
非正交摆头转台类五轴数控机床后置处理方法
2016-01-22 02:10徐汝锋于珊珊郑光明
组合机床与自动化加工技术 2015年12期
徐汝锋,于珊珊,郑光明,程 祥
(山东理工大学 机械工程学院,山东 淄博 255000)
非正交摆头转台类五轴数控机床后置处理方法
徐汝锋,于珊珊,郑光明,程祥
(山东理工大学 机械工程学院,山东 淄博255000)
摘要:提出一种适用于非正交摆头转台类五轴数控机床后置处理方法。以平动轴Y和回转轴B作为倾斜轴的摆头转台类五轴机床作为研究对象,分析该类型机床的结构特点。然后,分别将倾斜轴Y轴与OXZ平面之间夹角和刀具摆长作为变量,建立前置刀位数据与该类机床各坐标轴之间的运动变换方程,并推导出各坐标轴的计算公式。在此基础上,利用C++语言开发出适用于该类型五轴机床的通用后置处理软件。最后,对某汽轮机叶片五轴加工刀位文件进行后置处理,将所得到的数控程序在VERICUT软件上进行加工仿真。结果表明该方法的正确性和有效性,且能够实现五轴刀具长度补偿和工件原点偏置补偿功能。
关键词:非正交;五轴数控机床;后置处理
0引言
目前复杂曲面已在航空航天、船舶、模具、汽车等行业得到了广泛应用。由于对复杂曲面类零件性能要求不断提高,其加工质量和效率也引起人们的重视。早期利用球头刀三轴数控加工复杂曲面的方式已很难满足加工要求,而五轴数控机床因其增加两个回转轴而具有较高的灵活性,并可以用非球头刀(如环形刀、平底刀等)来加工复杂曲面,使曲面加工质量和效率得到大幅改善和提高,因此在曲面加工领域五轴数控机床被广泛使用。因此,许多学者针对不同类型五轴数控机床后置处理方法开展了大量研究工作[1-7]。
She等[1]建立三种典型五轴机床的通用运动学模型,推导出其相应的机床造型函数矩阵;再由刀位数据矩阵和造型函数矩阵共同建立机床数据的解析方程,推导出机床各坐标轴的解析表达式。而葛振红等[5]针对一种工作台与主轴成45°倾角的双转台五轴机床提出了两种机床坐标变换方法,推导出相应的机床坐标的计算公式。She等[6]研究了三种典型非正交配置五轴机床,利用齐次坐标变换矩阵和正、逆运动学推导出机床各坐标轴的解析表达式,并用于回转轴不相交、非正交轴倾斜角度可变的五轴机床。周续等[7]针对非正交回转轴的双转台五轴机床利用逆运动学推导出机床各坐标轴的计算公式,并讨论了机床出现奇异位置时处理情况。
上述研究主要涉及三种典型基本类型五轴机床的通用后置处理方法和非正交配置五轴机床(重点是非正交轴双转台五轴机床)后置处理方法,其中非正交轴仅指回转轴,而没有考虑平动轴也为非正交轴的情况。而本文将针对这种具有非正交平动轴和回转轴摆头转台类五轴机床进行研究,提出一种适用于该类机床的通用后置处理方法,且具有五轴刀具长度补偿和工件原点偏置补偿功能。
1非正交摆头转台类五轴机床结构分析
本文以平动轴Y和回转轴B作为倾斜轴的摆头转台类五轴数控机床作为研究对象,如图1所示。该机床由三平动轴X、Y、Z和两回转轴A、B组成,其中X轴和Y、Z轴夹角都等于90°,而Y轴与Z轴夹角小于90°,且回转轴B的中心平行于Y轴,与Z轴夹角亦小于90°,回转轴A的中心平行于X轴,机床主轴与回转轴B夹角大于90°。X、Z轴方向的平动和绕A轴的转动由机床转台实现,而Y轴方向的平动和绕B轴的转动由机床主轴实现。根据该机床的具体结构(见图1),可以得到该机床各坐标轴之间的运动关系,即机床运动链。其中,刀具固结于主轴上,主轴与B轴工作台相连,B轴工作台与Y轴工作台相连,Y轴工作台通过导轨与机床床身相连;而工件固定于A轴工作台,A轴工作台固定于Z轴工作台,Z轴工作台通过导轨与X轴工作台相连,X轴工作台又通过导轨与机床床身相连。
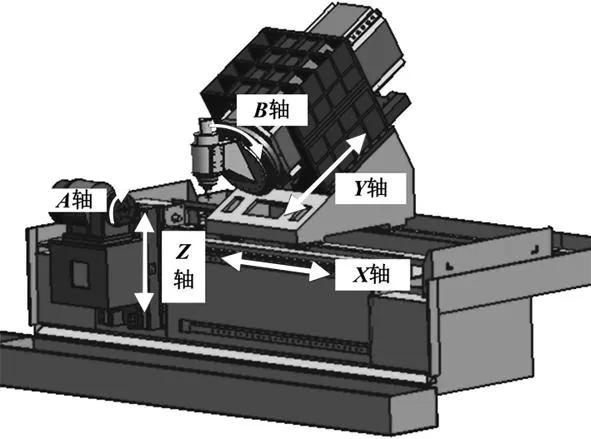
