660 MW汽轮机组国内大修方案分析
2016-01-14 05:59:47姜丽涛,王振成,赵毅
河北电力技术 2015年1期
660 MW汽轮机组国内大修方案分析
姜丽涛,王振成,赵毅
(华能邯峰发电厂,河北邯郸056200)
摘要:针对某电厂进口660 MW汽轮机组运行时间、年限和厂家的规定,结合汽轮机结构特点,提出该型汽轮机现场揭缸大修方案,从高压筒型缸解体检修、回装和现场机加工等方面对该方案进行分析,说明方案实施效果,并提出相关建议及经验。
关键词:600 WM汽轮机;筒型缸汽轮机;解体检修
收稿日期:2014-09-04
作者简介:姜丽涛(1963-),男,高级工程师,主要从事汽轮机检修和运行维护工作。
中图分类号:TK268
文献标志码:B
文章编号:1001-9898(2015)01-0044-03
Abstract:Combined with performance period and manufacturers stipulation and constructiono of 660 MW import turbine,this paper puts forwards overhaul scheme,analyzes the scheme from the high-pressure cylinder disintegration and installing,machine work,and so on,explains implementation effect,advances suggestion.
Analysis of 660 MW Turbine of Overhaul on Site of China
Jiang Litao,Wang Zhencheng,Zhao Yi
(Huaneng Hanfeng Power Plant,Handan 056200,China)
Key words: 600 WM turbine;cylinder cylinder steam turbine;disintegration recondition
1概述
某电厂目前安装有2台西门子股份公司HMN系列660 MW汽轮机。1号汽轮机组自2001年1月投入商业运行以来,已运行超过101 000 h,共启停146次,其间共完成了汽轮机组的2次B级检修和9次C级检修。按照汽轮机厂的规定,该汽轮机累计运行10万h或运行12年就要进行揭缸大修。
2汽轮机结构特点
该电厂1号汽轮机为亚临界、单轴、四缸四排汽、双背压、反动式纯凝汽轮机。HMN系列汽轮机型号分别为高压缸H30-100-2、中压缸M30-63、低压缸N30-2×10。
2.1 高压筒型缸结构
a. 高压缸由外缸和内缸组成,外缸为筒型缸结构,内缸由左右两半缸组成,两半内缸用高压螺栓紧固在一起整体穿入筒型高压外缸内。高压缸在排汽侧内外缸体之间采用“I”型密封环结构,进汽侧内外缸之间采用“U”型环密封结构。高压内缸由设置在高压内外缸之间进汽端和排汽端的滑销(平行键)支撑,在进汽侧用一个大端盖将内缸轴向固定在外缸中(见图1)。

图1 高压缸剖面
