黄鹤楼(天下名楼)烟支质量控制与保证研究
2016-03-02 06:33张爱武黑金生王安宽彭永刚谢崇权
现代制造技术与装备 2016年7期
张爱武 杨 晖 黑金生 王安宽 屈 飚 彭永刚 谢崇权
(湖北中烟工业有限责任公司恩施卷烟厂,恩施 445000)
黄鹤楼(天下名楼)烟支质量控制与保证研究
张爱武 杨 晖 黑金生 王安宽 屈 飚 彭永刚 谢崇权
(湖北中烟工业有限责任公司恩施卷烟厂,恩施 445000)
随着市场需求的变化,黄鹤楼(天下名楼)受到广大消费者接受、认可和喜爱。但由于其规格特殊,直径很小,生产难度极大,质量难以保证。,针对如何生产出高质量的产品这一问题,该研究从产品生产过程出发,对影响产品质量的原因、生产过程中的质量控制进行分析,并提出加强产品质量保证和控制是关键。
黄鹤楼 搓板 烟支质量 控制 保证
黄鹤楼(天下名楼)是湖北中烟根据市场需求变化,采用烟支长度为常规尺寸的84mm(20+64),烟支直径细至5.25mm,20支装的异型卷烟品牌,只超细,不超长。由于其规格特殊,直径很小,生产难度极大,生产量始终无法提升。其中,最关键是质量难以保证。其质量控制与现有常规规格具有较大的不同。
1 现状分析
1.1 影响产品质量的原因
黄鹤楼(天下名楼)卷烟烟支直径细至5.25mm,在ZJ15上生产超出了ZJ15的设计极限,烟支生产在卷制上质量难以保证。同时,由于水松纸是双排激光打孔,上胶时要求要与切纸同步,留出激光打孔的无胶区,在卷接过程中易出现烟支无胶区错位,而产生烟支漏气、水松纸翘边、水松纸包不拢、掉头等各种情况,从而产生烟支质量缺陷。
1.2 生产过程中的质量控制
生产过程中的质量是在生产中需要对生产过程进行监测,以抽样检验控制质量是传统的质量控制,被称之为事后质量控制。对于异型烟的生产工序,实施全程监控必不可少。特别是事后检验,力争通过事后检验,尽量把生产过程中的质量问题控制在源头,做到“早预防、早处理”。所以,产品质量过程监控的关键在于源头控制。
据2015年4月12-18日缺陷烟支数据统计(如表1所示),从烟支设计值允差看,烟支重量共超标41支,圆周超标34支,且物理指标差异性较大。由此可以得出,烟支数据均匀性控制较差,难以保证稳定性,需要重点解决。同时,烟支的其他外观质量也存在波动幅度,说明卷包工艺流程的管理必须加强。
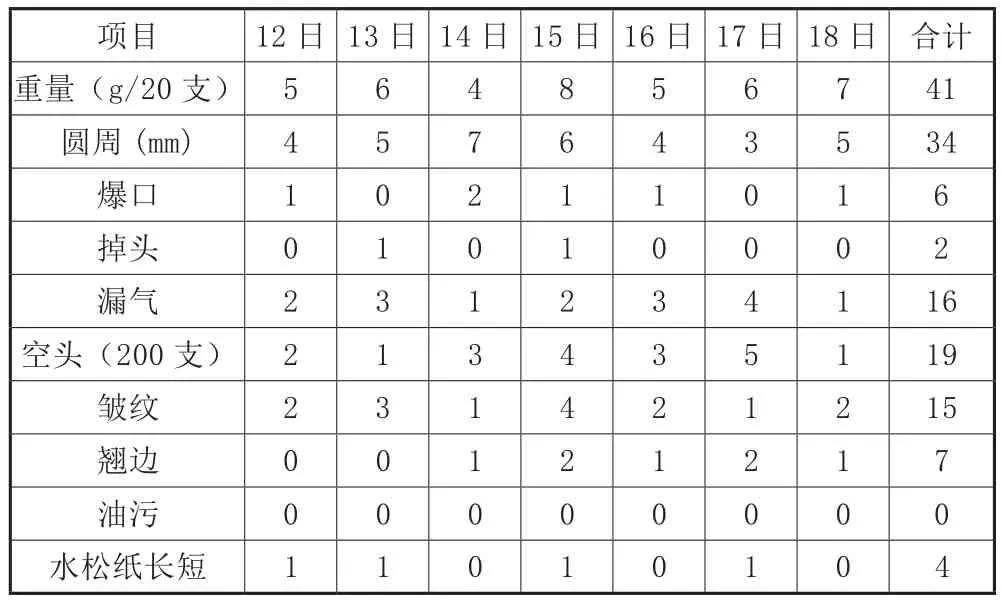
表1 2015年4月12-18日缺陷烟支统计
2 具体有效办法
随着卷烟加工技术的进步和消费者对卷烟产品质量、内在品质要求的不断提高,产品质量的稳定和加工过程稳定成为工艺加工的重点。
2.1 新型搓板设计
2.1.1 搓板圆弧工作面的设计
搓板工作面是一个圆弧面。由于超细支烟的总长度没有变化《烟支规格84mm(20+64mm)》,为适应设备生产,新搓板的总弧长、工作面宽度保持不变。通过对搓板工作面进行实测,总弧长为118mm,工作面宽度为137mm。为适应Φ5.25mm的烟支搓接,保证搓板的进出口与切纸鼓轮的间隙一致,搓板的弧度必须要改变。依据公式:L=nπr/180,经过反复模拟与计算,得出搓板的弧度为R116.79,圆心角为57.88°(如图1所示)。
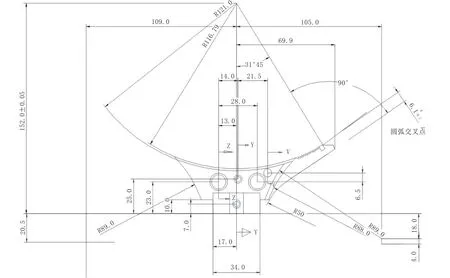
图1 搓板圆弧工作面
