
工业锅炉安装常见问题分析与质量控制
2016-02-14 09:51兵张玲萍
中国特种设备安全 2016年12期
张 兵张玲萍
(1.温州市特种设备检测研究院 温州 325000)(2.温州科技职业学院 温州 325000)
工业锅炉安装常见问题分析与质量控制
张 兵1张玲萍2
(1.温州市特种设备检测研究院 温州 325000)(2.温州科技职业学院 温州 325000)
锅炉的安装质量好坏直接影响锅炉的安全稳定运行,为保障工业锅炉的安全经济运行,本文笔者根据多年锅炉安装监督检验实际经验,从工程实际出发,综述了目前工业锅炉安装焊工持证、调试质量控制、材料质量控制、燃油(气)燃烧机质量控制、水处理设备验收质量控制、锅炉定型产品能效测试报告控制、排污管焊口无损探伤控制、灰铸铁阀门适用情况、焊接钢管焊接开孔及检验技术问题等方面的问题,并按照相关标准规范的要求进行分析,提出了质量控制要点。
工业锅炉 安装 质量控制
锅炉是一类高温高压的特种设备,具有爆炸危险性,危及人民群众生命财产安全,其安全一直受到各级政府的高度重视,国家相继出台了一系列锅炉的法律法规、标准规范;对锅炉设计、生产、安装、使用、修理、改造、检验检测等环节均实现安全把控。本文根据笔者多年工业锅炉安装监督检验经验,综述了工业锅炉安装环节尚存在的一些问题,并进行分析,提出质量控制要点。
1 焊工持证与资质
国家对锅炉安装单位实行许可制度,申请锅炉安装资格许可的单位除应具备工装及检测设备要求、质量管理体系要求外,还应具备相应的人员要求。涉及到锅炉安装的人员主要有工程技术人员、焊工、无损检测人员、管工、钳工、电工、起重工及持有锅炉操作证的调试人员。焊工焊接质量对锅炉的安全稳定运行尤其重要;实际工程中,由焊工焊接的焊口在水压试验的时候就出现大量泄漏情况。一些安装单位由于规模小、焊工流动性大、或是接到一些大工程后焊工人数不足,为了施工赶进度,在经济利益驱动下,往往出现下面几种情况。
1)临时雇佣无证焊工进行施焊;
2)焊工持证级别与所焊项目不符;
3)临时借用外单位的焊工。
这三种情况都是不合法的。1)、2)种情况属于无证上岗性质,焊缝质量无法保证,甚至会诱发事故;3)临时借用外单位焊工,对本单位质保体系不熟悉,缺少相应的焊接对象知识培训,无法保证焊接质量及落实质保体系。
从事特种设备焊接操作的人员应按照TSG Z6002—2010《特种设备焊接操作人员考核细则》的规定考核合格,持证上岗,并应与所在单位签订劳务合同,雇用单位应能提供该焊工的社保证明等能够证明属于本单位人员的文件。焊工应遵守劳动纪律,落实所在单位的质保体系,按考试合格项目范围施焊,严禁超范围施焊。用人单位应加强对焊工的管理,做好焊工焊绩记录,在项目施焊前,应对焊接人员进行岗位培训,技术交底,熟悉工艺文件,掌握操作要点,以更好地执行焊接工艺规程或焊接作业指导书。监检人员应明白焊工考试合格项目能够覆盖的范围,以便更好地发挥监检的作用。
2 调试质量的控制
水为介质的工业锅炉耐压试验后,要进行高低水位报警、极低水位联锁功能,燃烧器点火程序控制及熄火保护,超压超温报警联锁保护;有机热载体锅炉还有高位槽低液位报警联锁保护、炉膛灭火系统、系统报警装置、系统联锁保护以及加热装置联锁保护等安全保护装置的调试功能试验。
目前,调试质量主要存在三方面的问题。
1)调试结果质量不理想,安全技术规范要求的项目往往漏做;
2)调试人员责任心不强,专业性不够;
3)调试报告无统一格式,随意性太大。
