年2期)2016-01-19
学苑创造·C版(2015年9期)2015-11-26
