
电磁调速阀控制液压油缸驱动切削装置的设计
2016-01-29 03:51谭永娣石军
机械制造与自动化 2015年4期
谭永娣,石军
(南京数控机床有限公司,江苏 南京 211100)
电磁调速阀控制液压油缸驱动切削装置的设计
谭永娣,石军
(南京数控机床有限公司,江苏 南京 211100)
摘要:设计了一种切削装置,它由电磁调速阀控制液压油缸,驱动安装在滑动拖板上的割断刀夹从快速进给转换为工进切削,实现了长轴缸套类零件的两侧端面的同时切削加工或割槽。
关键词:电磁调速阀控制;液压油缸驱动;快速进给;工进切削;行程定位
Design of Cutting Device Drived by Hydraulic Cylinder Controlled
by Solenoid Flow Control Valve
TAN Yongdi, SHI Jun
(Nanjing CNC Machine Tool Co., Ltd., Nanjing 211100, China)
Abstract:This paper designs a cutting device derived by hydraulic cylinder controlled by solenoid flow control valve, the cutter is installed on the sliding pallet. Its rapid feed speed is converted into work feed speed to perform the cutting off or cutting slots of both ends of the long axis cylinder parts at the same time.
Keywords:solenoid-controlled flow valve control; hydrocylinder drive; rapid feed; work feed of cutting; stroke postitioning