图1 非正交摆头转台类五轴机床结构
2非正交摆头转台类五轴机床运动学建模及其求解方法
为将由CAM得到的刀位数据转换为机床数控加工程序,首先要根据该机床的结构特点来确定机床的运动变化关系,然后再将刀位数据变换分解到机床各坐标轴上,从而获得机床各坐标轴的数值。为描述该机床运动,在该五轴机床上建立图2所示各相关坐标系,其中OmXmYmZm为机床坐标系,其原点Om位于A轴转台右端面中心,Xm轴方向平行于A轴回转中心,Zm轴方向为竖直向上,Ym轴方向则垂直于OmXmZm平面;Om1Xm1Ym1Zm1为与回转轴B固连的坐标系,其原点为主轴回转中心与B轴回转中心的交点,各坐标轴方向与机床坐标系一致;Om2Xm2Ym2Zm2为与回转轴B固连的坐标系,是机床Y轴、B轴实际运动的坐标系,其原点为主轴回转中心与B轴回转中心的交点,各坐标轴方向由机床坐标系绕Xm轴旋转α角得到;OwXwYwZw为与工件固连的工件坐标系,其原点在机床坐标系中的位置矢量OmOw=(dx, dy, dz),且各坐标轴方向与机床坐标系一致,而前置刀位数据是在该坐标系下表示;OtXtYtZt为与刀具固连的刀具坐标系,其原点设在刀位点上,其各坐标轴方向与机床坐标系一致。在机床初始状态时,假设刀具轴线平行于Z轴,坐标系Om2Xm2Ym2Zm2与机床坐标系OmXmYmZm的原点重合。假设坐标系Om1Xm1Ym1Zm1的原点到刀具坐标系的原点Ot的距离为L(即刀具摆长),则刀位点Ot在坐标系Om1Xm1Ym1Zm1中的位置为(0,0,-L);在刀具坐标系中,刀位点的位置矢量和刀轴矢量分别为(0,0,0)和(0,0,1)。假设机床平动轴相对于初始状态的移动量为(X,Y,Z),回转轴相对于初始状态的转动量分别为B和A(其正方向如图2所示),工件坐标系中刀位点和刀轴矢量分别为(x,y,z)和(i,j,k)。

图2 非正交摆头转台类五轴机床中的坐标系
根据该机床运动链和各坐标系,可分别建立回转轴和平动轴的运动变换方程:
(1)
(2)
式中:T和R分别为平移和回转运动齐次变换矩阵:



Mmw是由编程坐标系OwXwYwZw到机床坐标系OmXmYmZm的变换矩阵:
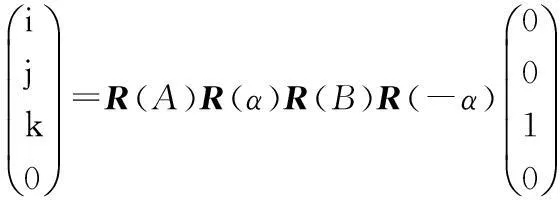
由式(1)可以得到:
(3)
假设该机床B轴运动范围B∈[-40°,40°],A轴运动范围A∈[-180°,180°],则cosB≠0。由式(3)可解得:
(4)
然后再根据jj和kk的数值,由式(4)来确定A轴角度值。
由式(2)可以得到各平动轴的计算公式:
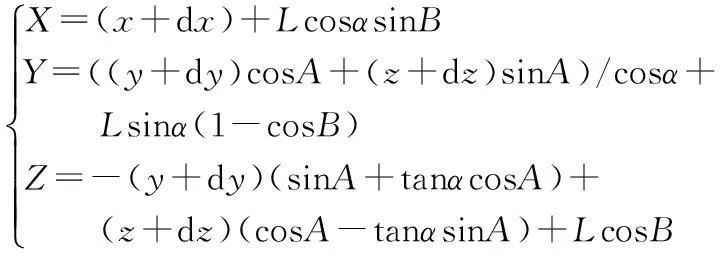
(5)
由式(4)和式(5)便可以确定机床各回转轴和平动轴的数值,即对前置刀位数据进行后置处理而得到机床可以识别执行的数控加工程序,其中机床平动轴计算公式中包含刀具摆长变量L、工件原点偏置变量dx、dy、dz和倾斜轴Ym2与OmXmYm平面之间夹角α。在上述计算公式基础上,通过结合数控系统提供的宏变量(如R参数等)和数学运算功能,利用C++语言开发出一种适用于非正交摆头转台类五轴控机床的后置处理程序,其软件界面如图3所示。
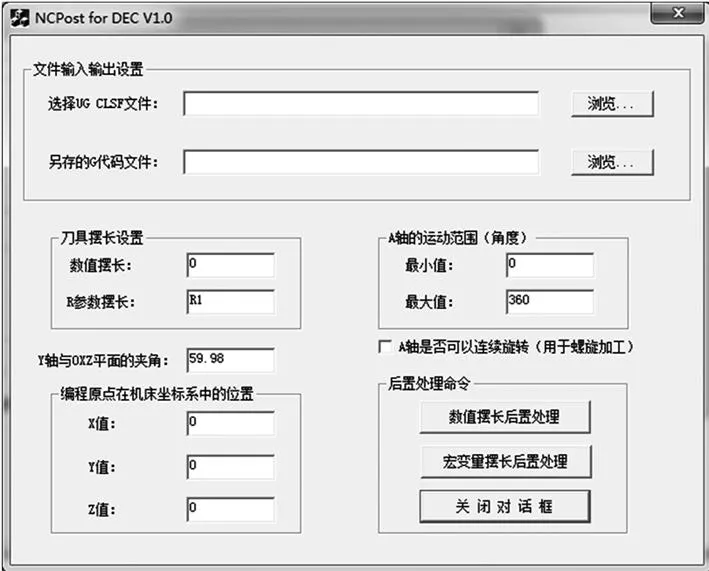
图3 后置处理软件界面
3仿真验证
下文将以汽轮叶片作为加工对象,如图4所示,利用加工仿真软件VERICUT来验证本文提出的后置处理方法的正确性和有效性。

图4 汽轮机叶片模型
3.1叶片曲面数控编程
利用商业软件UG提供的多轴加工方法来生成该叶片的刀具轨迹,然后将所生成刀轨转换为相应的刀位数据文件,如图5所示,其中“GOTO/”为直线插补,前三个数代表工件坐标系下的刀位点,后三个数代表工件坐标系下的刀轴矢量。

