
基于Deform对型钢矫直压下量的研究
2016-01-09 05:05:34王若然,刘义,刘俊
重型机械 2015年5期
基于Deform对型钢矫直压下量的研究
王若然,刘义,刘俊
(北方重工集团有限公司,辽宁 沈阳 110141)
摘要:运用Deform软件对型钢矫直机的压下量进行分析,模拟了1800 mm大型型钢矫直机在矫直过程中其压下量对矫直质量的影响,大压下量矫直时型钢头部变形弯曲幅度较大;小压下量的矫直不能对型钢进行有效矫直。因此,对压下量进行了优化:入口矫直辊的压下量按大压下量方案中的数值来确定,出口矫直辊的压下量按小压下量方案的数值来确定,达到较好的矫直效果。
关键词:型钢;矫直机 ;压下量
中图分类号:TG333.23文献标识码:A
收稿日期:2015-01-30;修订日期:2015-03-19
作者简介:王若然(1979-),男,硕士研究生,北方重工集团有限公司工程师。
Straightening reduction analysis of section steel based on Deform
WANG Ruo-ran,LIU Yi,LIU Jun
(Northern Heavy Industries Group Co., Ltd., Shenyang 110141,China)
Abstract:This paper analyzes bending of section steel straightening machine using Deform software, simulates the reduction impact of the 1 800 mm large steel straightening machine on the straightening quality during straightening. The steel head is heavier deformed and bent when straightening with a large reduction, but there isn’t effectively straightening with a small reduction. Therefore, the reduction is optimized in the straightening program, the reduction of the entrance straightening rollers is determined by the large reduction, the reduction of the exit straightening rollers is determined by the small reduction. The optimization result has favorable straightening effect.
Keywords:profile steel;straightener;reduction

0前言
型钢作为一种生产使用高效的经济材料,因为其具有截面力学性能好、截面的几何形状分布合理、生产的产品造型美观、品种规格较多、使用非常方便、产品质量好以及生产率较高[1]等优点而被广泛应用于造船和港口建设、地下支护工程、桥梁建设、高层建筑、工业建筑、工业钢结构件、地下铁路矿山巷道建设等行业中,成为生产建设中大力推广使用的新型环保节能绿色材料。型钢的弯曲作用与矫直作用是两个完全相反的工艺过程,但是其变形机理却是殊途同归。型钢矫直主要是用于对型材因在生产轧制环节、工艺冷却环节以及运输过程中出现的翼缘外扩、内并和扭转以及对非对称断面产生的镰刀弯进行矫直等[2],型钢矫直能够使型钢在长度方向上平直,可以大幅度提高产品的质量,改善产品在生产、工艺过程和流通各个环节中产生的各种形状缺陷[3],矫直过程中给定的压下量数值却是能否得到较理想的产品关键,本文通过运用Deform-3D软件对型钢矫直机的压下量与型钢矫直效果间存在的关系进行仿真模拟,根据不同的压下量参数条件下对型材的矫直效果图,研究分析压下量在型钢矫直过程中对于矫直效果所起到的影响,从而得出较优的矫直产品。
