
在役压力容器环向棱角度检验方法
2016-02-14 09:51李景贵
中国特种设备安全 2016年12期
李景贵
(辽宁省辽阳市锅炉压力容器检验研究所 辽阳 111000)
在役压力容器环向棱角度检验方法
李景贵
(辽宁省辽阳市锅炉压力容器检验研究所 辽阳 111000)
压力容器制造中产生的棱角,导致该处的应力集中,降低了压力容器的承载能力,增加了其危险性。作为定期检验的检验机构很难做到制备所有规格的样板,按照现行GB 150规定的测量方法不利于检验机构开展定期检验工作,为此,本文结合笔者多年经验和理论知识总结了一套简单、快速、不需要任何样板的测量棱角度方法。
压力容器 定期检验 棱角度
在焊接接头环向、轴向形成的棱角,其大小用棱角度(E)来表示。棱角度主要是由于预弯操作不规范、焊接变形等原因产生的。棱角度的存在形成了压力容器的几何不连续,造成棱角处的应力集中,进而使压力容器局部承载能力下降,危及压力容器的安全运行,因此,TSG R7001—2013 《压力容器定期检验规则》规定了对首次定期检验的压力容器,应当检验其棱角度[1]。
1 GB 150中规定的环向棱角度检查方法[2]
宜分别用弦长等于Di/6,且不小于300mm的内样板(或外样板)和直尺检查,如图1所示。
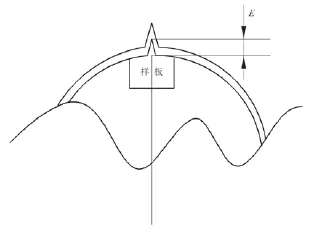
图1 GB 150规定的环向棱角度检查方法(局部放大示意图)
这种检查方法有的优点是数据采集比较准确(其数值的准确度受样板与压力容器表面吻合程度等的影响[3]),但是,其样板制作对于在役压力容器定期检验机构而言非常麻烦,而且应当注意一般直尺端部并不是0刻度位置。
另外,应当注意到GB 150给出的是检查方法,而不是检验方法。棱角度的测量在生产单位制造过程的检验控制环节中,已经由生产单位检查后并经监检机构确认,因此,作为在役压力容器定期检验中棱角度的检验应当定义为上述检查结果的验证。作为检查结果的验证,其采用的方法是可以与原方法不同。
2 在役压力容器环向棱角度检验方法
2.1 测量的基本原理概述
利用圆柱体的母线是直线的基本原理,可以将直尺沿着母线平行并靠紧压力容器内表面(除焊缝位置外)的任何位置放置。然后,将直尺缓慢地略微倾斜后,发现仍然存在一个倾斜角度范围,在这个范围内,直尺仍然可以平行(近似平行)并紧靠压力容器内表面(除焊缝位置外)的任何位置,这种现象可以用极限理论[4]作以解释:沿筒体圆周方向上凹陷的宽度较圆周总长是非常小的,可以忽略不计。这样,用一个直尺略微倾斜横跨棱角处的凹陷,完全可以做到近视平行并紧靠压力容器内表面(除焊缝位置外)的任何位置,即相当于GB 150中的样板的作用。
2.2 测量操作方法介绍
在棱角度凹陷处的表面将钢板尺沿筒体母线略微倾斜(倾斜程度以刚好使钢板尺倾斜横跨棱角度最大凹陷两侧为宜)并垂直于表面放置(如图2所示),测量凹陷底部与钢板尺之间的最大距离(如图3所示),作为棱角度E。

图2 钢板尺的放置示意图(主视)

图3 测量示意图(侧视)
3 本方法与GB 150规定的测量方法的对比验证
由表1可以看出,本方法与GB 150规定的测量方法相差不超过10%,与GB 150给定的测量方法非常接近。在不使用任何样板而仅仅采用了简单、常见的测量工具即可测量出在役压力容器环向棱角度,其测量值是完全可以满足在役压力容器定期检验的精度要求。但是,应当注意的是从严格意义上讲,本方法测量结果是偏大的[5]。

表1 本方法与GB 150规定的测量方法实测数据表
4 本方法测量精度的影响因素
1)受内径影响较大,内径越大测量值越接近真实值。依据极限理论,在同样弦长的条件下,内径越大,弦长与弧长越接近。
2)依据极限理论,在同样凹陷宽度条件下,倾斜横跨凹陷部分的钢板尺长度越长,越接近平行母线,测量值越接近真实值。
3)测量E值时,可以选择刚性探针等深入凹陷内,然后,测量深入部分的长度,即为棱角度E。
5 结论
本文介绍的这种环向棱角度的检验方法,操作简单,不需要任何样板,仅采用简单、常见的测量工具,节约了资源,可以快速地检验出在役压力容器环向棱角度是否符合要求,提高了检验工作效率。
这种检验方法测量棱角度E的值,从严格意义上讲,其测量值较真实值略偏大,但是,从产品的制造精度上考虑,这个误差是可以接受的,不会对产品出厂及使用带来明显的影响。
[1] TSG R7001—2013 压力容器定期检验规则[S].
[2] GB 150—2011 压力容器[S].
[3] 耿南平.公差配合与技术测量[M].北京:航空航天大学出版社,2010:73.
[4] 同济大学数学系.高等数学(第六版)[M].北京:高等教育出版社,2007:23-43.
[5] 费业泰.误差理论与数据处理[M].北京:机械工业出版社,2005:10-33.
Proposal of Ring to Edge Angle Inspection Method for in Service Pressure Vessel
Li Jinggui
(Liaoyang city, liaoning province boiler pressure vessel inspection institute Liaoyang 111000)
Corner edge formed in the pressure vessel manufacturing, could lead to the severe stress concentration, reduces the carrying capacity of the pressure vessel, and increases its danger. As a inspection institution for regular inspection, it is difficult to prepare all specifications of sample plate. Current measurement method stipulated in GB 150 is not conducive for inspection institution to carry out regular inspection. Therefore, combining with the experience and theoretical knowledge for these years, this paper summarizes a set of simple, fast, and no sample needed edge angle measurement method.
Pressure vessel Inspection Edge Angle
X924
B
1673-257X(2016)12-0047-02
10.3969/j.issn.1673-257X.2016.12.010
李景贵(1978~),男,本科,从事压力容器检验及制造单位质量体系管理工作。
2016-05-06)
猜你喜欢
特种结构(2022年6期)2023-01-12
理化检验(物理分册)(2022年10期)2022-11-22
船舶力学(2022年7期)2022-07-25
土木工程与管理学报(2021年5期)2021-11-10
中国特种设备安全(2019年11期)2020-01-16
建材发展导向(2019年13期)2019-08-24
中国特种设备安全(2019年3期)2019-04-22
中学生数理化·中考版(2018年10期)2018-12-07
中国质量监管(2017年7期)2017-09-30
小天使·六年级语数英综合(2017年5期)2017-05-27
