
基于电流变减振器的深孔机床振动模糊控制*
2016-01-22 02:10苗鸿宾邱泉水沈兴全
组合机床与自动化加工技术 2015年12期
关键词:模糊控制
苗鸿宾,邱泉水,沈兴全
(中北大学 a.机械与动力工程学院;b.山西省深孔加工工程技术研究中心,太原 030051)
基于电流变减振器的深孔机床振动模糊控制*
苗鸿宾a,b,邱泉水a,b,沈兴全a,b
(中北大学 a.机械与动力工程学院;b.山西省深孔加工工程技术研究中心,太原030051)
摘要:针对深孔加工中的切削颤振问题,提出了一种基于电流变减振器的半主动模糊控制方法。设计了一套混合模式的电流变减振器,建立了电流变减振器阻尼力的数学模型。在深孔机床系统的动力学模型基础上,采用模糊控制策略对切削颤振进行半主动控制,设计了模糊控制算法。利用MATLAB/Sinmulink对模糊控制和被动控制进行仿真对比。仿真结果表明,模糊控制与被动控制相比,机床主振体振动的位移幅值明显减小,加速度幅值也略有减小。因此,模糊控制的减振效果要明显优于被动控制。
关键词:电流变减振器;模糊控制;深孔机床;半主动控制
0引言
深孔加工中的切削颤振是“机床-刀具-工件”之间形成的闭环切削系统的动态不稳定现象,属于自激振动。在深孔加工中,切削颤振会加剧钻头的磨损,影响已加工孔的加工精度和表面质量,颤振严重时还会导致钻杆弯曲、折断甚至会损坏机床。振动时产生的噪声也会危害工人的身体健康。因此,如何抑制深孔加工中的切削颤振对于深孔加工意义重大[1]。
