混砂机用双固化剂系统的研发
2016-02-09 06:38:12
铸造设备与工艺 2016年6期
(共享装备股份有限公司,宁夏银川750021)
混砂机用双固化剂系统的研发
李培亮
(共享装备股份有限公司,宁夏银川750021)
造型过程的砂温是影响型砂可操作时间(固化速度)的重要因素,为达到合格的可操作时间,不同砂温下混砂机所用的固化剂种类不同。在气温变化明显的地区,铸造厂会根据季节变化使用多达数十种固化剂,极易造成现场管理混乱及质量的波动。通过研发一种混砂机双固化剂液料系统,自动根据砂温对两种酸值固化剂进行调节,达到合格的可操作时间,从而避免因温度波动造成型砂质量不稳定的状况。
型砂;可操作时间;双固化剂系统
传统的混砂机造型时使用一种酸值固化剂液料,来混合树脂进行固化反应。由于砂温和环境温度变化的不确定性,导致型砂的可操作时间无法控制,只能通过一年四季更换不同酸值的固化剂来模糊控制,这就导致工厂在不同季节不同温度下频繁变换固化剂。以作者公司为例,工厂使用的固化剂多达数十种,在不同的环境温度和砂温下,操作工依据经验选择不同固化剂种类。这种依靠人为主观控制的方法,极难准确控制可操作时间。同时依据造型产品种类、大小、复杂程度不同,所需要的操作时间也不相同,给现场的操作、质量控制带来了极大困扰。另外固化剂的加入量由人工设定好后,使用开环控制液料的加入,液料加入反馈信息相对滞后,导致无法确定实际加入量与设定值之间的偏差,且没有纠正偏差的系统。由于这些问题,导致了型砂强度、可操作时间等参数的不稳定,严重影响造型的型砂质量,而型砂质量的好坏则直接决定铸件生产的合格与否。
1 研发思路
型砂可操作时间的影响因素较多,有固化剂酸值、加入量、型砂温度、环境温度及模具种类等,其中主要影响因素有固化剂酸值和型砂温度,且两者与可操作时间呈函数比例关系,在不同温度下改变对应的酸值即可满足可操作时间的需求。因此,只需调节加入的两种高酸值、低酸值的固化剂配比,便可得到对应温度下所需酸值的固化剂,从而满足该温度下的可操作时间。依据固化剂酸值和型砂温度与可操作时间之间的函数关系,可以判定在某一温度下,如何调节固化剂酸值,来达到需要的可操作时间。
按照上述思路,该系统功能应能够自动检测砂温,并根据砂温变化,按照所设定的可操作时间,自动调整两种酸值固化剂的加入比例,从而配合出合适酸值的固化剂。同时系统可检测当前的两种固化剂的实际加入量,出现偏差能及时反馈并纠正。
可操作时间因铸件产品种类、大小、复杂程度而不同,一般将可操作时间控制在2 m in~10 m in.
2 技术实施过程
2.1 硬件配置
该双固化剂系统分为液料系统和控制系统。
液料系统包括高、低酸值两种固化剂的加入及检测模块,检测模块通过接收反馈信息实时调整两种固化剂的加入比例。固化剂的加入量采用两台高精度泵调节控制,且在高精度泵上配套有高端流量计,通过此流量计对固化剂的加入量实时监测与计量。传统混砂机液料系统为单固化剂系统,且固化剂的加入量由树脂加入量系统控制,该系统为开环控制,无法实现实时调整,无法纠正偏差。双固化剂控制系统可以实现固化剂与树脂加入量单独控制及两种固化剂加入量单独控制,且设有流量采集反馈回路,可以实现信息的反馈,从而达到实时调整两种固化剂加入量目的。图1所示为双固化剂控制系统电气原理图。
控制系统使用P L C做为核心控制部分,实施信息采集、分析运算、控制执行、反馈调节等内容。
2.2 控制原理
控制系统的原理为:第一步,将采集的实时砂温自动输入到预设好的可操作时间函数z=f(x)g(y)中,计算出两种固化剂的加入量给定值;第二步,驱动变频器控制液料泵按照固化剂给定值加入相应的固化剂;第三步,将高端流量计监测的固化剂实际加入量反馈至比较器,采用P I D算法比较给定值与实测值,从而实现固化剂加入量的动态控制。图2所示为控制系统原理图。
控制系统工作原理中的可操作时间函数为方程(1):

其中:x为砂温,y为固化剂加入量,z为可操作时间。