0引言
长轴缸套类零件的毛坯外径切削余量多,粗加工切削量大,一般厂家用普车进行加工,加工时间长,效率低且工人劳动强度大。我公司研发设计出一种强力切削数控车床[1],通过伺服电机及液压油缸驱动上下几个刀夹,即多刀同时加工零件外径及两侧端面或割槽,大大提高工作效率,一台机床可完成三、四台普车的工作量。该切屑装置是这台强力切削数控车床的一个主要功能部件。
1总体方案
切屑装置是由电磁调速阀控制液压油缸推动纵向排刀的几个刀夹同时加工的切屑装置[2]。如图1所示。公司的专用卧式数控车床为斜床身机床,在对长轴缸套类零件的外形粗加工时,零件用专用夹具装夹在机床主轴上,零件尾部用尾架顶尖顶住,零件上方设有几把车削刀夹,由伺服电机驱动同时进行外形车削。零件下方则安装该切削装置,由电磁调速阀控制液压油缸驱动滑动拖板在下箱体上向上滑动,使纵向安装在滑动拖板上的两个下割断刀夹由快进转换为工进,实现长轴缸套类零件的两侧端面的同时切削加工或割槽[2]。因机床需要驱动的轴系较多,为排屑方便,斜床身的零件下方空间受限制,该切屑装置采用液压油缸驱动,结构简单。切削力及切削进给速度均可调整,以满足切削要求。下割断刀夹在滑动拖板上的纵向位置可任意布置,以满足各种长度的零件端面切削加工要求。
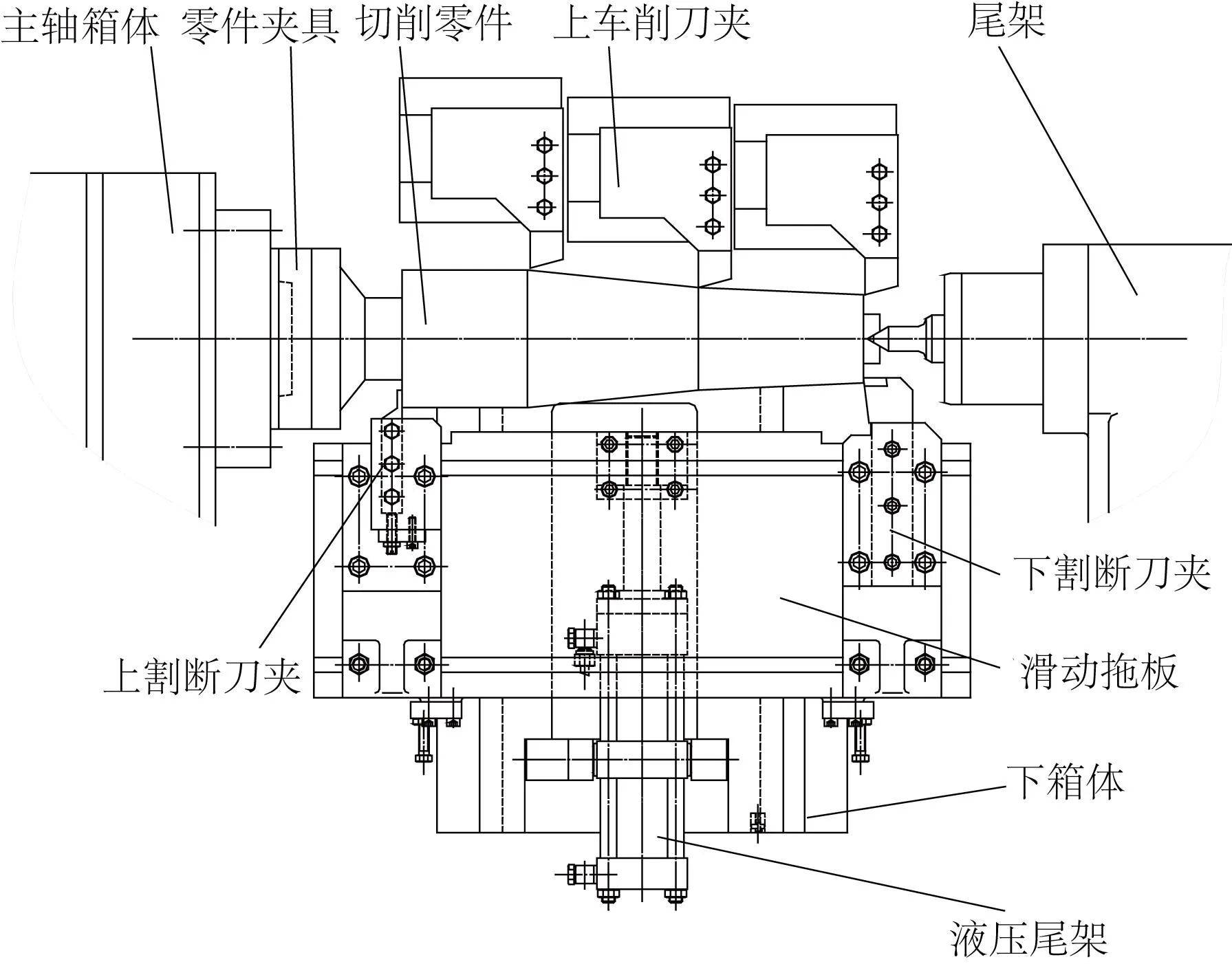
图1 切削装置的总体设计方案
2液压控制机构
切屑装置的液压控制系统[3]由液压泵站a提供动力源,经过液压阀控制,驱动下割断刀夹对零件的两侧端面同时切削加工。液压控制阀包括减压阀b控制整个油路的压力,即调整切屑力大小;电磁换向阀c控制液压油缸f的活塞前进与后退,即下割断刀夹的切削与退刀;电动单向调速阀d,实现下割断刀夹快速进给与工进切削的切换,且工进切削的速度可以调节;节流阀e控制下割断刀夹的快速前进与后退的速度。液压控制系统原理如图2所示。

图2 液压控制系统
3切削刀夹执行机构
切削装置具体机械结构如图3所示。

图3 切削装置结构图
