
电阻点焊工艺对先进高强钢焊点裂纹缺陷的影响
2016-03-06 08:15汪小培张永强鞠建斌杨建炜
电焊机 2016年6期
汪小培,张永强,鞠建斌,杨建炜,章 军
(首钢技术研究院,北京100043)
电阻点焊工艺对先进高强钢焊点裂纹缺陷的影响
汪小培,张永强,鞠建斌,杨建炜,章 军
(首钢技术研究院,北京100043)
研究不同的焊接工艺对高强度双相钢电阻点焊焊接质量和焊点裂纹缺陷的影响。结果表明,增加焊后回火脉冲,能够改善焊点表面边部裂纹;增加预热脉冲或回火脉冲,能够明显提升焊点的抗剪性能;同时增加预热脉冲和回火脉冲,能够改善或消除焊缝区的软化点。
焊接工艺;高强钢;点焊;裂纹缺陷
0 前言
为了提高燃油经济性、减轻汽车质量以及提升汽车的安全碰撞性能,先进高强度钢(AHSS)如双相钢(DP)、复相钢(CP)、相变诱导塑性钢(TRIP)和马氏体钢(MS)被广泛应用于汽车行业。先进高强钢的强度(500~1 500 MPa)和塑性配合优于普通高强钢,并同时具有高强度和较好的成形性,特别是加工硬化指数高,有利于提高冲撞过程中的能量吸收,所以其在减重和安全性方面具有双重优势[1-2]。
在先进高强度钢中,DP钢应用更广泛。DP钢的基体组织主要是由占绝大多数的铁素体组织和第二相马氏体岛组成,其强度主要通过马氏体的体积分数来控制。此外,DP钢具有较高的初始加工硬化率、较低的屈强比以及良好的延展性。在汽车车身装配线上,电阻点焊依然是对汽车用DP钢板进行组装连接加工的第一选择,这是基于电阻点焊的高效率和低成本[3-4]。
本研究对厚度1.8 mm的780 MPa级别热镀锌DP钢板的电阻点焊焊接质量进行分析,通过不同的焊接工艺,研究焊接过程中出现的焊点裂纹缺陷,并提出控制或改善措施。
1 试验材料和设备
1.1 试验材料
试验材料为DP780镀锌钢板,钢板厚度1.8 mm。钢板的主要化学成分和力学性能如表1和表2所示。

表1 钢板的化学成分%

表2 钢板的力学性能
1.2 试验设备