在锅炉买卖交易中,国内大多数锅炉厂报价直接包括了调试服务,使用单位购买了某一厂家的锅炉,由该厂家提供调试服务,即可认为是使用单位购买了锅炉厂的调试服务。在这种情况下,作为介于使用单位和安装单位的第三方监检机构,发现调试质量问题就无法对安装单位开具监检联络单或监检意见通知书,因为按照TSG G7001—2015《锅炉监督检验规则》(以下简称《监检规》)规定,监检联络单和监检意见通知书是监检人员和监检机构向受检单位签发的,此时的受检单位是安装单位,而不是作为调试机构的锅炉厂,这是其一。其二,如果对安装单位开具监检联络单或监检意见通知书,安装单位往往称不是他们调试的,他们也控制不了。其三,作为使用单位,不具备专业知识,还容易误解成监检人员是在刁难。
对此问题,笔者认为可以这样理解。锅炉安装监督检验,是在安装单位自检合格的基础上,对锅炉安装过程进行的过程监督和满足《锅炉监督检验规则》规定的基本安全要求的符合性验证活动。调试是锅炉安装工程的一个环节,也是一个必要组成部分;调试虽是使用单位向锅炉厂购买,安装单位也要对调试质量结果进行确认,完成自检,这也是保证安装单位质保体系有效运转的措施;并且自检合格后方可进行试运行,总体验收等后续环节。所以,即使是锅炉厂进行调试,安装单位也应对调试质量进行自检合格,确保质保体系有效运行。对调试人员加强管理培训,具备必要的锅炉安全技术知识,必要时可实行持证上岗。对于调试报告格式,国家没有统一的规定;在此笔者呼吁有关部门应加强对锅炉调试环节的重视,完善有关标准规范,全国统一调试报告格式。
3 材料质量的控制
工业锅炉安装项目常见的材质质量控制问题如下:
1)材料质保书作假或缺少相关签章。实际工作中,个别安装单位为了省事,弄虚作假,以不变应万变,同样一份质保书,用好几个安装项目,甚至用好几年。按照TSG G0001—2012《锅炉安全技术监察规程》(以下简称《锅规》)的要求,锅炉用材料不是由材料制造单位直接提供时,供货单位应当提供材料质量证明书原件或者材料质量证明书复印件并且加盖供货单位公章和经办人签章。供货单位公章和经办人签章两者需同时具备,缺一不可。但很多安装单位提供的材料质量证明书复印件缺少供货单位公章或经办人签章。
2)管子管材等材料缺少炉批号。管子管材上面应作出清晰、齐全、牢固的标志。制造单位生产的管子管材,缺少炉批号,无法与材料质量证明书一一对应。制造单位应严格按标准生产,对于管材等喷炉批号是易于实现的,笔者认为,对于一些制造单位生产的管子管材如果缺少炉批号的,可以一律禁用。形成倒逼机制,要求制造单位严格按标准生产,也能促使安装单位不再购买没有炉批号的管子管材。
3)阀门阀体缺少炉批号或材料牌号。阀门阀体应同时具有生产单位标志、材料牌号、炉批号、公称口径和公称压力标志。没有材料牌号的阀门不能用,没有炉批号的阀门慎用,阀门实物应与材料质保书能够对应起来。阀门可在阀门铭牌位置或合格证标签位置标注清晰的编号。
4)焊材执行标准与库存超期问题。目前很多安装单位用的焊条标准是GB/T 5117—2012《非合金钢及细晶粒钢焊条》,而《锅规》2.3.8款明确要求锅炉焊接材料的选用应当符合NB/T 47018.1~47018.7(JB/T 4747)《承压设备用焊接材料订货技术条件》要求。个别焊材库存有超过两年的现象,按照JB/T 3223—1996《焊接材料质量管理规程》,库存超过规定期限的焊材,需经有关职能部门复验合格后方可发放使用,复验原则上以考核焊材是否产生可能影响焊接质量的缺陷为主,一般限于外观及工艺性能试验,但对焊材使用性能有怀疑时,可增加必要的检验项目;同时该标准对焊材规定期限也作出了确定方法。这两个问题应引起注意。