为确保“组烟”在进入搓板前利用折叠轴使水松纸先在“组烟”上包裹1/3圈,确定进口小平面宽度为16.5×1/3=5.5mm。同理,为保证搓接好的“组烟”能顺利进入取出鼓轮,确定出口圆弧面宽度为16.5×1/3=5.5mm。
2.1.2 滚花纹路的设计
搓接鼓轮表面的线速度=π×D×转速=3.14×0.224×79.5=55.92m/min。现行生产的Φ5.25mm烟支的水松纸宽度为54mm,所以确定中间指状宽度为54mm。由于搓板工作面宽度为137mm,那么径向纹的宽度137-54=83/2=41.5mm。由于水松纸属于双排激光打孔,为了排胶,将40mm的嘴棒运用黄金分割法确指状中间宽度为9.44mm。为避免加工误差,将其确定为10mm。按照同样的办法,确定进口圆弧面指状的具体尺寸(自左向右):5.5+10+16+10=41.5mm。为保证搓板在搓接过程中减少油墨、乳胶等异物影响搓接质量,在中间搓接部位两侧各开一条2mm的槽,防止由于水松纸偏移乳胶堆积在搓板上。
为保证烟支表面与圆弧面的适应度,按照GB/T 6403.3-1986推荐尺寸,确定径向纹的表面宽度为0.2mm;凹槽宽度为0.1mm;中心线渐宽0.75mm(如图2所示)。
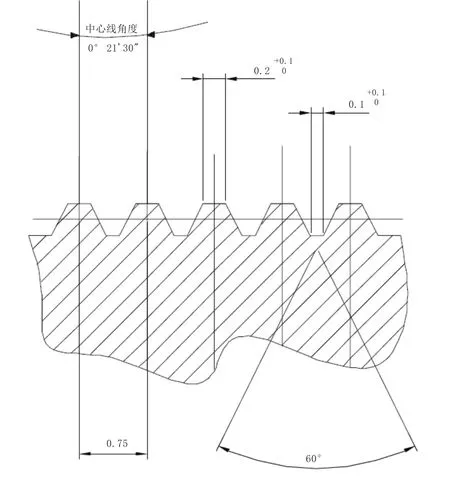
图2 径向纹的表面尺寸
2.2 质量控制
在卷烟卷制生产过程中,烟支的质量包括外观质量和内在质量。外观质量包括卷烟卷接过程中出现的空头、皱纹、爆口、竹节、水松纸长短问题;内在质量包括烟叶的化学成份、长度、圆周、吸阻、烟支重量、透气度、硬度等。为保证中烟支的质量,需紧紧围绕产品质量这一中心,将整个生产的各个环节串联成一个整体,从人、机、料、法、环五大因素进行控制,运用PDCA的原则,对质量波动进行分阶段验证,制定相应措施,防止同类质量事故重复发生,尽可能减少不合格品。
2.2.1 严格执行工艺标准,实施参数控制
严格执行工艺标准要求全员明确质量管理程序和内容,杜绝或减少质量缺陷,调动全员质量管理积极性,提高在制品和成品质量。由于黄鹤楼(天下名楼)设计标准与常规烟支不同,所以,如何对影响该卷烟质量的设备、物理数据控制尤为重要。除常规的自检、互检、专检外,还需机台操作人员、修理工、质检员团结协作,对生产出的产品的参数进行分析、判断,查找其中存在的不足并进行改进,充分运用全方位检测系统对各项参数进行优化,提高控制精度。
2.2.1.1 调整设备参数
鉴于烟支的特殊规格,为保证产品质量,确保设备精度是保证烟支质量的关键。同时,借鉴先进机型的工作原理优化设备参数,保持设备的技术状态良好,而修理后的设备要达到质量标准。
2.2.1.2 调整工艺参数
卷烟产品的加工过程对卷烟内外在质量有重要影响。根据消费者的需求,优化过程控制的工艺参数,可有效提升产品质量。在设备调试运行稳定的情况下,对烟支的物理数据进行分析,运用均匀试验设计方法,按照烟支内控标准指标,对烟支进行允差参数优化并固化,从而提高和稳定烟支的质量。
2.2.2 员工操作过程的控制
一是建立健全车间生产异型烟机组的作业指导书;二是严格执行车间设备“四精管理”和“进站式”保养模式,优化设备操作、保养内容;三是加强企业内部各职能部门的沟通协调,通过设备改进、工艺研究、QC活动等完善和补充体系文件,使其更符合企业需求,使其有效性和可操作性更强;四是加强卷烟生产过程中操作人员首检、自检的责任意识和质检员的有效监督机制,每10分钟进行一次自检、30分钟填写一次记录,1小时/机台的专检,填写《卷接包工艺质量检查表》以及不定期抽检。引导操作人员从过程上控制好产品质量的各项指标的波动,把问题和影响控制在自检周期内。