试验设备是OBARA DB-220型固定式逆变点焊机,标称功率220 kVA,电极极头直径6 mm。点焊接头试样焊接成形后,取点焊接头焊点的最大横截面制备标准金相试样,试样腐蚀液为4%的硝酸酒精溶液,使用型号为Leica DMI5000M的金相显微镜和Hitachi S-3400NⅡ型的扫描电子显微镜观察微观组织形貌,使用型号为Leica HXD-1000TM的显微硬度测试仪测量显微硬度,并用型号为Zwick-Z100的剪切拉伸设备测试抗剪性能。
2 试验方法
采用40 mm×150 mm的标准试样片进行点焊试验,焊后通过剥离试验将焊点撕裂。试验中最小焊接电流是指最小焊核直径对应的电流,最大焊接电流是指试样两个焊点同时产生飞溅时所对应的电流。通过点焊试验发现,该钢板的最大焊接电流为12.2 kA,最优焊接电流为最大焊接电流减去200 A,则最优焊接电流为12 kA。根据以上试验结果,设计了四组不同焊接工艺的对比试验,具体焊接参数如表3所示。

表3 焊接工艺参数
3 分析和讨论
3.1 焊点的组织形貌
钢板的基体组织如图1所示,其组成为沿轧制方向拉长的铁素体组织和马氏体岛组织,钢板的强度主要通过基体中的第二相马氏体的体积分数来控制,而铁素体则提供延展性。
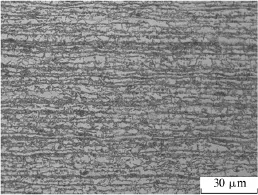
图1 钢板的基体组织形貌
在四种不同焊接工艺条件下,焊点焊缝区的组织形貌如图2所示。焊缝区的组织为板条状的马氏体组织,对比不同工艺下焊缝区的组织,发现马氏体板条的尺寸相差不明显,增加预热脉冲或回火脉冲,没有明显粗化焊缝组织,也没有使焊缝组织发生回复现象。
3.2 焊点裂纹缺陷分析
通过扫描电子显微镜观察焊核内部的裂纹缺陷情况,对比分析焊接工艺对焊点裂纹的影响。在1#焊接工艺下,主要是焊点表面边部产生裂纹缺陷,其形貌如图3所示,其裂纹向焊核内部的纵深约为50 μm。
在2#焊接工艺下,除了在焊点表面边部产生裂纹之外,还会在焊点表面中部产生裂纹。焊点表面边部裂纹如图4a所示,向焊核内部的纵深约为30 μm;焊点表面中部裂纹如图4b所示,向焊核内部的纵深约为16 μm。可以看出,增加预热脉冲能够略微改善表面边部裂纹,但是会引起焊点表面中部裂纹。
图5a是在3#焊接工艺下的焊点表面边部裂纹,向焊核内部的纵深约为15μm。图5b是焊点表面的中部裂纹,向焊核内部的纵深约为40 μm。可以看出,增加回火脉冲能够有效改善焊点边部裂纹,但是也会引起焊点表面中部裂纹。
