
某抽水蓄能电站蜗壳平压管破裂分析与处理
2016-01-18 03:35董阳伟
水电与抽水蓄能 2016年3期
董阳伟
(国网新源控股有限公司技术中心,北京市 100161)
0 引言
抽水蓄能机组在水泵工况启动及调相运行时,要求转轮在气体中旋转,此时上下迷宫环如没有外来水冷却会随机组转动发热严重影响不锈钢叶片性质和机组正常运行[1]。为此将打开迷宫喷水阀,一来为上下迷宫环提供冷却水,二来在转轮周围形成水环防止转轮室气体大量遗漏。为避免蜗壳内水压力过大进入转轮室导致水环过厚引起的水流撞击与有害的压力脉动,在蜗壳与尾水管之间设置将蜗壳与尾水管连通以排出蜗壳内水环排水、平衡蜗壳与尾水管间压力的平压管段和液压控制阀。
1 故障情况简介
某抽水蓄能电站1号机组在抽水调相转抽水工况运行不久,运行人员发现1号机组球阀下游侧某一位置向外喷水,随后申请停机,在停机过程中蜗壳层1号水淹厂房传感器005SN、1/2号机组尾水阀坑2号水淹厂房传感器002SN、1/2号机组尾水阀坑1号水淹厂房传感器001SN、水淹厂房主跳传感器005XV以及1~4号机组机械跳机继电器002XV依次动作,4台机组被迫停运。
后经蜗壳层积水排净后,现地检查发现1号机组蜗壳与尾水管平压阀485VD下方近尾水管侧管道变形破裂。
发生泄漏的尾水平压管段设计材质为TP304或1Cr18Ni9Ti,规格为φ219.10mm×3.76mm。蜗壳与尾水平压管路结构图如图1所示,泄漏位置如图1所示。
2 现场宏观检查情况
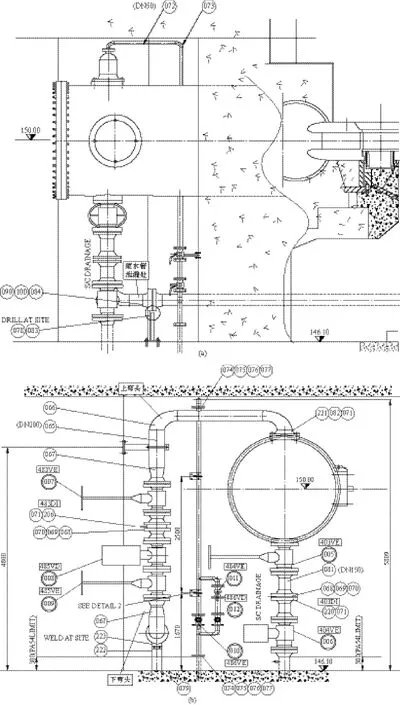
图1 蜗壳与尾水平压管路结构图
现场检查发现,法兰与墙体之间的尾水管发生泄漏,如图2所示,泄漏处张口较大,泄漏管段明显胀粗。由于受墙体和焊缝约束,管段呈腰鼓状,最大外径约310mm。从图3来看,尾水管为有缝钢管,与设计要求的无缝钢管不符。胀粗管段壁厚最薄处约2.7mm,墙体内未明显胀粗部位壁厚3.7~3.8mm。尾水管在与法兰焊接时先套在法兰上再进行焊接,为插入式焊接,根部存在未焊透现象。与法兰连接的焊缝上有一段锈蚀,为开裂起始部位,如图4所示。沿此部位至尾水管母材被撕开,撕裂断口新鲜。与法兰连接的下弯头外弧面壁厚约9.5mm,未见胀粗现象。
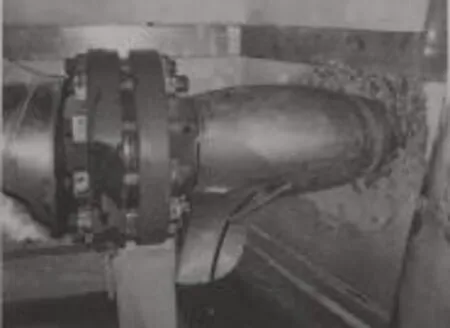
图2 1号机组蜗壳与尾水管平压管路破裂情况

图3 蜗壳与尾水管平压管段照片
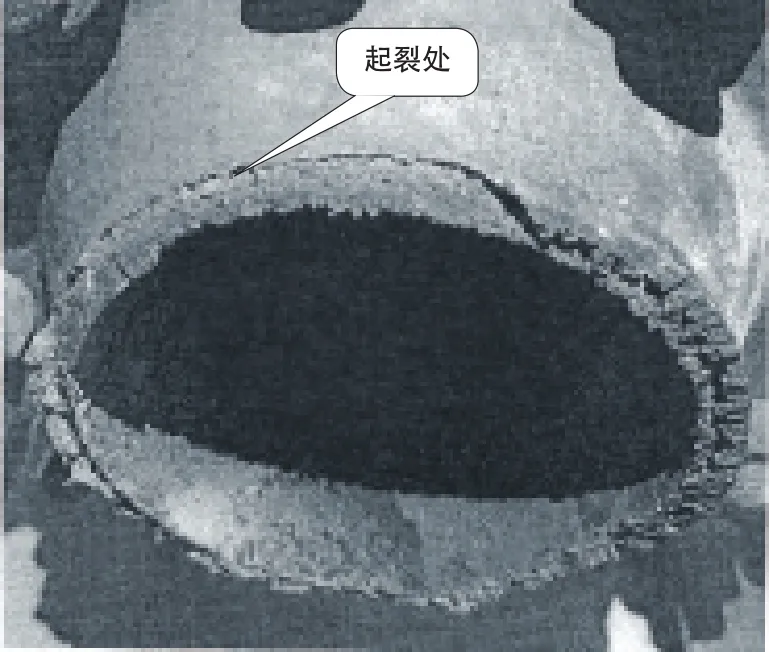
图4 法兰上焊缝开裂后照片
图5 4号机组蜗壳与尾水管平压管路变形情况
随后对其他机组相同部位管路检查,发现4号机组该段管路也存在轻度变形,如图5所示。
3 故障原因分析
通过勘察管路破损变形情况,结合机组日常运行现象,分析认为导致平压管破裂变形的可能综合原因有以下几点:
(1)实际平压管预埋管及连接法兰未按设计要求选择管材和型号。核对蜗壳与尾水管平压管设计图纸知道蜗壳至尾水管平压管的预埋管路为管径φ219.1mm、厚6mm的不锈钢无缝钢管,而现场实际发现蜗壳至尾水管平压管的预埋管为管径φ219.1mm、壁厚3.76mm、公称压力为PN50的不锈钢焊接钢管。而机组在从调相转抽水或发电工况期间,蜗壳至尾水管平压阀为打开状态,在此过程中该管路短时间承受压力约为5.7MPa,超出该不锈钢焊接钢管承压要求。