b. 高压外缸左右侧各设置一个由高压截止阀和高压调节阀组成的联合阀门组,联合阀门组与高压外缸为整体铸造。新蒸汽由外缸进入内外缸之间的空间,内缸进汽端左右侧各设置一个进汽孔,内外缸之间的新蒸汽由此进入高压内缸作功。
c.高压缸上设置有2个内窥镜检查孔,在停机后不解体高压缸的情况下,可以通过内窥镜检查内缸内部动静部分的状况。
2.2 汽轮机支撑和膨胀系统结构
a. 汽轮机高压转子为双轴承支撑,中低压转子为单轴承支撑。汽轮机轴系共由5个圆筒型轴瓦组成,5个轴承座与基础浇铸在一起,在运行中它们之间不发生相对位移(见图2)。
b. 高中压缸之间设置的联合推力轴承是汽缸和转子的轴向膨胀死点。高压缸向汽侧膨胀,中压缸及2个低压内缸通过滑销系统向发电机侧膨胀,中压缸和2个低压内缸的膨胀传递由设置在缸体水平结合面两侧的推拉杆完成。
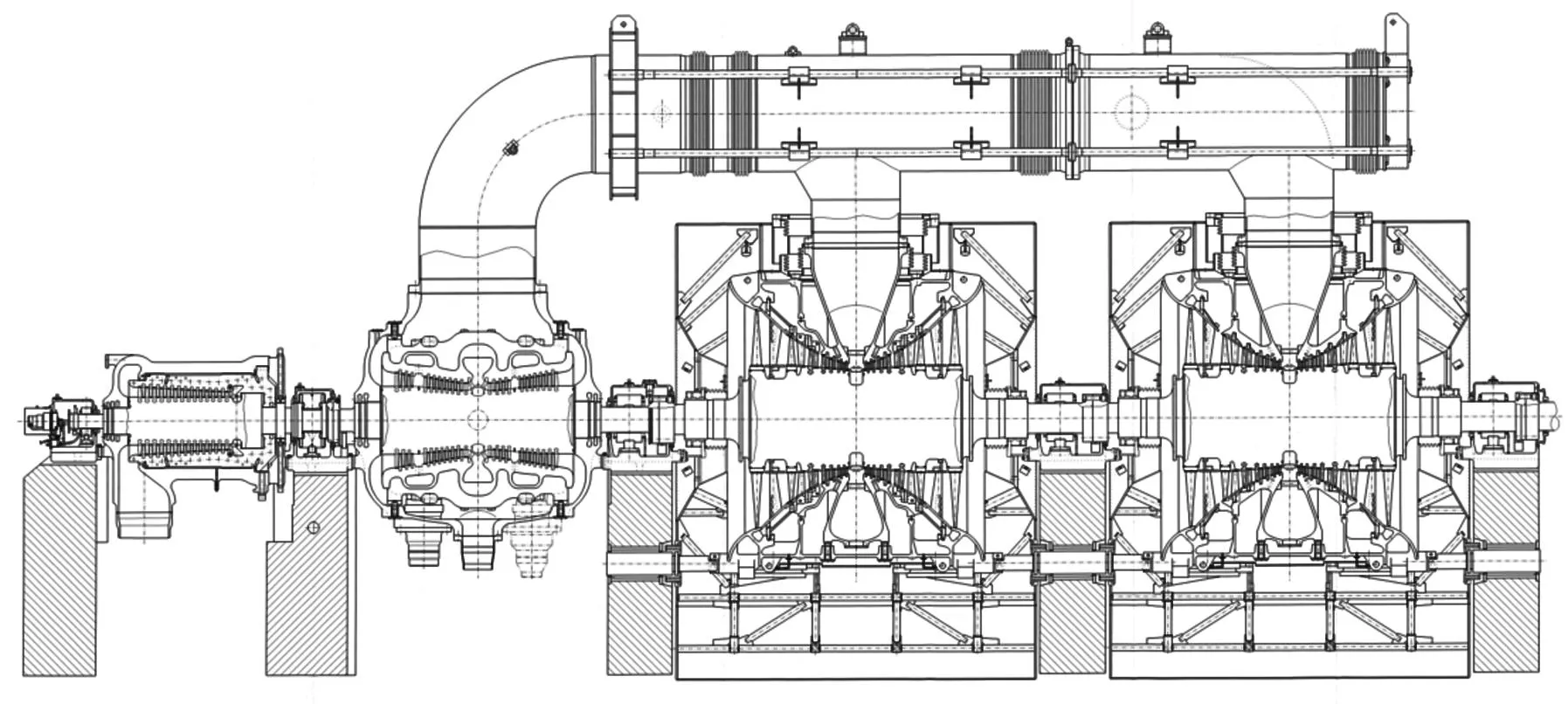
图2 汽轮机剖面
3汽轮机大修方案
该机组投产以来已运行近13年的时间,大修前各项主要运行指标良好,也未发生过设备状况异常的现象。但经过十几年的运行也存在缺陷:个别轴承出现振动值超过50 μm的现象;个别轴瓦运行中温度达到108 ℃;末级叶片有水蚀现象但不影响运行;中压调门密封面有缺陷,严密性试验值不合格;大修前机组热耗约7 922 kJ/kWh,比考核热耗7 817 kJ/kWh高约105 kJ/kWh。
本次汽轮机第1次揭缸大修,在我国尚属首次。在检修前,通过与厂家专家多次交流沟通,制定了详细的汽轮机现场大修方案,主要内容如下:
a. 确认汽轮机大修所需要的检修工艺、质量标准、技术资料要满足大修要求。
b. 确认电厂汽机房应具备高压筒型缸揭缸大修条件。如:汽机房天车的起吊质量和高度要满足高压缸整体质量和抽出尺寸的要求;机房运转平台要有专用的筒型缸检修场地和专用支架。
c. 汽轮机大修的备品备件和所需材料要满足大修要求。
d. 现场要具备一定的机加工能力。本次大修聘请了相关厂家专家作为技术指导,负责高压筒型缸现场机加工工作(包括机加工设备和操作人员)。
e. 电厂负责具体的检修工作。
4汽轮机大修实施情况及效果
4.1 大修实施情况
4.1.1高压筒型缸解体检修
a. 用专用的固定环把高压转子轴向、径向固定在高压外缸上,使高压转子与高压外缸形成一个整体,割开与高压缸相连的管道。
b. 将高压缸整体从运行位置上吊出,放置在专用的检修支架上。将高压缸从水平位置变换成垂直位置。
c. 进汽侧大端盖拆下后拆除转子和外缸固定装置,再安装一套高压内缸和转子轴向、径向固定装置,目的是使高压转子和高压内缸成为整体(防止起吊中动静碰撞),用天车吊住电侧高压转子就可将高压内缸及转子一同从外缸中抽出。高压内缸抽出后,翻转至水平,放置在专用的水平支架上。
d. 高压内缸及转子的检修与常规检修相同。

图3 高压缸吊装及检修
4.1.2高压筒型缸回装
高压内缸及转子检修结束后,可以按照与解体相反的步骤将内缸放进高压外缸中,并将整体高压缸回装到运行位置。
4.1.3高压筒型缸现场机加工