2.3 质量保证
2.3.1 严格执行文件要求
产品生产必须在严格执行操作规程的前提下,按照工艺标准进行生产。任何一个环节的疏忽,都有可能导致产品质量的缺陷。因此,严格执行文件要求是质量保证的前提。在严格按操作规程和工艺标准生产的同时,还必须提高相应操作人员的业务素质和业务技能。此外,还得设置特殊的质量保证工艺环节,优化工艺流程,增加可追溯性,做到责任到人。
2.3.2 严格执行工艺规程
工艺流程必须坚持上道工序对下道工序负责的原则执行。除每日交接班的首检和尾检外,还需做好生产过程中的抽检工作。当首检产品出现缺陷时,应立即停止生产进行检验、调试。在无质量异常的情况下,再行进行正常生产;当尾检出现质量问题时,应及时向下一班操作人员说明故障情况;抽检即是对设备运行中某个工序稳定性的验证,通过抽检时刻掌握产品的质量动态,并根据其波动情况实时对设备、工艺进行调整,保证产品质量。
2.3.3 落实考核制度
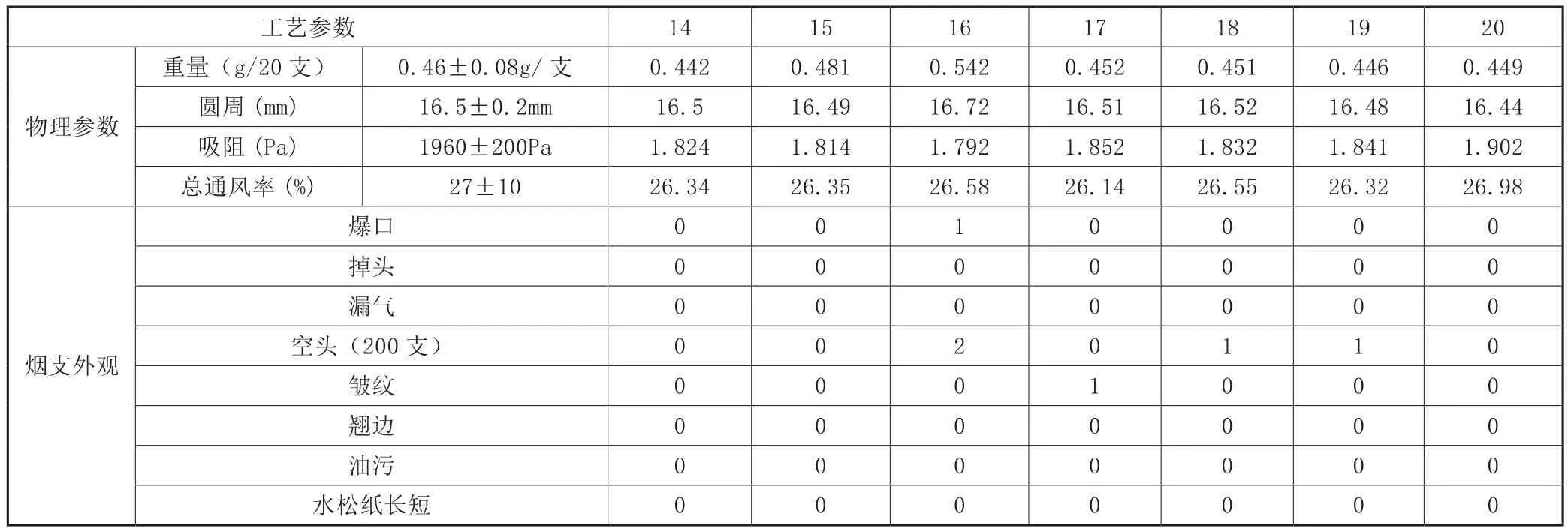
表2 2015年10月14-20日白班抽检参数
为确保产品质量,车间制定了《天下明楼质量管理规定》。对生产过程中控制烟支主要质量指标、不合格品控制、工艺纪律等项目细化到每道工序上,实行时时有考核、处处有绩效,切实做到工作业绩与绩效工资挂钩。
3 取得的效果
通过以上措施,形成了细支烟特殊的自检、互检、专检网络和生产的具体管理实施细则,并形成制度化、规范化的质量保证体系。
表2为2015年10月14-20日白班抽检参数一览表。由表2可知,从烟支设计值的允差看,烟支重量控制、圆周控制基本稳定,烟支重量共超标1支,圆周超标1支,基本的物理指标也得以保证稳定性。同时,烟支外观质量也得到了相应的提升。
4 综合结论及成果
通过对卷烟机、包装机生产过程中影响烟支的重量、圆周、烟支缺陷、烟包缺陷的工艺可靠性工序过程进行详细分析,可以得出以下结论:
第一,卷烟机对烟支的质量、圆周、吸阻等物理指标的工艺控制,需要对设备的每一个工序能力进行分析,并有针对性地加以改进,提高设备的精度。当出现质量波动时,也可以有效查找原因,找出问题的解决之道。
第二,在产品生产过程中,总要出现各种质量问题。车间要提高产品质量,就必须弄清楚出现这些问题的原因,制定相应管理制度,并不断完善,从而保证进入市场的成品达到或超过《湖北中烟恩施卷烟厂内控标准》工艺要求,最终得出正确的结论,为生产产品树立良好形象,形成严格的质量管控体系,有机结合自检、互检、专检,形成异型烟的质量控制体系,以保证产品质量。
实践证明,通过有效的管理可以控制大约80%的质量缺陷的发生,加之质量保证与控制具有较强的实践性和连续性,所以要切实提高产品质量,除了总结先进的、成熟的卷烟外,还需不断实践、总结、探索适合本车间质量管理的新思路和新方法。只有这样,才能实现质量突破和领先,才能稳定卷烟质量,提高顾客美誉度,才能推动质量改进及精细化加工水平的提升,才能提升员工的整体素质,才能使企业保持持续的竞争力。
[1]于涛.工序质量控制系统研究[M].北京:经济管理出版社,2002.