在4#工艺条件下,焊点表面的边部裂纹如图6a所示,向焊核内部的纵深约为40 μm。图6b是焊点表面的中部裂纹,其向焊核内部的纵深约为100 μm。可以看出,同时增加预热脉冲和回火脉冲,会同时加剧焊点表面边部裂纹和焊点表面中部裂纹,裂纹的深度和宽度都会增加。
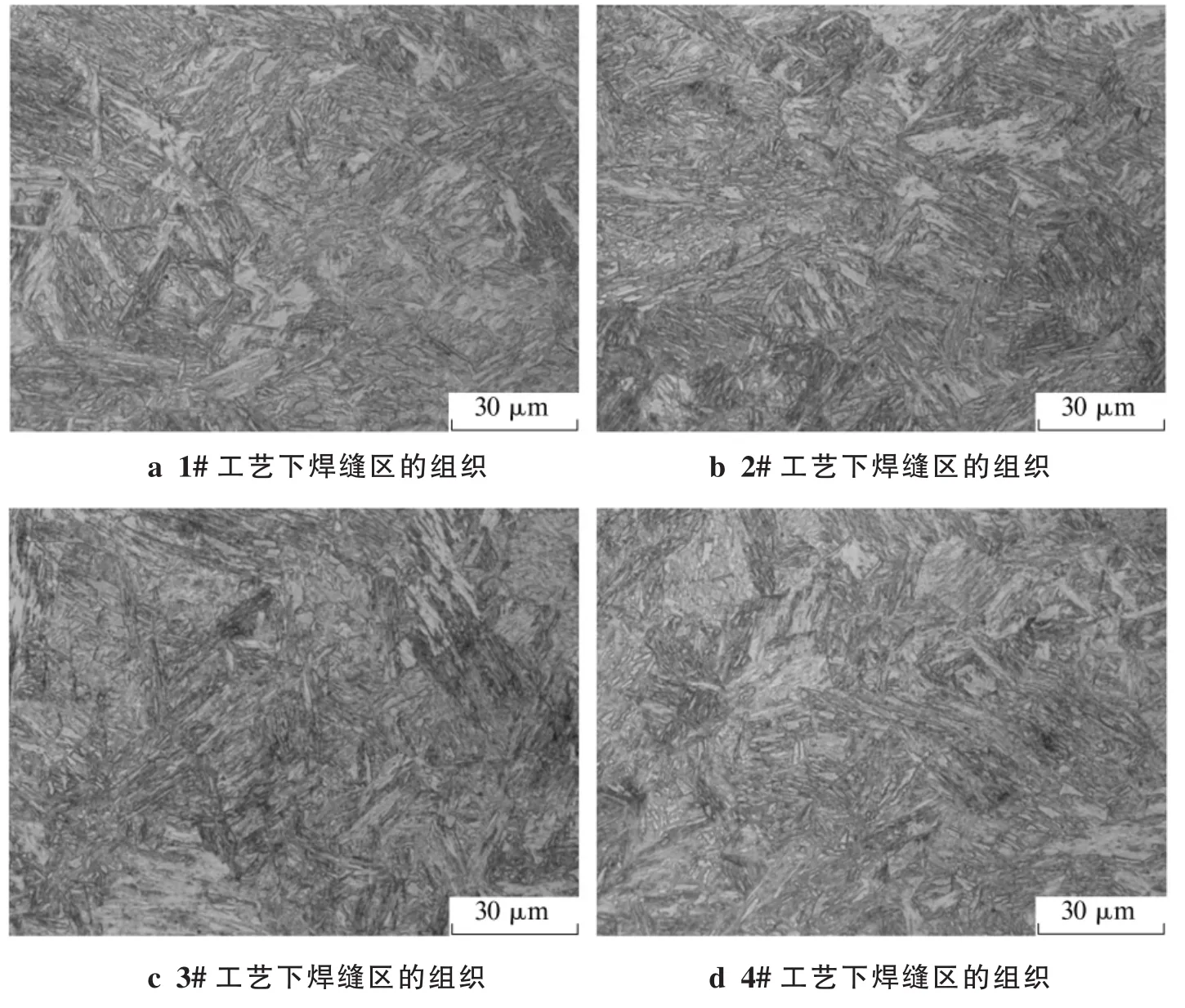
图2 焊点焊缝区的组织形貌
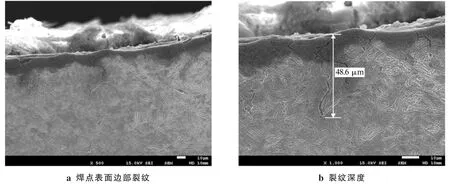
图3 1#工艺下焊点裂纹形貌
焊点表面边部裂纹的危害程度大于焊点表面中部裂纹的危害程度,增加预热脉冲或回火脉冲能够改善焊点表面边部裂纹,其中焊后回火脉冲能够显著改善焊点表面边部裂纹。同时增加预热脉冲和回火脉冲会加剧焊点表面边部裂纹和焊点表面中部裂纹,裂纹的深度和宽度都会增加。
3.3 力学性能和显微硬度
对不同工艺下的焊点进行抗剪拉伸试验分析,结果如表4所示。增加热处理工序后,焊点的抗剪拉伸性能明显提高。由表4可知,增加预热脉冲,抗剪力提高了7.2kN;增加回火脉冲,抗剪力提高了6.5kN;同时增加预热和回火脉冲,抗剪力提高了5.6 kN。增加预热脉冲对焊点抗剪性能的提升比增加回火脉冲的大,同时增加预热和回火脉冲,导致焊点的裂纹缺陷加剧,从而降低焊点的抗剪性能。
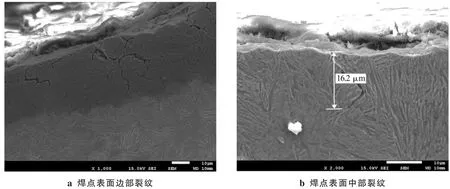
图4 2#工艺下焊点裂纹形貌
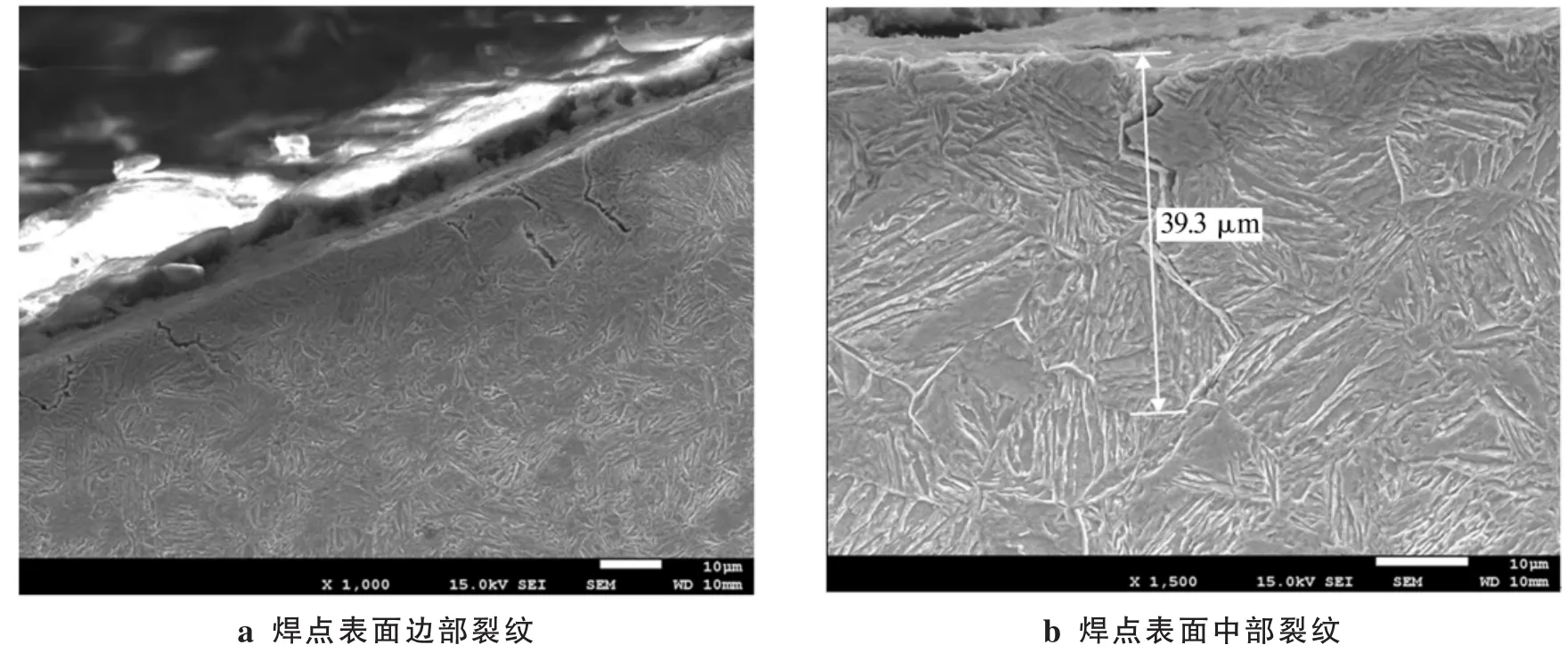
图5 3#工艺下焊点裂纹形貌
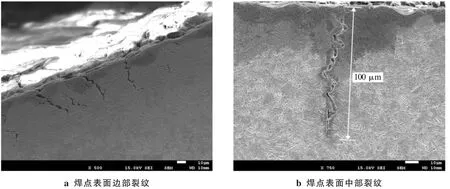
图6 4#工艺下焊点裂纹形貌
四种不同点焊工艺下,焊点横截面上焊核的显微硬度分布如图7所示。
增加预热脉冲或回火脉冲,对焊缝处显微硬度的影响不大。在1#工艺下,在焊缝区靠近热影响区的位置存在软化现象,而通过增加预热脉冲(2#工艺)或者增加回火脉冲(3#工艺)仍然没有消除这种软化点。在4#工艺下,即同时增加预热脉冲和回火脉冲,消除了这种软化点。

表4 焊点力学性能
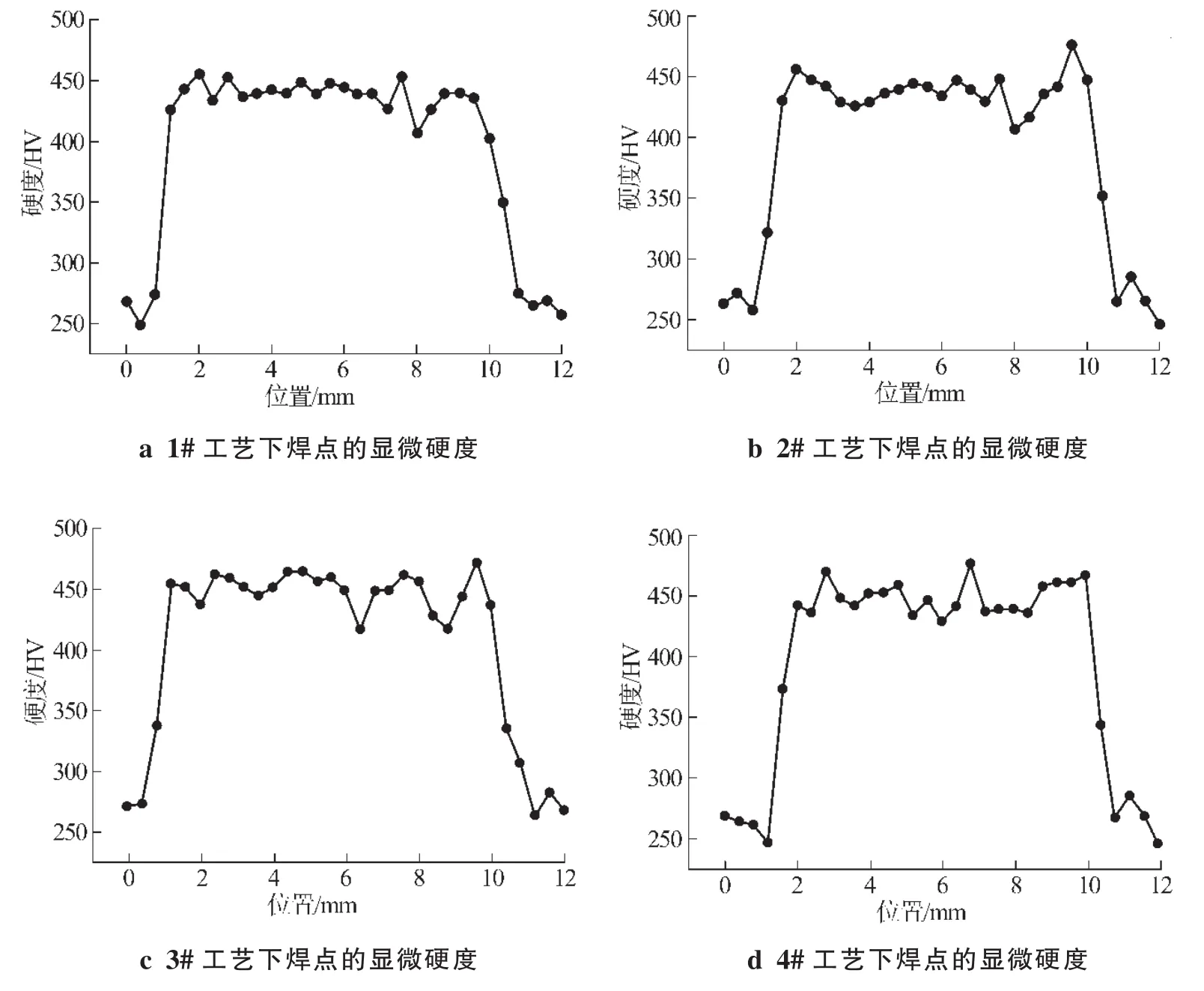