为了解决上述问题,国内外的学者探索了许多控制颤振的方法,其中,采用施加阻尼的方法控制颤振,取得了较好的减振效果,而且它对各种类型的振动均有减振作用。但是传统被动式减振器提供的可控阻尼力不能得到实时调整,因此其应用受到了很大的限制。为了获得更好的减振效果,我们就必须寻找一种响应快、具有可控性的智能材料,将其应用到阻尼减振技术中,使减振器的阻尼力可以连续调节[2]。而电流变液就是这样的智能材料,在外电场的作用下,其流变性能由易流动、低粘度的牛顿流体突变为难流动、高粘度的塑性类固体,并且粘度、剪切强度等随外加电场强度的增大而增大,响应迅速,在毫秒级,而当撤去外加电场后,它又可在瞬间内恢复到液态,即“电流变效应”[3]。
本文基于电流变液的电流变效应设计了一套混合工作模式的电流变减振器,提出了一种基于电流变减振器的半主动模糊控制方法,结合MATLAB对该模糊控制方法进行时域仿真,并与传统被动式进行对比,仿真结果对于切削颤振的控制具有一定的参考意义。
1混合模式电流变减振器设计
针对深孔加工特点并结合电流变减振器的工作原理,设计了一套混合模式的减振器。其结构设计如图1所示。令活塞接入正电压,工作缸接地。因此在活塞与工作缸的环形间隙之间就形成了一个电场,场强的大小可由输入的电压进行控制。当电流变液流过环形间隙时,在电场的作用下就会发生电流变效应,从而产生阻尼力,进而改变上腔和下腔之间的压力差,使活塞运动受阻,消耗振动产生的能量,达到减振目的。压力差的大小则由电流变液的流变特性决定,因此可以实现电压大小对减振器阻尼力大小的控制。为了降低对密封性的要求,此处采用弹簧Ⅱ来控制浮动活塞,以补偿活塞杆运动带来的体积变化,电流变液的密封则主要通过图1中的3个密封圈来实现。减振器的恢复力主要由弹簧Ⅰ提供[4]。