笔者认为,在实际锅炉安装工程中,材料应符合有关标准规定,同时由建设单位、监理单位、安装单位三方共同验收,并应作出验收签章记录。介于目前国内有些材料实物与质保书无法一一对应的实际情况,应由材料使用单位(包括建设单位和安装单位)对所取得的锅炉用材料和材料质量证明书的真实性和一致性负责。
4 燃油(气)燃烧机质量的控制
对于燃油(气)锅炉,有的锅炉厂出售锅炉的时候不带燃烧机,由用户另行购买。那么一个问题就是用户对燃烧机匹配问题不清楚,购买存在盲目性;二是对燃烧机的专业知识没有锅炉厂的专业,容易购买到劣质燃烧机,劣质燃烧机容易造成炉膛爆燃,影响锅炉安全运行,伤及生命安全。由于燃烧机质量问题引发的锅炉事故也有发生,因此对燃烧机匹配问题应由锅炉供应商一并供应,做好燃烧机与锅炉的匹配问题,并保证燃烧机有关的型式试验报告和出厂合格证书等资料齐全有效。
5 水处理设备验收问题
众所周知,锅炉水质的好坏直接影响锅炉的安全经济运行,影响锅炉使用寿命。锅炉水质不良,极容易导致锅炉受热面结生水垢、水渣,水垢的导热系数相对钢材很低,增加热阻,不仅影响锅炉热效率,严重会引起爆管、鼓包等影响安全问题。《监检规》就要求锅炉检验人员检查水处理设备制水能力,是否满足锅炉给水、补水的要求。TSG G5001—2010《锅炉水(介)质处理监督管理规则》要求具备资质的锅炉水处理系统安装单位应当按照锅炉水处理系统设计方案,有关规范及其相应的标准进行安装,并作出安装记录,出具安装质量证明文件。
但是,按照现行的TSG Z8002—2013《特种设备检验人员考核规则》取得锅炉监检资质的检验人员不包含锅炉水处理检测资质;锅炉水处理检测人员资质需按照TSG G8001—2011《锅炉水(介)质处理检测人员考核规则》另外取证。锅炉监检人员不具备水处理检测人员资质,这是其一。其二,国家对水处理设备、药剂、树脂制造单位实行行业协会自律,按自愿原则进行注册,缺乏统一的准入门槛,缺乏必要的强制性措施,水处理单位设计和制造水平参差不齐,鱼龙混珠。其三,有的使用单位对水处理的重要性还缺少足够的认识,有的使用单位为了降低投入,明知锅炉水质不好,仍不愿配备水处理设备,有的仅是随意性地进行锅内加药,达不到水处理的目的。
针对以上问题,笔者认为首先要加强安全技术规范的完善,实行水处理准入认证制度,而不是依靠行业自律,可有效避免一些技术落后、能力不足的企业进入锅炉水处理行业。二是要加强人员培训考核,包括锅炉监检人员和水处理设备设计调试人员。对锅炉监检人员,可参照射线照片底片评定的方法,在锅炉监检资格取证时增加水处理相关知识的考核,使锅炉监检人员拥有一定的水处理设备验收能力资格。对水处理设备设计调试人员,参照国家质检总局第140号令《国家质量监督检验检疫总局关于修改<特种设备作业人员监督管理办法>的决定》实行上岗许可制度。三是加强锅炉安全节能的宣传,对水处理要有足够的重视,对蒸发量大于4t/h或额定压力大于1.3MPa的锅炉实行锅外水处理,大于等于10t/h的锅炉安装除氧器,并要保证水处理设备有效运行。四是具备资格的调试单位和人员认真调试,确定合理的运行参数或有效的加药方法数量,确保调试后的水汽质量达到GB/T 1576—2008《工业锅炉水质》要求,并出具对应的调试报告。
6 锅炉定型产品能效测试报告控制
