
固定义齿的孔隙度问题分析
2016-02-09 06:38肖燕萍陈小君王文荣
中国医疗器械杂志 2016年3期
刘 惠,肖燕萍,陈小君,王文荣,陈 能
广东省医疗器械质量监督检验所三水中心,佛山市,528137
固定义齿的孔隙度问题分析
【作 者】刘 惠,肖燕萍,陈小君,王文荣,陈 能
广东省医疗器械质量监督检验所三水中心,佛山市,528137
含瓷质的固定义齿(烤瓷义齿和全瓷义齿)因其良好的强度和美观特征而受到缺失牙患者的广泛青睐,而产品的缺陷能直接或间接影响义齿修复的失效,因而对固定义齿中这两类义齿的质量把关尤为重要。通过分析日常送检固定义齿孔隙度试验的结果,结合孔隙的形状及位置分布特征,可知固定义齿孔隙度项目不合格率大于40%,不合格类别主要是存在直径>150 μm的孔隙。这可能是技工在刷瓷过程中引入气泡或异物所致。
烤瓷;全瓷;义齿;孔隙度
固定义齿由于其能长久有效的替代缺失或受损牙发挥作用,在口腔修复材料中占据着重要的位置。从制作工艺、安装至患者患处、以及后期患者的保养使用等[1-2]各方面,都影响着义齿的实际使用年限。因而,从源头上,在义齿制作完成后,对产品质量的控制极为关键。
随着人们对美观和健康的双重要求关注度增加,固定义齿中金属烤瓷修复体占主要部分,全瓷义齿的需求量也逐年增加[3],故对此类产品的质量研究具有极大的现实意义。金属烤瓷与全瓷义齿均含有与天然牙相媲美的瓷层,而这种无机材料的弹性模量和强度均会受材料内部气孔的影响[4],特别是当材料受拉应力作用时,在气孔处会产生应力集中效应,加速材料的破坏。因而孔隙度项目的检测是烤瓷、全瓷固定义齿这类含瓷质产品极为关键的一项性能指标。
1 研究对象和方法
1.1 研究对象
从我所受理的注册和委托检验任务中,随机选取一段时间内,不同企业生产的不同型号的烤瓷、全瓷桥样品,每份样品取一件进行试验,对其瓷质部分的孔隙度结果进行统计。
1.2 试验方法
按YY 0300-2009中7.6的试验方法,将含瓷质的固定义齿经包埋、切割、研磨抛光等步骤后得义齿的待测面,随后在金相显微镜下观察试样表面,选择缺陷最严重的部位,分别记录在直径1 mm圆形范围内,直径大于30 μm或面积大于706.5 μm2(当量径为30 μm)、直径为40~150 μm或面积为1 256 μm2(当量径为40 μm)~17 662.5 μm2(当量径为150 μm)、直径大于150 μm或面积大于17 662.5 μm2的孔隙数。其中圆孔按直径进行测量,其他形状孔隙按面积进行测量。
1.3 评判标准
在直径1 mm圆形范围内,直径大于30 μm的孔隙不超过16个、直径为40~150 μm的孔隙不超过6个、不应有直径大于150 μm的孔隙。
2 结果分析
2.1 孔隙度
各试样的孔隙度测试结果见表1,从表中可以看出,含瓷质固定义齿的孔隙度项目,出现不合格情况的频次较高。总不合格率为43.9%,其中烤瓷不合格率为42.7%,全瓷不合格率为46.2%,均超过40%。所有产品中,以二氧化锆全瓷(50%)、钴铬烤瓷(48.6%)、镍铬烤瓷(32.3%)三种型号的样品为主要检测产品,这意味着市面上对这三类产品的消费需求也为最大,而其不合格率均超过30%。
2.2 孔隙特征
烤瓷、全瓷固定义齿受试表面出现的孔隙度不合格的情形分类见表2、表3,其中项目不合格的主要原因是存在大于150 μm的孔隙。这些孔隙主要分布于瓷粉层中,呈圆形、椭圆形或不规则形貌,如图1。少数大孔位于与金属交界处(烤瓷义齿),或与瓷块交界处(全瓷义齿),如图2。

表1 烤瓷、全瓷固定义齿孔隙度测试项目结果统计表Tab.1 The result of metal ceramic and all ceramic fxed dental prostheses porosity test