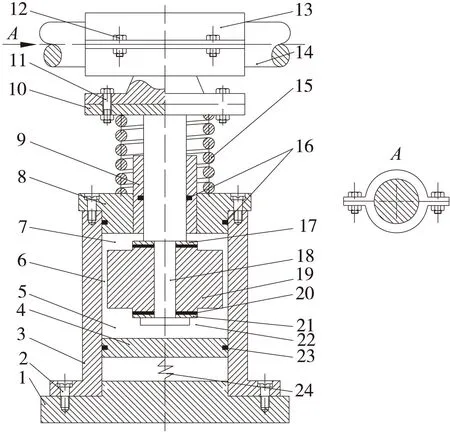
1.底座 2.紧固螺钉 3.工作缸 4.浮动活塞 5.下腔 6.环形间隙 7.上腔 8.端盖 9.导向套 10.连接板 11.紧固螺栓 12.紧固螺栓 13.连接套 14.钻杆 15.弹簧Ⅰ 16.密封圈 17.上隔板 18.活塞杆 19.活塞 20.绝缘层 21.下隔板 22.电流变液 23.密封圈 24.弹簧Ⅱ
图1混合模式电流变减振器结构图
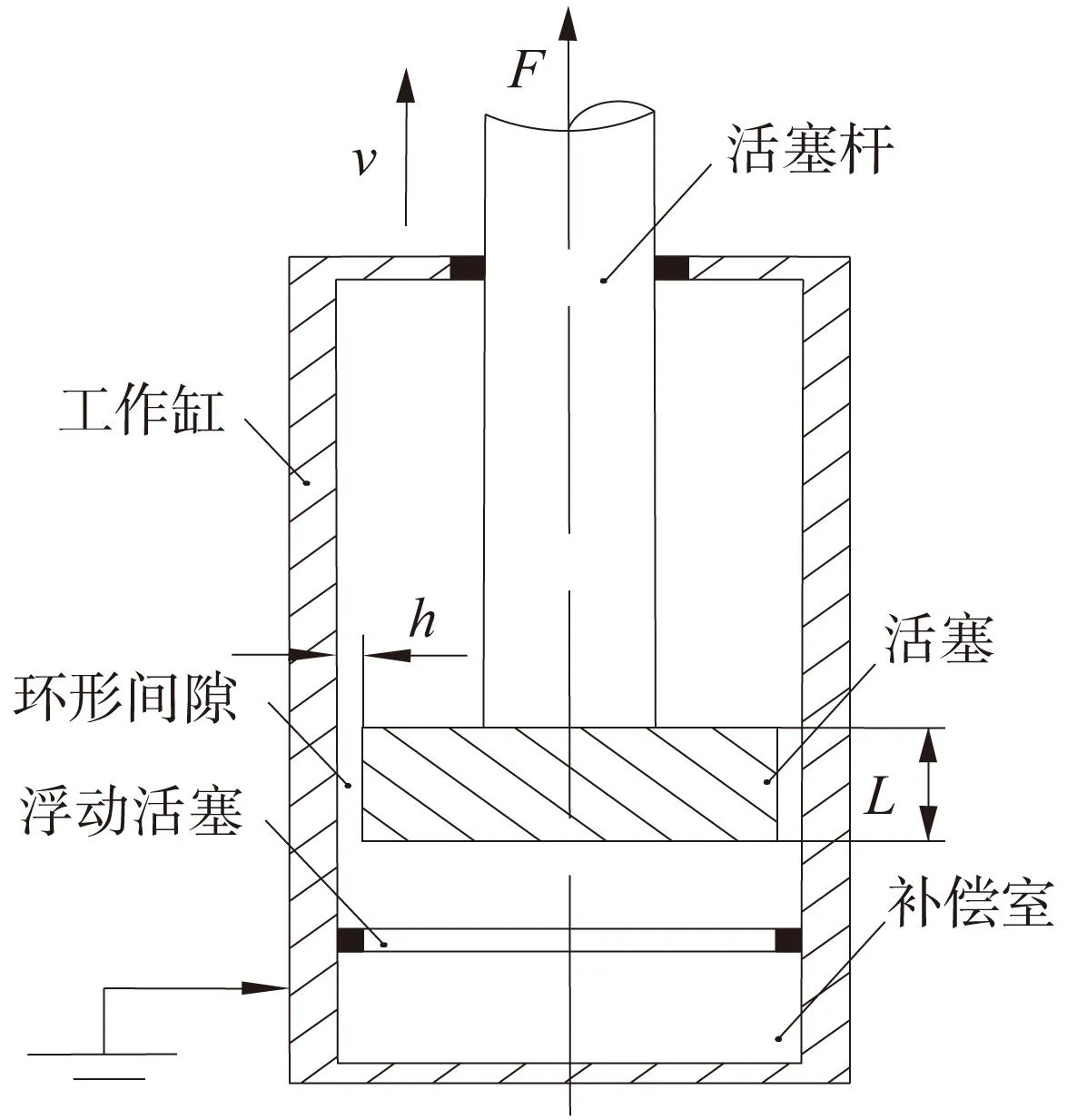
图2 混合模式电流变减振器简化图
为了方便分析,简化减振器的结构图,如图2所示。由参考文献可知,混合模式电流变减振器提供的阻尼力为[5]:
活塞在压缩行程时的阻尼力:
F1=Δp·AP=
(1)
活塞在复原行程时的阻尼力:
(2)
(3)
式中,A、B均为常量,x为活塞杆的位移,U为电流变减振器的输入电压。
2深孔机床系统的动力学模型分析
目前,在振动控制方面主要有三种常见的形式:被动控制、主动控制、半主动控制。被动控制结构简单,不需要输入能量,但是提供的阻尼力不能够调整。主动控制适用性强,但其结构复杂,且需要输入较多的能量。半主动控制具有输入能量小,适应范围广,结构简单等优点,在实际工程中得到了广泛的应用。本次设计的电流变减振器是在被动式减振器的基础上改进的,阻尼中的介质换成电流变液,因此我们可以根据实际情况调节可控阻尼力的大小,从而达到最佳的减振效果。当可控阻尼力为零时,该减振器则变成被动式。由此可见,半主动控制失效时,减振器也能起到被动控制的效果[6]。