下割断刀夹用T型螺栓安装在滑动拖板上,滑动拖板在下箱体上可x向滑动,其中下箱体装在卧式数控车床的下床身导轨上,根据零件长度在机床的z向可以调整安装位置;滑动拖板通过连接块与液压油缸的活塞杆固定连接。
如图4所示,液压油缸则置于下箱体的凹腔中,安装方式选用中间销轴型[4],用两块安装块将液压油缸体固定安装在下箱体上。为了结构紧凑,滑动拖板与下箱体之间的滑动导轨选用燕尾导轨,斜刹铁调整移动间隙[5]。液压油缸活塞杆的驱动,使得滑动拖板在下箱体上沿着燕尾导轨能够上下滑动,即下割断刀夹执行切屑运动与退刀。滑动拖板在z向也有T型槽,刀夹的切屑位置可随意调整,可以安装左右端面下割断刀夹或切槽刀夹,调整好各把割断刀的位置,实现同时切屑。
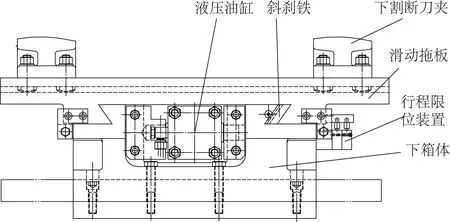
图4 滑动拖板与下箱体的连接方式
4切削行程定位装置
切削装置是由液压油缸驱动的,切削行程需要精确定位。行程定位装置如图5所示,滑动拖板的侧面安装着槽板,槽板平行于滑动拖板的滑动方向,槽板上装有撞块1和撞块2。下箱体的侧面安装两个重叠的行程开关,根据零件加工情况可以调整撞块1、撞块2在槽板上的位置。滑动拖板后端两侧安装有定位螺杆,下箱体两侧面安装有定位块,可调整切削行程。切屑加工时,初始状态是切屑刀夹处于远离主轴中心状态,待零件上料后,液压泵供油,液压油缸推动滑动拖板快速进给,撞块1接触到行程开关1,机床系统获得信号使电动单向调速阀工作,液压油缸缓慢推动滑动拖板工进,切屑加工开始,直到定位螺钉碰到定位块,完成切屑加工。同时撞块2接触到行程开关2,机床系统获得信号使电磁换向阀工作,液压油缸带动滑动拖板快速退回,系统程序结束,完成一个加工循环。

图5 切削行程定位装置
5切屑力计算
切削装置采用液压油缸驱动,液压油缸的输出力必须大于零件端面割断切削所需的切削力和滑动拖板及刀夹产生的重力分力之和。
滑动拖板及刀夹的质量大约250kg,切削装置安装在床身上与水平倾斜60°,则重力分力F1= 250×sin60°×9.8=2127N。