筒型缸在生产现场检修,有一道关键步骤就是对高压内缸与外缸进汽侧和排汽侧密封面进行现场机加工,该工作在国内属于首次开展。厂家专门设计了一系列现场高精度数控机加工设备(见图4)来满足筒型高压缸现场机加工的需要。本次检修租用厂家相应的专用工具和机加工操作人员,顺利完成了高压缸进汽侧密封面的机加工工作,由于排汽侧“I”型环没有损坏,厂家专家确认无需更换。如果“I”型环损坏需要更换,则必须将“I”型环配合的内外缸密封槽进行表面机加工。内外缸机加工结束后,根据现场测量数据,确定“I”型环加工尺寸。新的“I”型环和槽装配后测量及重新配制内缸和外缸的滑销(定位键)以及大盖的水平定位键。

图4 现场机加工示意
4.2 大修后效果
机组一次启动成功,机组并网后汽轮机本体及辅机运行情况良好,汽轮机各瓦振动情况良好,大修后的热耗率7 855 kJ/kWh,较大修前降低67 kJ/kWh。
5经验及建议
由西门子股份公司生产的HMN系列660 MW纯凝汽式汽轮机,其高压缸为筒型缸设计。目前,在国内首次完成了揭缸大修,填补了国内的一项空白。现在上海汽轮机厂已经与西门子股份公司合作生产类似HMN系列的汽轮机,这种大型的汽轮机已安装在国内外许多电厂中。该次汽轮机大修的可借鉴经验如下:
a. 高压内缸抽出后,采用上下、左右整体移动
内缸(转子缓慢盘动)来测量通流部分最小间隙。上下间隙为1.3 mm(标准1.2 mm),左右间隙为0.92 mm(标准1.2 mm),轴向间隙为4 mm(标准6 mm)。经分析认为高压缸静叶围带存在变形,造成3个方向的间隙超标。变形的原因是由于内缸变形和静叶安装紧力共同作用形成,变形量小于0.5 mm不需要处理,如超标必须将高点车掉。
b. 检查发现内缸结合面存在外张口,从进汽侧到排汽侧逐渐增大,排汽侧外张口最大0.6 mm(未贯通)。高压内缸解体后发现且排汽侧结合面局部产生了腐蚀,清理氧化皮后最大间隙达到1.0 mm以上。对此处进行补焊研磨处理来保证排汽侧“I”型密封环密封效果。
c. HMN系列汽轮机的进汽侧“U”型密封环必须更换,“U”型密封环相应结合面必须机加工处理,所以“U”型密封环备件是毛坯料,待结合面加工完毕测量出“U”型密封环最终加工尺寸。“I”型环是否更换需要根据表面检查情况来确定。
d. 西门子股份公司具备现场加工、更换高压缸“U”型密封环和“I”型密封环的能力。如高压缸运输至国内有加工实力的汽轮机厂也能够完成此项工作。
e. 中压缸和低压缸的检修与传统检修工艺相同,最终的动静间隙确认以碰缸为准。
本文责任编辑:罗晓晓

猜你喜欢
东方汽轮机(2021年4期)2022-01-18 04:37:40
工程设计学报(2021年6期)2022-01-10 10:27:12
能源工程(2021年5期)2021-11-20 05:50:38
成功(2018年9期)2018-11-07 08:58:40
电子制作(2018年14期)2018-08-21 01:38:36
东方汽轮机(2018年2期)2018-07-03 11:32:42
石油化工建设(2018年6期)2018-04-22 03:16:36
钛工业进展(2014年5期)2014-02-28 16:42:29
河南科技(2014年14期)2014-02-27 14:11:53
河南科技(2014年3期)2014-02-27 14:05:36