(2)平压管明管段与连接法兰存在焊接质量缺陷。焊缝的焊接质量受多方面因素影响,因应力集中导致的焊缝缺陷相当常见[2]。现场发现预埋管路与明管段的连接法兰材质为低合金钢,与设计材质(1Cr18Ni9Ti)不一致,且预埋管厚度3.76mm与法兰焊接处厚度11mm相差值大,使得焊接部位容易产生应力集中。水平明管段带径焊接法兰为碳钢而管路为不锈钢,尾水管与法兰连接的焊缝为异种钢焊缝,又采用插入式焊接,焊接方法不当,存在未焊透现象,造成焊缝连接强度降低。另外,法兰设计材质为不锈钢,而实际材质为低合金钢。低合金钢抗空蚀性能明显低于不锈钢,长期运行后引起法兰空蚀减薄也为机组安全运行带来隐患。
(3)平压管段内压力脉动引起的管路振动。机组在调相运行时,蜗壳内的水环水排至尾水管时,瞬间的冲击力较大,容易产生“水锤”效应,使管路内瞬间压力增加引起该段管路振动。在从调相转抽水或发电时,因机组顺控流程设计为在球阀工作密封开启充水平压过程中蜗壳至尾水管平压阀为打开状态,管路存在瞬间比较大的轴向水推力和压力脉动造成水平管段的振动。
(4)装配产生的变形应力。在管路的焊接、装配可能存在由于焊接变形及法兰螺栓把合过程中产生的附加弯矩,附加弯矩会在管路中产生附加弯曲应力。
综合认为:蜗壳与尾水管平压管泄漏段壁厚较薄,且没有墙体约束,当瞬间压力达到其屈服强度时,裸露在墙体外部分就出现塑性变形、胀粗。多次动作后,该管段不断胀粗并呈腰鼓状。随着尾水管的不断胀粗,最终沿最薄弱的异种钢焊缝与法兰熔合线未焊透处开裂,导致尾水管撕裂喷水。
4 故障处理方案与实施
结合上述造成蜗壳与尾水管平压管破裂变形的原因,对该故障的处理方案主要有以下几项措施:
(1)将该裸露的平压明管段更换为φ219.1mm×6mm的不锈钢无缝钢管并与原来管路焊接。该处焊缝通过不锈钢法兰转接。将不锈钢法兰与原混凝土锚筋焊接,最后用混凝土将法兰与墙体浇筑为一体。
(2)替换全部碳钢材料为不锈钢材质,提高管路部件材质耐气蚀能力并提高焊接质量。改善厚、薄管路的连接,采用工地焊接形成的带径法兰(与混凝土锚筋固定)减少管路的应力集中。
(3)增加管路水平及垂直方向的支架并固定,减小管路因冲击产生的振动。
5 结束语
从蜗壳与尾水管平压管破裂故障的分析与处理来看,尽管该段管路在抽水蓄能电站众多设备和材料中微不足道,但如其发生故障,引起的损失和破坏力却又大得多,所以在今后的抽水蓄能电站建设和运维中,应从设计、材料采购、制造安装、运维检修等各个方面做好质量监督与管控,特别要加强承压焊缝的无损检测和日常运维巡视,才能确保电站安全、稳定运行。
[1] 李海波.抽水蓄能机组调相运行浅析.水电厂机电技术,2008(10):12-14.
[2] 邵泽波.无损检测技术.北京:化学工业出版社,2003.1.
猜你喜欢
设备管理与维修(2022年19期)2023-01-03
水泵技术(2022年2期)2022-06-16
同济大学学报(自然科学版)(2022年3期)2022-03-18
水泵技术(2021年6期)2021-02-16
课堂内外(小学版)(2021年3期)2021-01-17
特别文摘(2018年6期)2018-08-14
小太阳画报(2018年8期)2018-05-14
综合智慧能源(2016年9期)2016-11-12
化工设计通讯(2016年5期)2016-09-03
小朋友·快乐手工(2015年2期)2015-03-13