图7 焊点的显微硬度
4 结论
(1)增加预热脉冲或回火脉冲能够改善焊点表面边部裂纹,其中焊后回火脉冲能够显著改善焊点表面边部裂纹。
(2)增加热处理工序,如预热脉冲或回火脉冲能够明显提升焊点的抗剪性能,预热脉冲对焊点抗剪性能的提升比增加回火脉冲的更显著。
(3)同时增加预热脉冲和回火脉冲,能够改善或消除焊缝区的软化点,而单独增加预热脉冲或回火脉冲,效果不明显。
[1]李扬,刘汉武,杜云慧,等.汽车用先进高强钢的应用现状和发展方向[J].材料导报,2011,25(7):101-104.
[2]马鸣图.先进汽车用钢[M].北京:化学工业出版社,2007.
[3]Xiaodong WAN,Yuanxun WANG,Peng ZHANG.Effects of welding schedules on resistance spot welding of DP600 steel [J].ISIJ International,2014,54(10):2375-2379.
[4]Yansong ZHANG,Jie SHEN,Xinmin LAI.Influence of electrode force on weld expulsion in resistance spot welding of dual phase steel with initial gap using simulation and experimentalmethod[J].ISIJInternational,2012,52(3):493-498.
Effect of resistance spot welding process on welding spot crack defects of advanced high strength steel
WANG Xiaopei,ZHANG Yongqiang,JU Jianbin,YANG Jianwei,ZHANG Jun
(Shougang Research Institute of Technology,Beijing 100043,China)
