PAE湿强剂在食品包装用纸中的应用实例
2016-03-02 03:23:24陆玲娟刘赵华徐李鹏
中国造纸 2016年1期
陆玲娟 刘赵华 徐李鹏
(浙江普瑞克特种纸有限公司,浙江嘉兴, 314000)
·纸张湿强剂应用·
PAE湿强剂在食品包装用纸中的应用实例
陆玲娟 刘赵华 徐李鹏
PAE(聚酰胺环氧氯丙烷)湿强剂不含甲醛,其中部分高净度的产品适用于食品用纸的生产,但与普通产品相比,其价格昂贵、总体添加量偏高,如何最大限度地发挥其效果,对成本控制至关重要。本文以浙江普瑞克特种纸有限公司在茶叶袋纸生产中PAE湿强剂的应用为例,探讨如何优化其使用。
PAE;湿强剂;食品包装用纸;湿部化学环境监控
(* E-mail: LLJ@purico.cn)
茶叶袋纸因使用的需要,成纸要求较高的湿强度;一般通过在抄造过程中添加湿强剂实现这一目标。目前常用的脲醛树脂(UF)和三聚氰胺甲醛树脂(MF)等类聚合物湿强剂,因其本身含有甲醛成分,对环境和人体健康均有一定的危害,不适用于食品包装用纸[1]。PAE类湿强剂(聚酰胺聚胺表氯醇树脂类聚合物)不含甲醛,能适应日益严格的食品包装用纸的需要。
浙江普瑞克特种纸有限公司(简称本公司)在茶叶袋纸生产中使用的是经FDA认证的、高净度的能用于食品包装行业的商用产品Giluton1100/37N(BK Giulini公司出品,以下简称为1100/37N)。但净度的提高也带来了湿强增强效果降低的负面效应,而1100/37N的总体添加量较多,且1100/37N单价昂贵,因此添加量的多少显著影响最终产品的成本。本文以1100/37N在实际生产过程中的应用为例,讨论如何优化其使用条件,发挥其最佳的湿强增强效果。
1 作用机理和产品特性
1.1 作用机理
PAE树脂含有胺基、环氧基和氮杂丁烷型阳离子,而纤维表面有羟基、醛基和羧基等反应基团。PAE树脂分子与纤维表面反应基团产生交联作用。
一般认为湿强剂增强机理一种是“均交联”机理,这种机理认为所加的树脂部分沉积于纤维之间或吸附于纤维表面,当纸张干燥时,这些树脂相互交联成网状结构。另一种是“共交联”理论,这种理论认为湿强剂树脂的初期是一种低相对分子质量能溶于水的树脂,加入纸浆后渗入至纤维的表面和内部,与纤维分子发生有效的交联[2-3]。
1.2 产品特性
1100/37N为一种浅黄色透明液体,固含量约为15%,pH值3左右,为阳离子型,对纤维有较强的吸附能力。需要注意的是该产品保质期短,即使在保质期内,产品的使用效果也会随着温度的升高而下降。供应商承诺的是20℃的温度时能贮存3个月以上,但实际使用经验是:在南方炎热的夏季,当贮存温度超过35℃时,产品的最佳使用期仅有1个月的时间。如果不能低温存放,只能尽量降低库存量,要求供应商更高频次的提供新鲜产品。
2 添加方法和位置
2.1 添加方法
添加前先对湿强剂进行稀释,1100/37N与水的比例为1∶10。最好使用去离子水、自来水次之,尽量避免使用回用水,因回用水中的离子和细小纤维在稀释过程中与湿强剂的结合会降低产品的活性。实践证明,与使用回用水相比,使用去离子水时湿强剂用量可降低6%左右。
生产中将湿强剂的添加接入DCS控制系统,实现了可视化、自动、实时监控,提升了控制精度。
2.2 添加位置
通常来说随着打浆度的增加,纤维的表面积增加,对湿强剂的吸附更强。因此,湿强剂通常添加在打浆之后,如高位箱、纸机浆池或冲浆泵等处。具体的添加位置,可以结合反应时间、剪切破坏以及吸附效果综合选定。实际使用结果显示,本公司生产过程中在高位箱处的添加应用效果最佳。
3 湿部化学环境的监控
在实际生产中主要从pH值、电荷需求量以及Zeta电位三方面对湿强剂的影响进行监控。
对于生产数据分析,基于下列前提:
(1)鉴于公司正常生产时在严格的工艺控制条件下,湿强剂添加前的湿部化学环境相对比较稳定,以下着重于探讨湿强剂用量受这三方面的影响情况。需要说明的是,如果生产情况不稳定,需要综合考虑添加前后的变化情况。
(2)公司一直将最终成纸的湿强度稳定在一个很窄的范围内,因此以下不同生产条件下,最终的成纸质量差异忽略不计。
3.1 pH值