控制系统使用的P I D闭环控制,其传递函数为方程(2):

其中:Kp为比例系数,TI为积分时间常数,TD为微分时间常数。
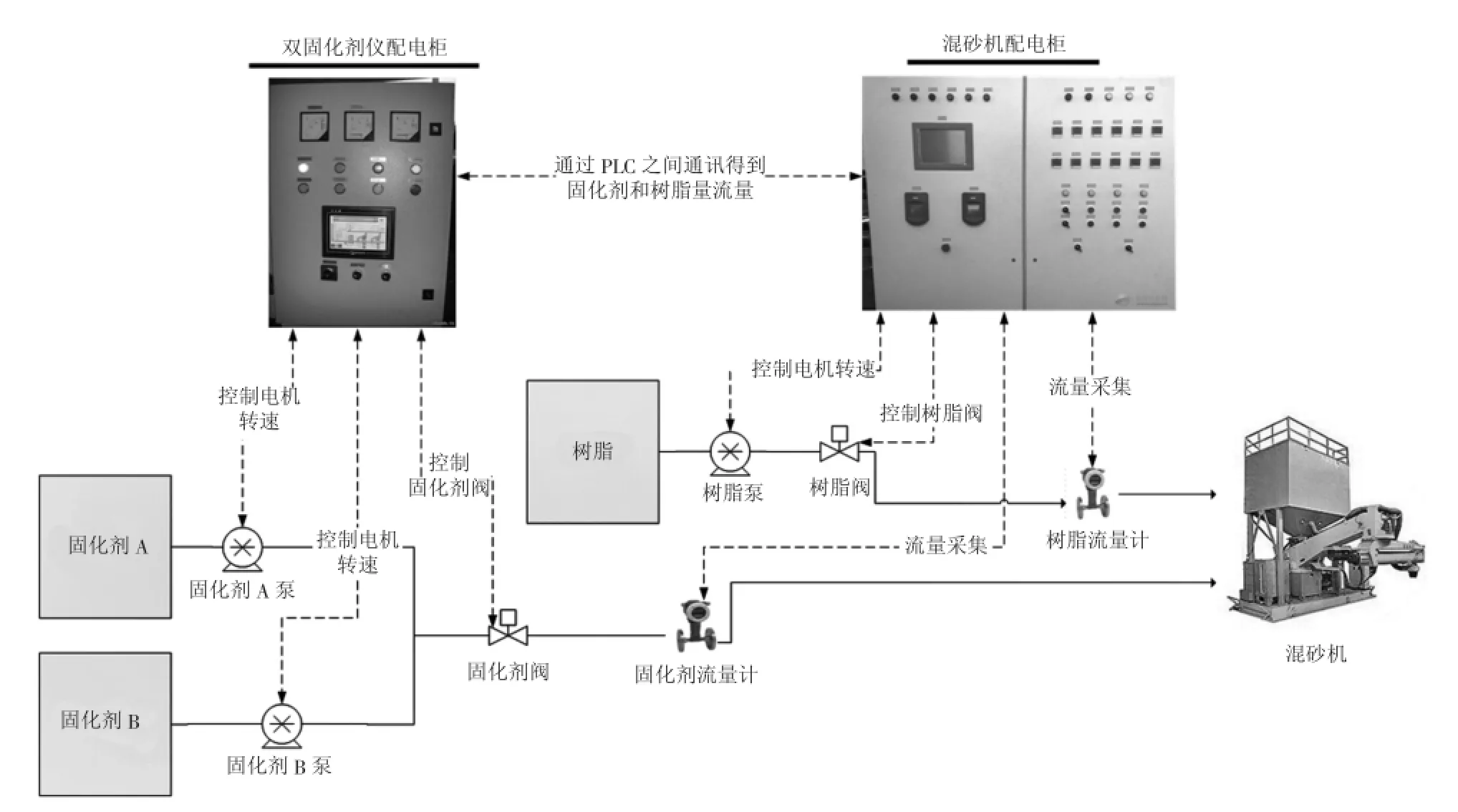
图1 双固化剂控制系统电气原理图
3 结论
本文研制的混砂机双固化剂系统为全自动系统,可以实现自动采集、检测、分析、对比、反馈、控制、预警等全过程,不需要人工干预。所述混砂机双固化剂系统已连续使用半年,设备运行可靠、型砂质量稳定,且所生产的型砂质量符合率由85%上升至95%,超过了工艺要求的90%.另一方面,所述混砂机双固化剂系统实现了随砂温和环境温度变化而实时调整固化剂加入量的功能,从而确保了可操作时间的基本一致,保证了制芯、造型工序的质量。
Development of Double Curing Agent System in Sand Mixer
LI Pei-liang
(Kocel Machinery Company Limited,Yinchuan Ningxia 750021,China)
During the molding process sand temperature is an important factor influencing the sand operating time or curing speed.To ensure the qualified operation time,the different curing agent is used at different sand temperature.In regions where the temperature changes obviously,tens of curing agents may be used in foundry according to the seasonal change,which easily causes the field management confusion and the quality fluctuation.A double curing agent liquid feeding system was developed to automatically regulate two acid curing agents to obtain qualified operation time according to the sand temperature,thus avoiding unstable sand quality caused by temperature fluctuation.
molding sand,operation time,double curing agent system
TG231.2
A
1674-6694(2016)06-0006-02
10.16666/j.cnki.issn1004-6178.2016.06.002
2016-08-10
李培亮(1973-),男,汉族,宁夏银川人,本科,电气工程师,现主要从事企业管理、项目研发等工作。
猜你喜欢
河北地质(2022年2期)2022-08-22 06:23:54
建材发展导向(2022年12期)2022-08-19 02:31:02
科学与财富(2021年33期)2021-05-10 11:56:08
云南化工(2020年11期)2021-01-14 00:50:56
铸造设备与工艺(2020年4期)2020-10-15 13:05:38
祝您健康·文摘版(2019年10期)2019-10-14 02:07:23
中国铸造装备与技术(2017年3期)2017-06-21 11:33:48
环境科技(2016年1期)2016-11-08 12:17:42
工程建设与设计(2016年8期)2016-03-11 15:57:34
中国铸造装备与技术(2015年5期)2015-12-10 10:23:33