本文以BTA深孔钻床为研究对象,构建了BTA加工系统的动力学模型。电流变减振器安装在机床的钻杆上,因此可将安装了电流变减振器的机床系统简化为二自由度模型,如图3(左)所示。由于切削颤振是刀具在振纹表面重复切削时,动态切削厚度变化所造成的[7]。因此系统动态切削力的变化实质是动态切削厚度的变化。故为了方便建模与分析,以及后续与被动控制进行对比,此处将系统的动力学模型简化为如图3(右)所示的模型。
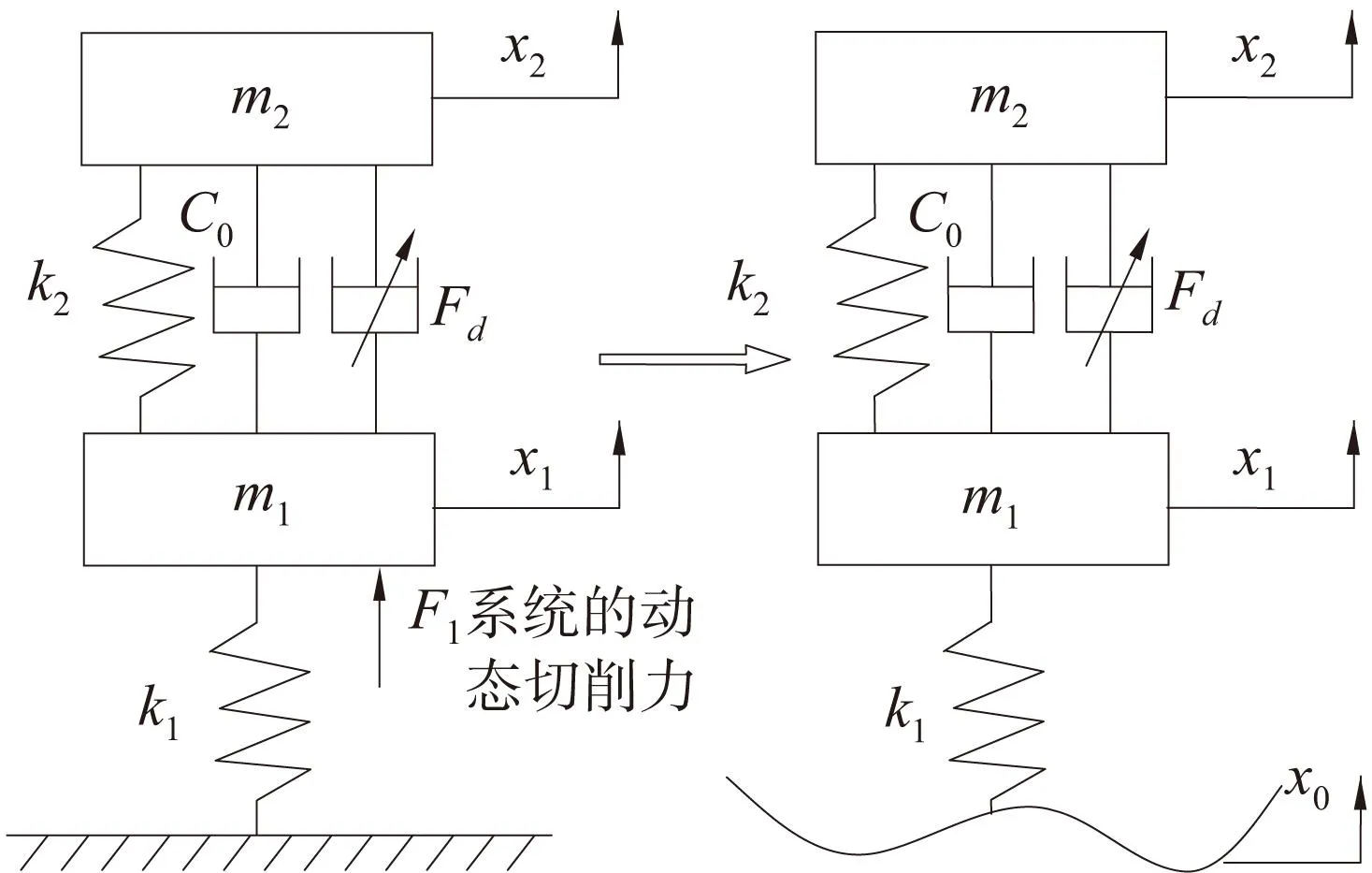
图3 BTA深孔钻床系统的动力学模型
由图3可得系统的运动微分方程为:
(4)
式中,m1为机床主振体的质量;m2为减振器的质量;k1为机床主振体的刚度;k2为减振器的刚度;c0为减振器的阻尼;x0为系统的随机激励;x1为机床主振体的位移;x2为减振器的位移;Fd为减振器提供的可控阻尼力。
3模糊控制算法的设计
半主动控制设计的核心部分即是控制算法的设计,目前半主动控制算法主要有PID控制、模糊控制、最优控制、神经网络控制等。由于电流变液的流变特性十分复杂,故电流变减振器呈现出非线性和滞回性,因此目前得出的数学模型与实际情况还有较大的误差,为了达到较好的控制效果,我们应该选取一种不需要精确数学模型的控制方法。