图1为湿强剂用量与pH值的关系。图1数据表明,在接近中性的条件下,湿强剂的用量较少,即PAE树脂的湿增强效果最佳、使用效果最好;一般将pH值控制在6~8的范围内。因为浆料系统的pH值对纤维素的功能基团如羧基的电离状态有较大的影响,因而将对带负电荷的纤维与带正电荷的PAE树脂的相互吸附作用产生影响。图1表明,实际生产将pH值控制在7.5附近,1100/37N用量最少。
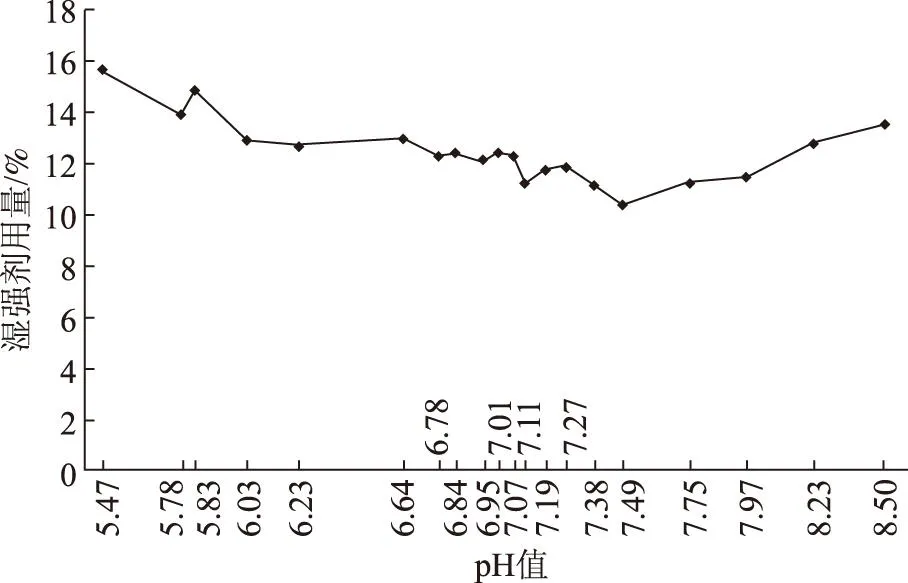
图1 湿强剂用量与pH值的关系
3.2 阳离子电荷需求量
纸机系统采用电荷测定仪(PCD)来检测纸浆中的溶解电荷。系统中细小纤维含量高,系统电荷就偏高(纤维电荷带负点),则会影响纸机的运行和造纸化学品的使用效率。尤其是使用损纸配浆时,可考虑配浆前,预先洗去损纸中的细小纤维或添加阳离子化学品进行中和。
图2为湿强剂用量与电荷需求量的关系。从图2可看出,湿强剂用量随着阳离子需求量的减小而降低;从图2可见,将阳离子需求量控制得越低,湿强剂用量越少。
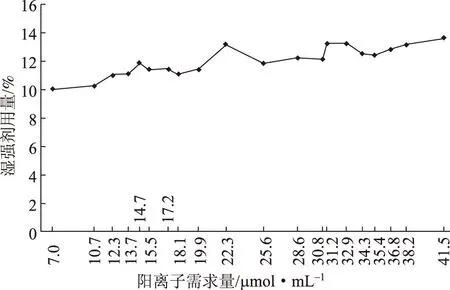
图2 湿强剂用量与阳离子需求量的关系
3.3 Zeta电位
Zeta电位是表征胶体分散系统稳定性的重要指标[4]。
生产实践表明,将Zeta电位控制在负值或接近0时,湿强剂使用效果更好。过量添加PAE湿强剂达不到提高湿强度的效果,相反,还会使纸张的干湿强度有所降低,这与浆料系统的Zeta电位的改变有关。在未加入PAE湿强剂时,浆料系统的Zeta电位为负值,但当PAE湿强剂添加到浆料中后,由于电中和作用,浆料的Zeta电位将接近于零,如再增加PAE湿强剂的用量,浆料系统的Zeta电位将由0转为正值,使PAE湿强剂的留着率有所降低,并导致浆料严重絮凝,影响成纸匀度,从而影响纸张强度。
图3为湿强剂用量与Zeta电位的关系。图3表明,Zeta电位越接近0,湿强剂用量越少。
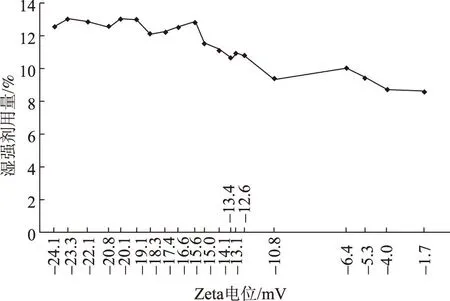
图3 湿强剂用量与Zeta电位的关系
4 成纸熟化和湿强度的实验室测量
PAE树脂是一种热固性树脂,添加了PAE树脂的纸张必须经过加热干燥才能获得很好的湿增强效果[5]。生产实践证明,纸张经一般造纸过程的烘缸加热干燥,PAE树脂即可获得较好的固化,但纸张下机时的PAE树脂尚未完全熟化,需放置一定时间(一般为0.5个月左右)才能完全熟化。但下纸机时需要立即对湿强度进行检测。
生产中测量两个湿强度:即时湿强度(A1)和熟化后的湿强度(A2)。A2的测量,是使用烘箱加热加速熟化,是自然熟化的加速模拟版。实践对比表明,在105℃烘箱内加热10 min能达到同等的自然熟化的最终湿强度。而A1与A2之比即为湿强度的熟化系数,可作为干燥温度控制的辅助参数,通常控制在85%~95%之间。
5 损纸的回用
纸张刚下纸机时并未立即达到最终湿强度,因此损纸回用应该尽快进行。在熟化期内,损纸贮存时间越短,越易碎解。
碎解时,向碎浆机内通蒸汽,控制碎解温度在(85±5)℃范围内,并添加NaOH将pH值控制在9以上,同时辅以专用的湿强剂解离剂(Break up K)。碎解0.5 h后,加Al2(SO4)3调节pH值到中性,碎解完成。 后续再采用高频疏解机低功率、多次循环疏解损纸,直至取样未发现浆团方可配浆使用。
6 结 语
通过对PAE湿强剂贮存温度的控制、添加前先净水稀释、湿部化学环境的优化和烘干温度的控制可最大限度地发挥1100/37N湿强剂增强效果;经过调节优化,湿强剂用量降低了23%,节约了生产成本,进一步提高了产品的竞争力。
[1] ZHOU Jing-hui, Wu Xing-e. Progress of Wet Strength Agent for Paper Making[J]. China Pulp & Paper, 2004, 23(9): 49.
周景辉, 吴星娥. 造纸湿强剂的进展[J]. 中国造纸, 2004, 23(9): 49.
[2] YANG Jing, LI Xiao-rui. Study of the Effect of Upgraded MF on Wet Strength of Paper[J]. China Pulp & Paper, 2005, 24(9): 10.
杨 惊, 李小瑞. 改性三聚氰胺甲醛树脂提高纸张湿强度的研究[J]. 中国造纸, 2005, 24(9): 10.