图5 刀位数据文件
3.2后置处理
利用本文开发的后置处理程序对上述刀位数据文件进行后置处理。若机床数控系统为西门子SINUMERIC 840D,宏变量采用R参数,根据实际五轴机床参数可将后置处理程序中将“Y轴与OXZ平面夹角”设为59.98°;假设工件原点偏置矢量为(10, 5, 8),刀具摆长为宏变量R1,且初始值为50,采用本文后置处理程序生成的数控加工程序,如图6所示。

图6 宏变量摆长数控加工程序
3.3加工仿真
针对上述数控加工程序,在VERICUT软件中将工件原点移到位置(10, 50, 8),并将数控加工程序中宏变量R1设为50,其加工仿真结果与理论编程误差基本一致,如图7所示。其中不同颜色代表不同加工误差,青色代表加工误差在0.01~0.02 mm,蓝色代表0.02~0.03 mm,紫色代表0.03~0.04 mm,白色代表在0~0.01 mm或大于5 mm。仿真结果表明本文提出的后置处理方法的正确性和有效性,且该后置处理程序能够实现工件原点偏置补偿功能,以及可以通过在数控加工程序中直接修改刀具摆长宏变量的值来实现五轴刀具长度补偿功能,避免了重新进行后置处理的繁琐过程。
图7 数控加工程序仿真结果
4结束语
本文通过分析以平动轴Y和回转轴B作为倾斜轴的摆头转台类五轴数控机床结构,提出了一种适用于非正交摆头转台类五轴数控机床后置处理方法,开
发出相应的后置处理程序。汽轮机叶片加工仿真结果亦表明本文提出后置处理方法的正确性和有效性,且能够实现五轴刀具长度补偿和工件原点偏置补偿功能,具有较强的应用价值。
[参考文献]
[1] She C, Lee R. A postprocessor based on the kinematics model for general five-axis machine tools[J]. Journal of Manufacturing Processes, 2000, 2(2): 131-141.
[2] 何永红,齐乐华,赵宝林. 双转台五轴数控机床后置处理算法研究[J]. 制造技术与机床, 2006(1): 9-12.
[3] 唐清春,张健, 马仲亮,等. 国产双摆头五轴机床后置处理的研究[J]. 组合机床与自动化加工技术,2014(4): 35-37.
[4] 段舒文,林浒,郑飂默,等. 五轴数控系统旋转运动学通用建模及处理方法[J]. 组合机床与自动化加工技术,2014(8): 53-55.
[5] 葛振红,姚振强,赵国伟. 非正交五轴联动数控机床后置处理算法[J]. 机械设计与研究, 2006, 22(2): 79-81.
[6] She C, Huang Z. Postprocessor development of a five-axis machine tool with nutating head and table configuration[J]. International Journal of Advanced Manufacturing Technology, 2008, 38(7-8): 728-740.
[7] 周续,张定华,吴宝海,等. 非正交双转台五轴机床后置处理通用方法[J]. 机械工程学报, 2014, 50(15): 198-204.
(编辑赵蓉)
A Post-processing Method for a Non-orthogonal Five-axis CNC Machine Tool
with Head and Table Configuration
XU Ru-feng , YU Shan-shan, ZHENG Guang-ming, CHENG Xiang