模糊控制的本质是基于规则的控制,不需要建立关于控制对象的精确数学模型,是一种不依赖于对象模型的智能控制方法,尤其适用于不确定和非线性系统[8]。因此本文设计了模糊控制算法[9-10]。
(1)输入量和输出量选取及基本论域的确定
模糊控制算法的输入量为机床主振体的位移与系统位移响应之间的误差E及其误差变化率EC,其中E的基本论域为[-1,1](单位mm),EC的基本论域为[-1,1](单位mm/s);输出量为电流变减振器的输入电压U,其基本论域为[0,3](单位kV)。
(2)输入量和输出量的模糊论域的确定
将输入量E和EC的模糊语言均定义为七个{负大(NB),负中(NM),负小(NS),零(ZE),正小(PS),正中(PM),正大(PB)},其模糊论域为{-6,-4,-2,0,2,4,6};将输出量U的模糊语言定义为{零(Z),小(S),小中(SM),中(M),小大(SB),中大(MB),大(B)},其模糊论域为{0,1,2,3,4,5,6}。
(3)量化因子和比例因子的选取
设变量的基本论域为[-E,E],其模糊论域为{-n,-n+1,…,0,…,n-1,n},则该变量的量化因子和比例因子可由下式给出:
(5)
故误差E的量化因子Ke=6/1=6,误差变化率EC的量化因子Kec=6/1=6,电压U的比例因子为Ku=3/6=0.5。
(4)确定隶属度函数
根据各隶属度函数的不同特性和人们以往的经验,本文采用了三角型隶属度函数。输入量E、EC和输出量U的隶属度函数如图4、图5所示。
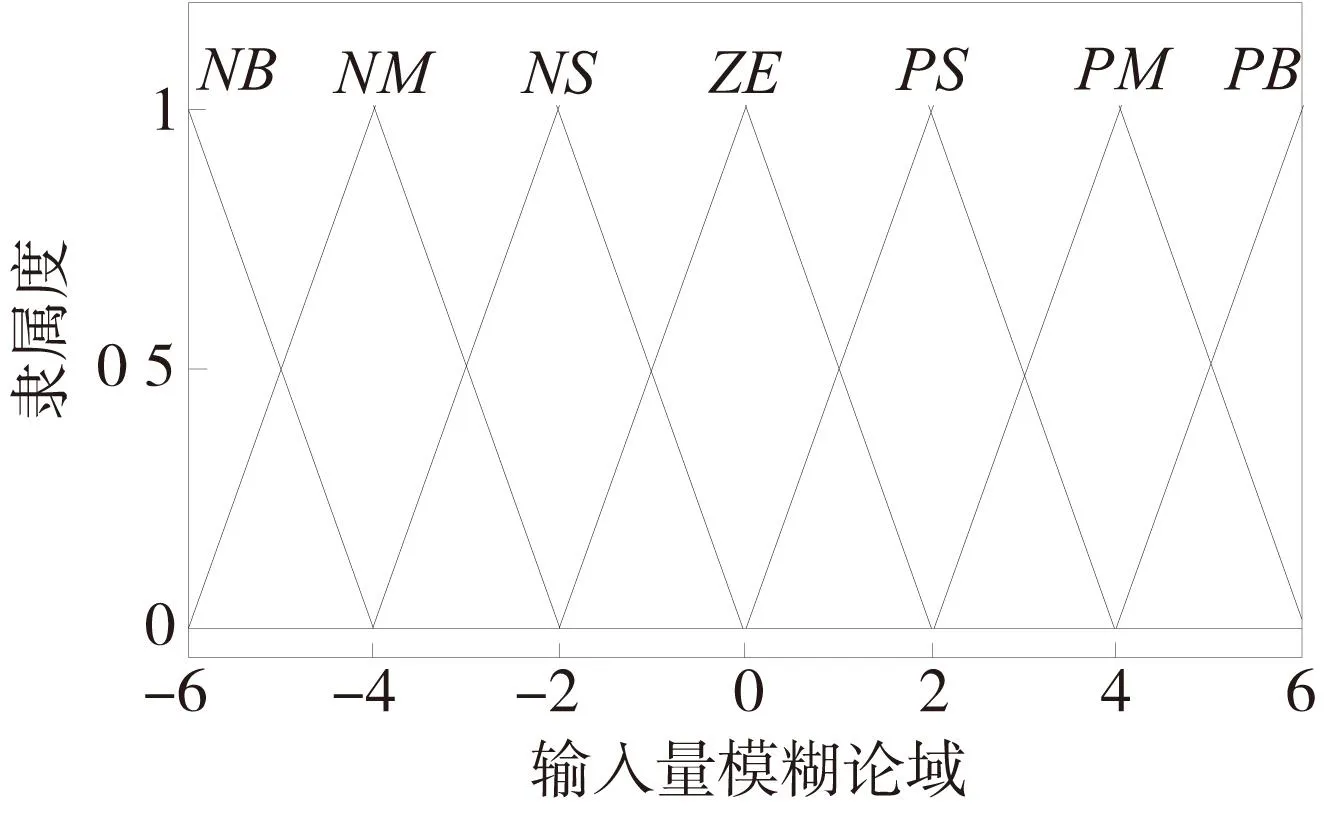