[2]耿彪.烟支质量参数化控制研究[J].中国新技术新产品,2010,(7):7.
[3]徐丽娟.卷烟质量控制管理[J].中国高新技术企业,2010,(11):86.
[4]沈凯波.基于“精益生产”的全面质量管理在S公司的应用研究[D].上海:上海大学,2008.
[5]王淑君.生产过程质量控制[M].北京:中国标准出版社,1997.
[6]寇伟,马林,王建明.卷烟的卷制水份变化对卷制质量的影响[J].郑州轻工学院学报:自然科学版,2000,(4):130-133.
[7]何晓群.现代质量管理与6σ流程控制[J].数理统计与管理,2003,(5):10-14.
Huang HeLou(The world famous buildings)Study on the Support of Quality Control and Assurance of Smoke
ZHANG Aiwu,YANG Hui,HEI Jinsheng,WANG Ankuan,QU Biao,PENG Yonggang,XIE Chongquan
(Enshi Cigarette Factory, China Tobacco Hubei Industrial Co., Ltd., Enshi 445000)
With the change of market demand, HuangHeLou cigarette is recognized by the vast number of consumers.However, because of its special specification, small diameter, it is difficult to product and guarantee the quality. How to produce high quality products, this article study from the production process,focus on the factors that affect product quality and quality control in production, and finally propose that the key is to strengthen the product quality assurance and control.
Huang HeLou,Cigarette quality,Control,assurance
湖北中烟科技项目(2015ZY-ESC021)。
猜你喜欢
设备管理与维修(2021年1期)2021-03-05
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25
中国眼镜科技杂志(2019年9期)2019-11-11
劳动保护(2019年7期)2019-08-27
电子制作(2018年22期)2018-12-21
商品与质量(2018年41期)2018-04-15
质量技术监督研究(2018年1期)2018-03-26
中国质量与标准导报(2014年10期)2014-02-28
中国质量与标准导报(2014年1期)2014-02-28
中国烟草学报(2012年4期)2012-04-09