图1 瓷层中不同形状孔隙(>150 μm)的金相显微镜照片,图中标尺为200 μmFig.1 Metallographic microscope photos of porcelain layer within different shape pores (>150 μm), the scale is 200 μm
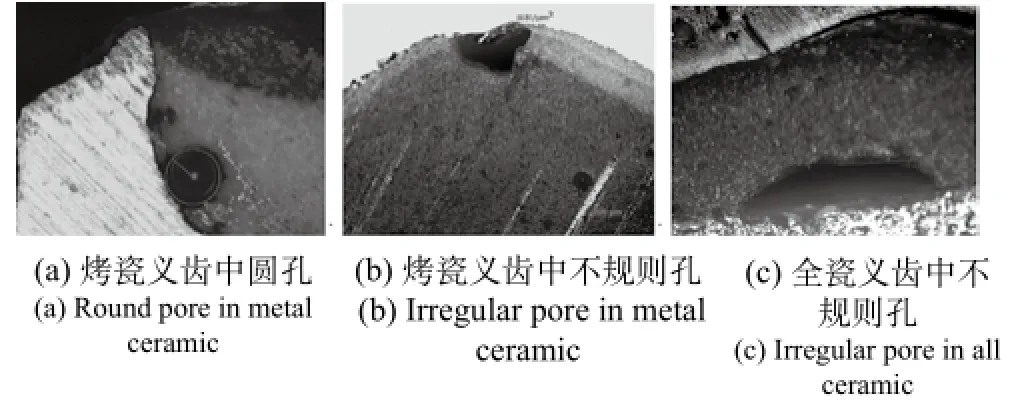
图2 两相交界处孔隙(>150 μm)的金相显微镜照片,图中标尺为200 μmFig.2 Metallographic microscope photos of pores (>150 μm) in the junction of two phase, the scale is 200 μm
3 讨论
固定义齿在瓷粉层中及两相交界处较高的孔隙度不合格时,极易导致其在患者使用过程中出现裂瓷或崩瓷现象[2]。
结合缺陷出现的位置与义齿制作的工艺流程,相关文献报道,以及常用于提高陶瓷气孔率的发泡法或有机物烧蚀法的原理,分析孔隙的形成原因可能有以下几点:1)圆形或椭圆形孔隙[5],这类气孔主要归于气孔的占位作用。在两相交界处,这类孔隙可能是刷瓷时基体(金属或瓷块)表面空气未排尽所致。而在瓷粉层中,这类孔隙则可能是瓷粉调浆过程中既已混入,上瓷前浆液未将气孔排除,最终保留在瓷粉层中所致。2)不规则的孔隙,这类气孔很可能是低燃点异物占位,或异物与气孔的双重影响。瓷层烧结过程中,异物烧蚀,便留下孔隙。
针对孔隙度项目不合格情况的原因分析,为减少固定义齿的失效率,提高产品质量,节省产品检验时间等,建议义齿加工企业从如下几点着手提高产品合格率:1)上浆前对基体表面进行充分的表面处理,并清洁、润湿表面;2)对浆液进行真空排气处理;3)提高上浆环境的洁净度。

表2 不合格样品中缺陷的类型分布Tab.2 The distribution of the defect types among the unqualifed samples

表3 大于150 μm的孔隙的形状及位置分布Tab.3 The shape and location distribution of pores with diameter greater than 150 μm
[1] 周大明, 赵芸, 韩杰, 等. 金属内冠缺陷对烤瓷牙强度影响的有限元分析[J]. 口腔医学, 1997, 17: 12-13.
[2] 文志红, 杜传诗, 杜莉, 等. 金-瓷修复体瓷折裂及剥脱原因分析[J]. 华西口腔医学杂志, 1998, 16: 62-64.
[3] 喻娜, 马超逸, 岳莉, 等. 不同种类的固定修复体市场需求分析[J]. 国际口腔医学杂志, 2012, 39: 453-455.
[4] 关振铎. 无机材料物理性能[M]. 北京:清华大学出版社,1992.
[5] 袁世东. 烤瓷熔附Ni-cr合金修复体界面行为的研究[D]. 吉林:吉林大学, 2006.
Analysis of Porosity in the Fixed Dental Prostheses
【 Writers 】LIU Hui, XIAO Yanping, CHEN Xiaojun, WANG Wenrong, CHEN Neng
Sanshui Center of Guangdong Medical Devices Quality Surveillance and Test Institute, Foshan, 528137
metal ceramic, all ceramic, denture, porosity
R783
A
10.3969/j.issn.1671-7104.2016.03.015
1671-7104(2016)03-0212-02
2016-02-22
刘惠,e-mail: 454178322@qq.com
【 Abstract 】Fixed dental prostheses with ceramic were widely used in people for their good strength and aesthetics. As the defect of the products will lead to failure in prostheses, good quality is essential in daily use. Accroding to analysis the date of the fxed dental prostheses in porosity test, and link with the shape and location of the pores, we have the result that the reject ratio of the fxed dental prostheses in porosity is exceed 40%, the main unqualifed category is that big pores with diameter greater than 150 μm exist in ceramic. This may be introduced by the mechanic in the process of brush porcelain by mixing in bubbles or impurities.
猜你喜欢
三联生活周刊(2016年23期)2016-06-08
现代装饰·理论(2016年1期)2016-03-01
中国继续医学教育(2015年6期)2016-01-07
中国陶瓷工业(2015年4期)2016-01-05
中国医疗美容(2015年2期)2015-07-19
中国医疗美容(2015年1期)2015-07-12
中国医疗美容(2015年1期)2015-07-12
中国医疗美容(2015年1期)2015-07-12
中国医科大学学报(2015年10期)2015-03-01
中国当代医药(2015年8期)2015-03-01
