齿轮滚刀铲磨干涉的计算机辅助计算
2016-03-02 06:33李艳豪贾建军
现代制造技术与装备 2016年7期
李艳豪 贾建军 陈 松 张 恒
(西安工业大学 机电工程学院,西安 710032)
齿轮滚刀铲磨干涉的计算机辅助计算
李艳豪 贾建军 陈 松 张 恒
(西安工业大学 机电工程学院,西安 710032)
铲磨齿轮滚刀时,为了保证磨光长度,有时会产生干涉现象。本文在研究盘形砂轮铲磨齿轮滚刀的基础上,应用计算机辅助计算方法,计算已知砂轮直径的情况下,铲磨齿轮滚刀时是否发生干涉现象;或对齿轮滚刀进行铲磨时,计算最大许用砂轮直径与最小许用砂轮直径。此方法不但比作图法精确可靠、省时省力,而且比人工解析计算方便快捷,为齿轮滚刀的计算机辅助设计与制造奠定了良好的基础。
刀具技术 齿轮滚刀 铲磨 盘形砂轮 干涉
前言
铲齿成形刀具的加工在保证铲磨长度的同时,要进行铲磨砂轮的干涉计算,且通常用作图法和解析法进行验证。齿轮滚刀属于铲齿刀具的一种,是最常用的一种齿轮加工刀具。此外,齿轮滚刀刀齿的铲磨是一种高效低成本的精加工方法,其铲磨过程属于复杂的啮合加工[1]。在铲磨过程中,砂轮直径的合理选择,可保证刀齿获得最大磨削长度的同时,也可使砂轮不碰到邻接的刀齿[2]。如果把砂轮用一个圆锥体简化,齿轮滚刀用一个圆柱体简化,则当砂轮铲磨滚刀时,圆锥面与圆柱面形成一条空间相贯线。由于滚刀的切削刃是一条连续的空间圆柱螺旋线,只要相贯线与圆柱螺旋线不相交,而只在刃磨点处相切,刀具与砂轮就不会发生刃磨干涉。当刀具直径确定后,即可确定不发生刃磨干涉的最大砂轮直径值[3]。
1 作图法
按滚刀外径Deg、滚刀齿数zg、槽形角θ、槽底圆弧半径R,作出滚刀的端面投影图。在滚刀一个齿的前刃面作出铲背量K,可得B点。以Deg/2为半径,分别以A、B两点为圆心,圆弧相交于O1点;再以O1点为圆心,Deg/2为半径,连接AB,得齿顶铲背曲线。在相邻齿前面作齿全高hg,得C点;以O2为圆心,O1O为半径,画圆弧CD,得齿底铲背曲线。以O为圆心,Degsinαe/2为半径画圆,过磨光长度末点a,作切于半径为r的圆的切线,使所假设的砂轮外圆切于齿底铲背曲线CD。此时,砂轮外圆如在下一个齿E的上方,铲磨时不会发生干涉;砂轮外圆若在E点下方,铲磨时将会发生干涉[4]。如图1所示。

图1 齿轮滚刀铲磨干涉作图校验
2 计算机辅助计算法
为了提高齿轮铲磨干涉验证的快速性和精确度,宜采用计算机辅助计算方法进行铲磨干涉的判别,或不知砂轮直径时,求出许用最大砂轮直径和许用最小砂轮直径。本文应用MATLAB的数值计算能力,进行齿轮滚刀铲磨砂轮干涉计算以及砂轮许用直径的计算。首先,输入被铲磨滚刀的已知参数,包括法向模数m、滚刀外径Deg、滚刀半径reg,齿数zg、槽心角θ、顶刃后角αe、齿高系数f、径向间隙系数c,然后进行滚刀刀齿加工参数的计算[5]。
根据铲磨后角,计算铲背量:

二次铲背量:

切圆半径:
根据齿高系数、径向间隙系数,计算齿全高:
进而,得出容屑槽深:

容屑槽底圆半径:

最后,进行滚刀铲磨干涉的计算。
计算滚刀齿顶A点坐标:

计算铲背曲线与齿面交点B坐标:
计算铲背曲线的圆心坐标(x1,y1):

计算滚刀容屑槽底圆心坐标:
计算坐标点(x3,y3):

计算坐标点(x4,y4):

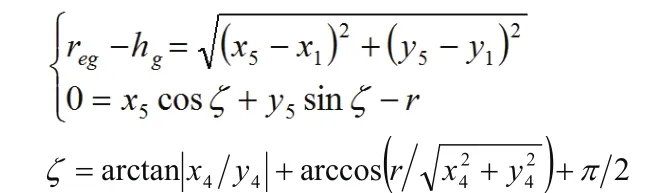
计算坐标点(x5,y5):
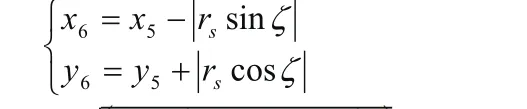
如果已知砂轮半径rsha,则可计算铲磨砂轮圆心坐标(x6,y6):
如果砂轮半径未知,计算砂轮圆心坐标(x6,y6):