The effect of different welding process on welding spot properties and crack defects of high strength dual phase steel were studied.The results show that the crack in the edge of welds surface can be improved significantly by adding tempering current after welding.The tensile-shear properties ofthe weldingspots can be significantlyimproved byadding preheating current or tempering current. There is a softeningzone in weld zone,which can be improved or eliminated byaddingboth preheatingcurrent and temperingcurrent.
welding process;high strength steel;spot welding;crack defects
TG453+.9
A
1001-2303(2016)06-0096-05
10.7512/j.issn.1001-2303.2016.06.20
2016-01-04;
2016-05-05
汪小培(1987—),男,湖北人,硕士,工程师,主要从事材料焊接性和焊接工艺的研究工作。
猜你喜欢
汽车实用技术(2022年5期)2022-04-02
北京工业大学学报(2021年9期)2021-09-14
汽车与驾驶维修(维修版)(2020年6期)2020-07-06
航天制造技术(2020年1期)2020-03-28
岩土工程技术(2019年6期)2020-01-06
汽车工程(2019年2期)2019-03-11
中国机械工程(2018年19期)2018-10-22
汽车文摘(2016年6期)2016-12-07
西南交通大学学报(2016年4期)2016-06-15
铁道科学与工程学报(2015年5期)2015-12-24