零件端面割断切削的切宽B为15mm,进给量f为0.3mm/r,则割断所需的主切削力Fz=1.25PfB×9.8=1.25×200×0.3×15×9.8=11025N,P为单位切削力,因一般为两个刀夹同时切削,零件端面割断切削所需的切削力F2=2Fz=2×11025=22050N。

在零件切削时,先调整好两割断刀夹在滑动拖板上的位置,确定割断切削的切宽,再根据需要 调节减压阀改变液压系统的压强即液压油缸的输出力,最后调节电动单向调速阀改变下割断刀夹的切削进给速度即切断刀的进给量。图6为该切削装置在专用卧式数控车床中的应用。
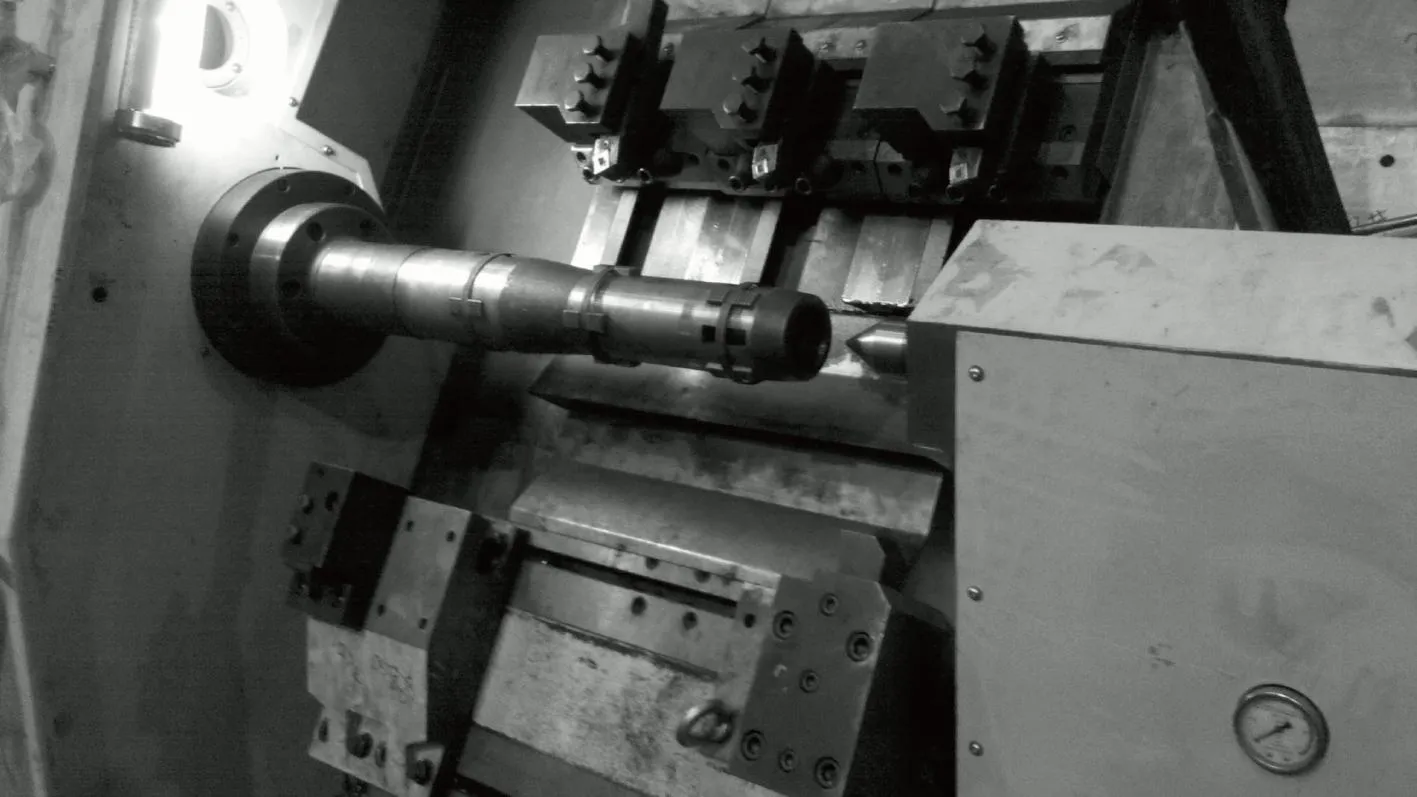
图6 切削装置在数控车床中的应用
6结语
在机床需要多刀同时切削时,在不增加系统配置情
况下,用电磁调速阀控制液压油缸驱动切削装置是比较经济的,且性价比高。本切削装置在我公司强力切削数控车床上使用方便,切削平稳,为我公司带来了显著的经济效益。
参考文献:
[1] 宋紫薇. 一种强力切削数控车床:中国,ZL200910032870.6.[P].2011-01-05.
[2] 谭永娣. 调速阀控制油缸推进式切屑装置: 中国,ZL200920039165.4.[P].2010-02-10
[3] 徐灏. 机械设计手册[M]. 北京:机械工业出版社,1992.
[4]油研工业株式会社YUKEN液压机器[Z]. 日本:油研工业株式会社,2011.
[5] 《机床设计手册》 编写组. 机床设计手册[M]. 北京: 机械工业出版社,1986.
[6] 石军,谭永娣. 关于滚珠丝杠副核心参数的确定及相关校核计算[J]. 机械制造与自动化,2012,41(5):75-78.


收稿日期:2014-01-21
中图分类号:TH137.51
文献标志码:B
文章编号:1671-5276(2015)04-0054-02
作者简介:谭永娣(1975-),女,江苏南京人,工程师,研究方向为数控机床研发。