国家已将有关特种设备的节能工作要求写入了《中华人民共和国特种设备安全法》。目前,锅炉设计文件鉴定不仅为了保证锅炉产品的安全性能,还包括对锅炉产品能效状况的审查。TSG G7002—2015《 锅炉定期检验规则》将锅炉定期检验定性为对在用锅炉的安全与节能状况所进行的符合性验证活动。可以看出,锅炉的检验不仅是安全的检验,也是节能状况的检验。在2010年,国家颁布了TSG G0002—2010《锅炉节能技术监督管理规程》(以下简称《节规》)、TSG G0003—2010 《工业锅炉能效测试与评价规则》等锅炉节能安全技术规范。可见国家对锅炉节能的重视。
按照《节规》,工业锅炉在定型测试完成并且测试结果达到能效要求之前,可以制造不超过3台的数量。也就是说,新设计型号的前3台锅炉在出厂资料里面可以没有锅炉定型产品能效测试报告。而在安装监检中,锅炉出厂资料的审查包括审查锅炉定型产品能效测试报告,是否有效,且属于A类监检项目;也就是说,锅炉定型产品能效测试报告在未经监检人员确认并符合要求的情况下,安装单位不得继续施工。因此存在有监检人员在不能确认定型产品能效测试报告的前提下,要求安装单位不得继续施工的情况。
这里看似矛盾,其实不然。锅炉定型测试可以在制造厂或者使用现场进行。如果在制造厂进行测试,则出厂资料里含有测试报告,就没问题。如果在使用现场进行测试,像非批量制造的工业锅炉,这个时候安装单位可以进行安装,水压试验后总体验收前提供锅炉定型产品能效测试报告,监检人员也可以进行监检,但在出厂资料审查环节,监检人员应向安装单位开具监督检验工作联络单,注明总体验收前须提供锅炉定型产品能效测试报告,否则锅炉不得投入使用,并由安装单位和使用单位共同签字确认,这样可有效规避不必要的责任。
这里另外一个问题是,锅炉定型产品能效测试报告需要花费大量的人力、物力、财力;而锅炉设计图纸审核和能效审查的费用相比之下微不足道,一个图纸又可以制造3台无需锅炉定型测试报告的锅炉。于是有的锅炉厂更愿意更改图纸重新审核,也不愿意做定型产品能效测试,或以锅炉简单能效测试报告或详细能效测试报告代替。对此问题,监检人员应严格把关,非批量制造的工业锅炉,也应当逐台进行定型测试,不可以锅炉简单能效测试报告或详细测试报告代替。
7 排污管对接焊口无损探伤
锅炉厂出厂的整装锅炉排污短管大都以法兰面截止,在安装工地依次安装另一面法兰面、排污一、二次阀、排污管。若安装工地由于场地尺寸限制,在排污阀前进行管子对接焊接,此时对接接头属于锅炉本体范围。对此焊接接头往往安装单位不进行无损检测,监检人员也不要求。笔者认为,这些焊接接头虽然不多,可能就是一、二个,但是属于锅炉本体,应按《锅规》第四章制造部分要求进行焊接接头安装工地的无损检测。由于接头个数少,无损检测量不大,建议检测比例采用100%。考虑到整装锅炉排污管公称口径DN一般为32-80直接,壁厚也小于20mm,应当采用射线检测方法,射线检测技术不低于AB级,合格级别不低于II级。如发现超标缺陷,应剔除后补焊,重新检测合格。
8 灰铸铁阀门适用问题
《锅规》和JB/T 5300—2008《工业用阀门材料选用导则》对灰铸铁的规定,见表1。
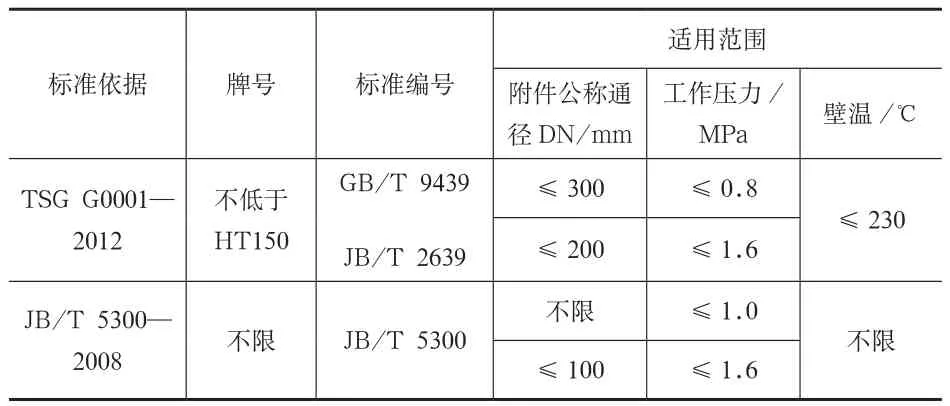
表1 《锅规》和JB/T 5300—2008对灰铸铁的规定
灰铸铁碳量较高(为2.7%~4.0%),碳主要以片状石墨形态存在,可看成是碳钢的基体加片状石墨。灰铸铁中的片状石墨对基体的割裂严重,在石墨尖角处易造成应力集中,灰铸铁的抗拉强度、塑性和韧性远低于钢。