则铲磨砂轮最大许用外径:

最小许用外径:

流程图如图2所示。
3 应用实例
设齿轮滚刀已知参数为:法向模数m=3,滚刀外径Deg=80mm,齿数zg=12,槽形角θ=25°,顶刃后角αe=12°,齿高系数f=1,径向间隙系数c=0.25。
将滚刀已知参数输入后,运行程序,得铲背量K=4,二次铲背量K1=6,全齿高hg=7.5,容屑槽深H=13,槽底圆弧半径R=1.25,切圆半径r=8.3165。滚刀齿顶A点坐标(-20,34.6),铲背曲线与齿面交点B坐标(0,35.55),铲背曲线的圆心坐标(-8.25,-3.59),刀容屑槽底圆心坐标(-1,28),坐标(x3,y3)为(-5.99,36.34),坐标点(x4,y4)为(-13,35.49),坐标点(x5,y5)为(-12.1,28.68)。如果已知砂轮半径,且假设砂轮半径为25mm,则程序验证砂轮铲磨是否干涉,程序运行结果如图3所示。
如果砂轮半径未知,则计算铲磨砂轮许用最大半径和许用最小半径,程序运行结果如图4所示。
4 结论
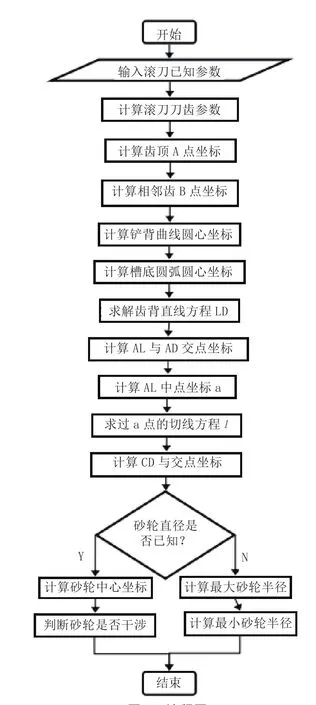
图2 流程图

图3 已知砂轮半径时铲磨是否干涉的程序运行结果
图4 砂轮半径未知时取值范围的程序计算结果
计算机辅助计算方法方便快捷、精确可靠。在已知铲磨砂轮半径的情况下,能够判断铲磨时是否干涉;若砂轮半径未知,可计算出许用最大和最小砂轮半径,方便生产制造时砂轮的选用。同时,也为齿轮滚刀CAD/CAPP/CAM奠定了重要的基础工作。
[1]金成杰,李国龙,刘飞.VERICUT环境下的齿轮滚刀铲磨加工过程仿真[J].现代制造工程,2 008,(8):62-64.
[2]王铁流.滚刀铲磨许用最大砂轮直径的计算[J].机械工艺师,1993,(9):33-34.
[3]刘丰 林,秦大同,徐晓刚,等.滚刀径向整体铲磨砂轮精确计算[J].重庆大学学报,2009,(12):1374-1380.
[4]张连东.新构形齿轮刀具刃磨干涉的研究[J].工具技术,2007,(2):62-64.
[5]田国庆,郑守璋.用解析法判断滚刀铲磨中的干涉[J].工具技术,1992,(2):32-34.
Co mputer Aided Calculation of Gear Hob about Relief Grinding Interference
LI Yanhao, JIA Jianjun, CHEN Song, ZHANG Heng
(School of Mechanical and Electrical Engineering, Xi’an Technological University, Xi’an, 710032)
In order to ensure the polishing length of hob shovel grinding, it maybe produce interference, this paper studies the di sc-shaped grinding wheel shovel hob, on the one hand when known grinding wheel diameter that using computer-aided calculation method to test whether the interference occurs, on the other hand to calculate the maximum allowable relief grinding wheel diameter and the minimum allowable relief grinding wheel diameter. This method is not only accurate and reliable than the mapping, time-saving and convenient than doing analytic calculation laid a good foundation for computer-aided design and manufacturing of gear hob.
Cutting tool technology,gear hob,shovel grinding,disc-shaped grinding wheel,interference
陕西省科技厅工业攻关项目(2013K07-19)。
猜你喜欢
建筑与预算(2022年12期)2023-01-09
建筑与预算(2022年10期)2022-11-08
河北理科教学研究(2022年2期)2022-09-17
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
隧道建设(中英文)(2019年12期)2020-01-01
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年3期)2019-02-27
橡塑技术与装备(2018年18期)2018-09-22
制造技术与机床(2017年7期)2018-01-19