(School of Mechanical Engineering, Shandong University of Technology, Zibo Shandong 255000,China)
Abstract:For a new type of a non-orthogonal five-axis CNC machine tool with head and table configuration, a post-processing method is presented. A five-axis CNC machine tool with head and table configuration, which has the inclination axes of Y-axis and B-axis, is used as the research objective. Firstly, the structure of the given five-axis machine tool is analyzed. Secondly, the angle between the Y-axis and the plane of OXZ and the tool pivot length are set to be variables, and the homogenous transformation equations between cutter location (CL) data and the machine control data are established. Furthermore, the calculating formulas of each machine axis are then derived. On the basis, a post-processing software for the given five-axis CNC machine tool is developed using the C++ language. Finally, the CL file generated from a steam turbine blade is post-processed by the proposed method, and the NC code is also simulated in the software VERICUT. Simulation results verify the correctness and validity of the proposed method, which can implement functions of tool length compensation and workpiece origin offset compensation.
Key words:non-orthogonal; five-axis CNC machine tool; post-process
中图分类号:TH165;TG506
文献标识码:A
作者简介:徐汝锋(1980—),男,山东淄博人,山东理工大学机械工程学院讲师,工学博士,主要研究方向为复杂曲面多轴数控加工技术,(E-mail)xurufeng2003@126.com。
*基金项目:国家自然科学基金项目(51105026),山东省优秀中青年科学家科研奖励基金(BS2013ZZ002)
收稿日期:2015-09-20
文章编号:1001-2265(2015)12-0023-04
DOI:10.13462/j.cnki.mmtamt.2015.12.007