笔者曾遇到一起锅炉额定压力1.6MPa,位于分汽缸处的一只DN150、HT200截止阀发生爆炸,造成伤亡事故。有文献[3-4]提到,DN100灰铸铁锅炉主汽截止阀,在0.85MPa压力下发生爆炸;DN200铸铁阀门在0.8MPa工作压力下发生水击爆炸。
笔者认为,《锅规》和JB/T 5300—2008《工业用阀门材料 选用导则》对灰铸铁阀门适用范围要求过宽。为了确保安全,介于灰铸铁的本身材质特性、应用实际及工程经验,建议灰铸铁阀门按表2所列的原则选用。
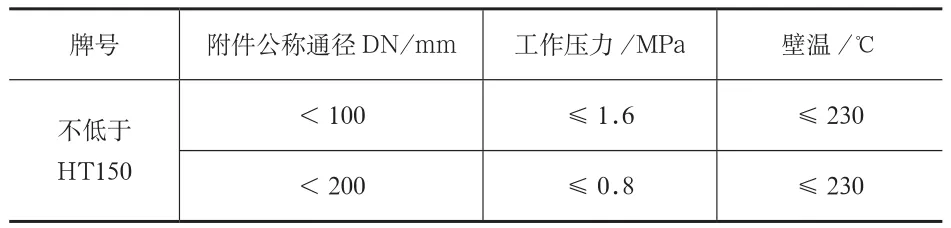
表2 灰铸铁阀门适用范围
9 锅炉用焊接钢管焊接开孔及检验技术问题
近些年,焊接钢管的技术发展,《锅规》也将焊接钢管纳入锅炉用钢管材料,打破了锅炉用钢管无焊接钢管的历史局面。《锅规》对焊接钢管的技术要求见表3。

表3 《锅规》对焊接钢管的技术要求
焊接钢管由于自身存在焊缝,很难避免在焊缝及其热影响区上开孔。对于开在焊缝及热影响区的焊接管孔,《锅规》有如下规定:在管孔周围60mm(如果管孔直径大于60mm,则取孔径值)范围内的焊缝经过射线及超声检测合格,并且焊缝在管孔边缘上不存在夹渣缺陷,管接头焊后经过热处理消除应力的情况下,可以在焊缝及其热影响区上开焊接管孔。
这一规定适用所有锅炉,对焊接钢管采用这一规定,是非常严的,且实际操作难以实现。焊接钢管用于锅炉热水管道,GB/T 3091《低压流体输送用焊接钢管》中Q235B适用压力≤1.6MPa,计算壁温≤100℃,这一压力-温度等级应该是很低的。GB/T 9711《石油天然气工业 管线输送系统用钢管》中L210适用压力≤2.5MPa,计算壁温不限;2.5MPa级压力仍属于低压范畴;计算壁温虽然不限,但根据GB/T 16507.4—2013《水管锅炉 受压元件强度计算》,热水管道计算壁温按条件最苛刻的辐射式省煤器来计算为:计算壁温=平均工质温度+60℃。按热水锅炉额定出水温度120℃计算,计算壁温180℃。而目前,国产超临界机组参数基本统一为24.2MPa/566/566℃,国产超超临界机组参数为25(26.25/27)MPa/600/600℃。焊接钢管的适用参数与超(超)临界参数相比相差甚大,用同一个标准要求焊接开孔问题不合适,且热处理等工艺在安装工地难以实现。笔者认为,焊接钢管必须在焊缝及热影响区开孔时满足以下两点即可。
1)应在管孔周围60mm(如果管孔直径大于60mm,则取孔径值)范围内的焊缝经过射线或超声检测合格,确认焊缝合格后,方可进行开孔,开孔后焊缝在管孔边缘上不存在夹渣等焊接缺陷;
2)焊接接头采用全焊透结构。
[1] 张兵,林震欧.锅炉用焊接钢管焊接开孔及检验技术问题探讨[J].化工管理,2016,(17):192.
[2] 崔锦,亓海峰.工业锅炉水处理系统的安装监检存在若干问题探讨[J].中国新技术新产品,2012,(18):165.
[3] 黄维青,锅炉主汽阀爆炸原因浅析[J].中国特种设备安全,2009,25(11):53-58.
[4] 王乐法.一起阀门爆炸事故的原因分析及预防措施[J].中国锅炉压力容器安全,2000,16(06):52-53.
[5] 范永春.超(超)临界机组主蒸汽管道设计压力取值[J].中国电力,2010,(08):10-12.
[6] TSG G0001—2012 锅炉安全技术监察规程[S].
Analysis and Quality Control of Common Problems in the Installation of Industrial Boilers