图4 输入量E和EC的隶属度函数
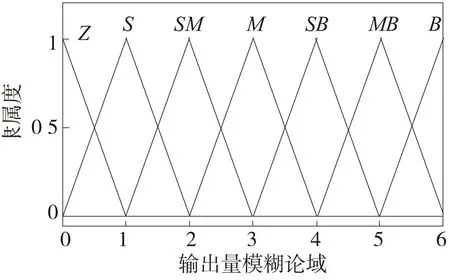
图5 输出量U的隶属度函数
(5)模糊控制规则的确定
根据本文对BTA深孔钻床的动力学分析以及参考相关文献,共制定出49条模糊控制规则,如表1所示。将表1中的模糊控制规则输入MATLAB中,可得其输出曲面,如图6所示。

表1 模糊控制规则
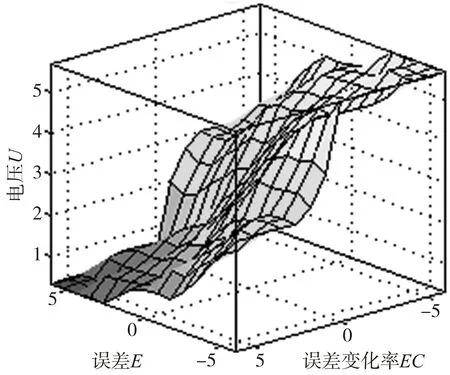
图6 模糊控制规则输出曲面
4仿真验证
根据设计经验,电流变减振器的设计参数如下:
d1=40mm,L=30mm,h=1mm,η0=0.055Pa·s,α=81.5,β=1.8。
BTA深孔钻床系统的仿真参数如下:
m1=400kg,m2=40kg,k1=160000N/m,k2=16000 N/m,c0=400N·S/m。
将上述仿真参数代入到式(1)、式(3)中得F1=255v+24.57U1.8,为了简化计算和方便分析,此处令F2=F1,可控阻尼为Fd=255v+24.57U1.8sgn(v)。
利用MATLAB/Sinmulink对半主动模糊控制系统进行时域仿真,并与被动控制进行对比,分析模糊控制策略的可行性。系统的仿真框图及子系统如图7、图8所示。
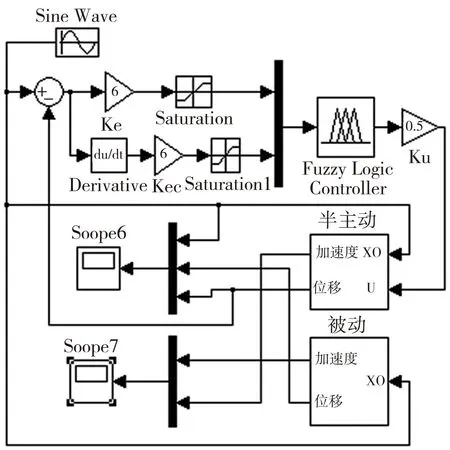
图7 BTA深孔钻床系统的仿真框图
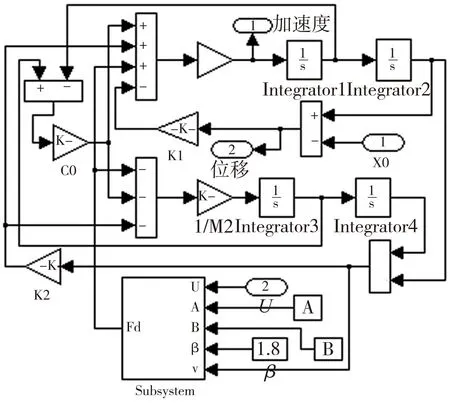
图8 半主动控制仿真框图