[3] ZHANG Guang-hua. Principle and Application of Wet End Chemical[M]. Beijing: China Light Industry Press, 1998.
张光华. 造纸湿部化学原理及其应用[M]. 北京: 中国轻工业出版社, 1998.
[4] WANG Zhi-jie, DONG Xian-Min. Study of Wet End Chemical Factors on Zeta Potential[J]. Journal of Shaanxi University of Science & Technology, 2006(3): 1.
王志杰, 董现敏. 造纸湿部环境因素对Zeta电位影响的研究[J]. 陕西科技大学学报, 2006, (3): 1.
[5] LIU Jian-lin ,WANG Li-jun, WANG Teng. Measurement and Analysis of Zeta Potential and Demand for Charge[C]//2008 National Papermaking Chemicals Application Development Technology Seminar Corpus, 2008.

(责任编辑:常 青)
欢迎投稿 欢迎订阅 欢迎刊登广告
欢迎访问中国造纸杂志社网站 http://www.cppmp.com
An Application Example of PAE as Wet Strength Agent for Food Packaging Paper
LU Ling-juan*LIU Zhao-hua XU Li-peng
(ZhejiangPuricoSpecialityPaperCo.,Ltd.,Jiaxing,ZhejiangProvince, 314000)
Some wet strength agents with very high cleaness mainly containing PAE, could be used for food packaging paper production, since they are formaldehyde free. However they are very expensive and applied dosage is much higher than the normal wet strength agents, therefore their application will effect on the final product cost control. This article discussed how to utilize this kind of wet strength agent based on the practical experience.
PAE; wet strength agents; food packaging paper; monitor of wet end chemical environments
陆玲娟女士,工程师;主要负责产品质量和工艺控制工作。
(浙江普瑞克特种纸有限公司,浙江嘉兴, 314000)
TS727+.2
A
10.11980/j.issn.0254- 508X.2016.01.015
2015- 08-11(修改稿)

猜你喜欢
数学小灵通·3-4年级(2024年1期)2024-05-15 02:07:18
青少年科技博览(中学版)(2022年9期)2022-11-01 08:21:30
造纸信息(2021年3期)2021-04-19 00:09:39
建材发展导向(2021年24期)2021-02-12 02:00:26
造纸化学品(2018年6期)2019-01-17 05:10:50
光学精密工程(2016年4期)2016-11-07 09:04:56
工业设计(2016年11期)2016-04-16 02:44:42
造纸化学品(2015年5期)2015-11-04 06:33:12
电源技术(2015年1期)2015-08-22 11:15:50
建筑与预算(2014年10期)2014-11-18 13:08:16