Zhang Bing1Zhang Lingping2
(1.Wenzhou special equipment inspection and Research Institute Wenzhou 325000)(2. Wenzhou Vocational College of Science and Technology Wenzhou 325000)
The installation quality of the boiler directly affects the safe and stable operation of the boiler for the safety and economic operation of industrial boiler. This paper according to the years of practical experience in boiler installation supervision and inspection, from the engineering practice, summarizes the current problems in the aspects of install welder certifcation, debugging quality control, material quality control, fuel (gas) burning machine quality control, water treatment equipment acceptance quality control, boiler products energy effciency test control report control, sewage pipe weld NDT control, gray cast iron valve application, welded pipe welding hole and test technical problems and other issues, and analyzes in accordance with the relevant standards requirements, puts forward the key points of quality control.
Industrial boiler Installation Quality Control
X933.2
B
1673-257X(2016)12-0063-05
10.3969/j.issn.1673-257X.2016.12.015
张兵(1984~),男,本科,工程师,从事锅炉检验工作。
2016-07-11)
猜你喜欢
建材发展导向(2021年22期)2022-01-18
建材发展导向(2021年10期)2021-07-16
中国特种设备安全(2019年11期)2020-01-16
中国特种设备安全(2019年1期)2019-03-13
消费导刊(2018年10期)2018-08-20
电子制作(2018年10期)2018-08-04
中国石油石化(2016年20期)2016-02-02
新高考·高二数学(2014年7期)2014-09-18
自动化博览(2014年9期)2014-02-28
自动化博览(2014年6期)2014-02-28