我们以正弦信号作为系统的随机激励,其中振幅为0.002m,频率为40Hz。MATLAB/Sinmulink的仿真结果如图9、图10所示。
从图9中可以看出被动控制和模糊控制均能有效地减少机床主振体的振动,其中机床主振体的振幅在被动控制下减少了30%,而在模糊控制下则减少了70%,可以看出模糊控制的效率是被动控制的2倍多。从图10中可以看出模糊控制下的机床主振体的加速度要比被动控制下小了10%左右,综上可以看出,基于电流变减振器的半主动模糊控制的减振效果明显优于被动控制的减振效果。
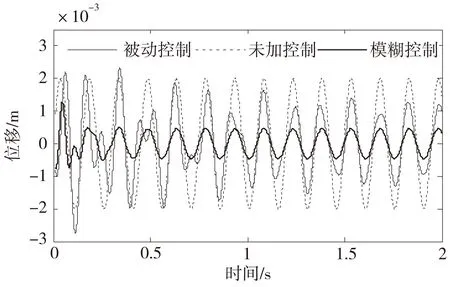
图9 机床主振体的位移
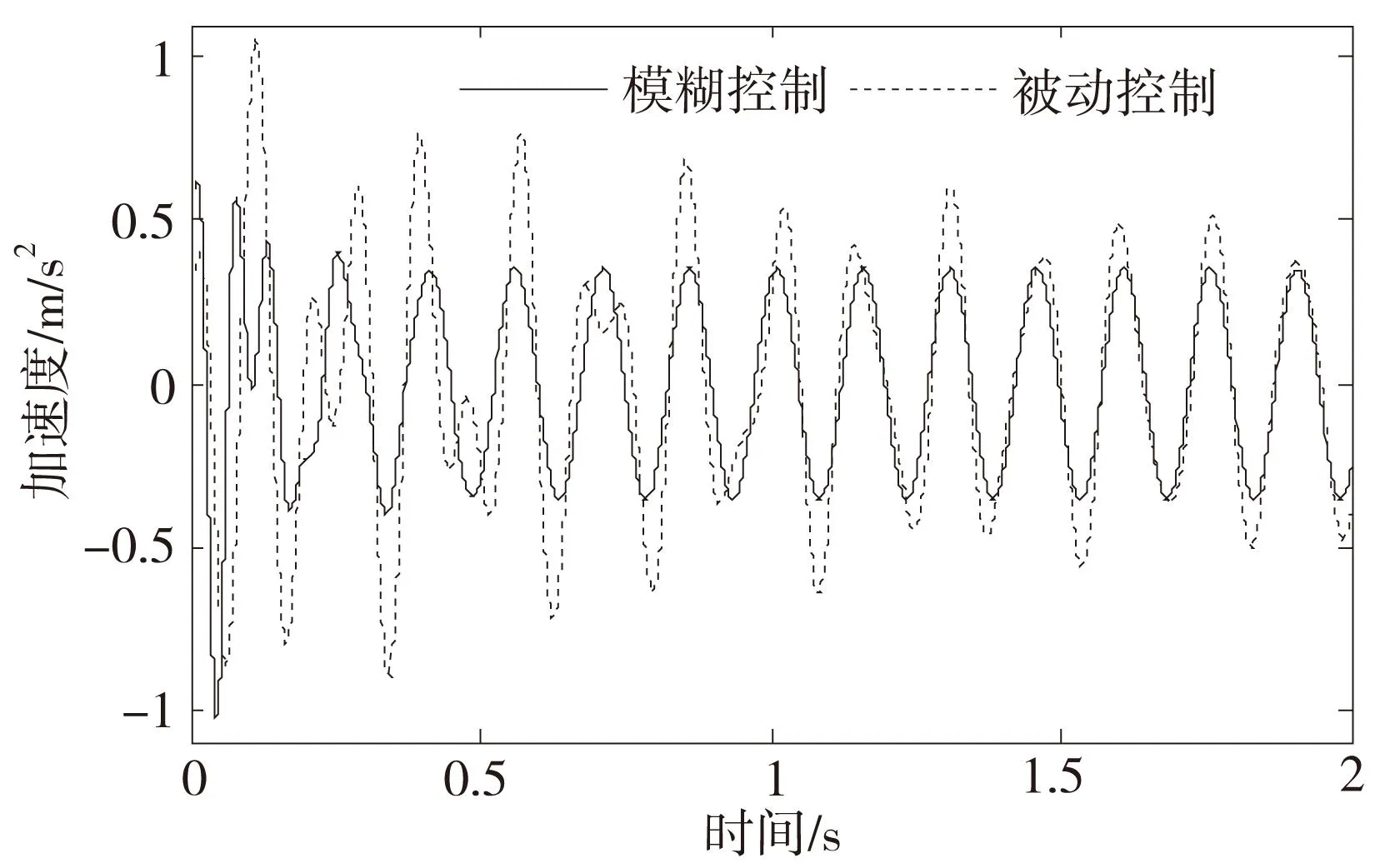
图10 机床主振体的加速度
5结束语
本文针对深孔加工中的颤振问题,提出了一种基于电流变减振器的半主动模糊控制方法,通过改变电流变减振器的输入电压,可以实时改变其可控阻尼力的大小,从而达到连续调节的效果。通过构建BTA深孔钻床系统的动力学模型,并利用MATLAB/Sinmulink对模糊控制系统进行仿真,仿真结果表明,模糊控制与被动控制相比,机床主振体振动的位移幅值明显减小,加速度幅值也有所减小,模糊控制的减振效果要明显优于被动控制。因此,基于电流变减振器的半主动模糊控制方法是可行的,而且控制效果显著。
[参考文献]
[1] 李耀明,段晓奎.液膜阻尼应用于深孔钻削颤振控制的理论研究[J].组合机床与自动化加工技术,2014(4):57-59.
[2] 王茂华,张宏江,张永亮,等.电流变减振器用于铣床振动控制的理论研究[J].吉林农业大学学报,2001,23(3):1-4.
[3] 周文晋,鲁宏权,孟光.电流变液夹层壳体振动隔离的实验研究[J].噪声与振动控制,2005(1):14-17.
[4] 邹屹.基于电流变材料的减振器设计及控制策略的研究[D].扬州:扬州大学,2009.
[5] 张永发,沈楚静,赵霞.基于电流变减振器的汽车半主动悬架的开关控制[J].北京理工大学学报,2006,26(10):863-866.
[6] CHOI S B,KIM W K.Vibration Control of A Semi-Active Suspension Featuring Electrorheological Fluid Dampers[J].Journal of Sound and Vibration,2000,234(3):537-546.
[7] 王道林,王红军.基于变速切削方法抑制再生颤振的研究与应用[J].制造技术与机床,2011(7):119-121.
[8] 张毅,姚锡凡.加工过程的智能控制方法现状及展望[J].组合机床与自动化加工技术,2013(4):1-3.
[9] 吴晓丽,林哲辉.MATLAB辅助模糊系统设计[M].西安:西安电子科技大学出版社,2002.
[10] 薛定阳,陈阳泉.基于MATLAB/Sinmulink的系统仿真技术与应用[M].北京:清华大学出版社,2011.
(编辑赵蓉)本刊欢迎订阅!
欢迎在线投稿!
欢迎刊登广告!
http:∥www.zhjcz.com.cn
Fuzzy Control for Deep Hole Machine Tool Vibration Based on Electrorheological Damper
MIAO Hong-bina,b,QIU Quan-shuia,b, SHEN Xing-quana,b
(a.School of Mechanical and Power Engineering;b.Shanxi Province Deep Hole Machining Center,North University of China,Taiyuan 030051,China)
Abstract:Aiming at the cutting chatter problem in deep hole processing,a semi-active fuzzy control method based on electrorheological damper was put forward.A set of mixed mode electrorheological damper was designed and the mathematical model of the electrorheological shock absorber damping force was established.Based on the dynamic model of deep hole machine tool system,fuzzy control strategy was used for the semi-active control of cutting chatter and fuzzy control algorithm was designed.Using MATLAB/Sinmulink to simulate fuzzy control and passive control for comparison.The simulation results show that,compared with the passive control,the displacement amplitude of machine tool main vibration body vibration under the fuzzy control decreases obviously and the acceleration amplitude slightly decreased.Therefore, the damping effect of fuzzy control is better than the passive control.
Key words:electrorheological damper;fuzzy control;deep hole machine;semi-active control
中图分类号:TH161+.6;TG65
文献标识码:A
作者简介:苗鸿宾(1970—),男,山西阳泉人,中北大学教授,博士,研究方向为深孔加工技术,(E-mail)378631968@qq.com。
*基金项目:国家自然科学基金项目(51175482);国家级国合专项(0102013DFA70770);山西省国际合作项目(2012081030)
收稿日期:2015-01-29;修回日期:2015-03-10
文章编号:1001-2265(2015)12-0090-04
DOI:10.13462/j.cnki.mmtamt.2015.12.024
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
汽车实用技术(2022年3期)2022-02-23
成都信息工程大学学报(2021年6期)2021-02-12
电子制作(2019年16期)2019-09-27
中国测试(2018年9期)2018-05-14
现代职业教育·中职中专(2018年7期)2018-05-14
制造技术与机床(2017年7期)2018-01-19
神州·中旬刊(2017年1期)2017-06-28
内蒙古教育·职教版(2016年11期)2017-01-05
电子制作(2016年21期)2016-05-17