1型钢大压下量的矫直
本文选用型钢中比较典型的H型钢进行模拟,H型的规格选取为GB706-1988中的40a,型钢高度为400 mm,宽度为142 mm,腹板厚度为10.5 mm。首先采用大压下量进行矫直,选用的压下量为-10 mm,以上矫直辊的下表面切线高度与下矫直辊的上表面切线高度相等时压下量为0。
在接受矫直的H型钢的长度方向上分别选取8点,利用Deform软件动态分析此大压下量型钢矫直过程中选取的各点所发生的弯曲变形,以及H型钢通过矫直机后型钢发生的状态变化。
图1中显示了Deform软件在分析H型钢的-10 mm压下量时各点的弯曲变形曲线和矫直过程中各点的弯曲变化,同时仿真了此大压下量矫直完成时H型钢的最终状态。
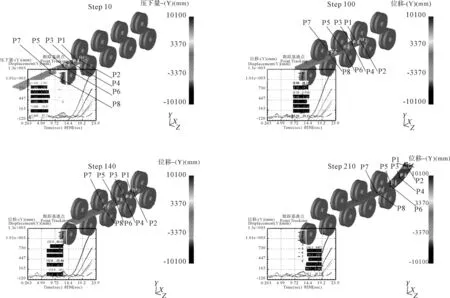
图1 H型钢大压下量矫直 Fig.1 Large bending strengthening of H beam
通过分析H型钢在矫直机大压下量矫直过程中各点受弯变形较大,型钢头部受大压下量变形弯曲幅度较大,因其较大的头部弯曲对下一个矫直辊产生了较大的冲击,这样对矫直机矫直辊及轴承造成了损伤,不利于矫直机的长期稳定工作。
同时大压下量矫直在仿真过程中发现经过矫直机的H型钢头部翘曲非常严重,非但没有起到矫直效果,反而增加了型钢的弯曲程度。
2型钢小压下量矫直
在大压下量矫直机仿真模拟过程中得出的矫直效果无法满足实际生产过程中对型钢矫直的要求,减小矫直机矫直辊的压下量分析在大压下量仿真过程中选用的GB706-1988 40a H型钢矫直后的状态。
本次矫直机矫直辊的小压下量依据40a型钢腹板厚度的1/3来选用,据此选取矫直机的开口度为8 mm。Deform重新分析在此种压下量的情况下,分析H型钢上选取的各点在矫直过程中所发生的弯曲变形及通过矫直机后H型钢的矫直状态。H型钢上选取的各点的弯曲变化及矫直过后H型钢的矫直状态如图2所示。
从图2的小压下量H型钢矫直过程仿真及H型钢矫直后的状态来分析此压下量矫直能否满足生产实际对型钢矫直的需要。
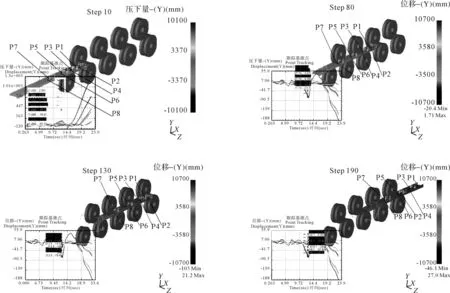
图2 H型钢小压下量矫直状态 Fig.2 Little bending strengthening of H beam
首先从H型钢通过型钢矫直机后的状态来看,H型钢在仿真矫直后情况与矫直前并无明显变化。接着从H型钢矫直过程中各点发生的弯曲变化来分析矫直过程中型钢矫直机对H型钢的矫直效果,从选取各点在矫直过程中产生的曲线曲率变化来看,各点在矫直过程中各矫直辊对H型钢的弯曲作用有限,H型钢未能达到理想的塑性变形,产生的弹性变形现象,在矫直辊的作用力消失后, H型钢释放了弹性势能形成了弹性恢复。
从矫直过程中矫直辊对H型钢各点的弯曲曲线及H型钢通过型钢矫直机后的状态得出的分析结果认为小压下量的矫直效果无法实现对型钢的有效矫直,达不到实际生产对型钢矫直的要求。
3特定型钢矫直的压下量优化设计
通过对特定规格的型钢矫直分别采用大压下量和小压下量两种情况进行了仿真分析,总结两种情况下仿真过程中发现的问题,以这些问题为基础对此规格的H型钢矫直的压下进行优化设计,以期达到理想的矫直效果。
依据矫直原理分析[4-6],型钢全长的原始弯曲并不均匀,综合大、小两种压下量的矫直分析,为了达到比较理想的矫直效果对矫直压下量采用线性递减的原则来确定。入口矫直辊的压下量按大压下量方案中的数值来确定,出口矫直辊的压下量按小压下量方案的数值来确定,这样即保证了H型钢进行型钢矫直机后矫直辊对H型钢的弯曲变形达到了塑性变形量要求,又同时保证了H型钢在矫直机出口时避免因较大的压下量而产生过大的翘曲变形,从而使受矫直的H型钢同时满足了塑性弯曲矫直而又不会产生较大的出口变形两种条件,达到较好的矫直效果[7-10],如图3所示,经过优化后的矫直辊压下量在矫直H型钢的矫直仿真过程中产生的各点曲线变化,及H型钢通过矫直机矫直后其最终的效果。
H型钢在通过压下量数值优化后的型钢矫直机后从仿真矫直的图表中发现H型钢上选取的各点的弯曲曲线在前段曲率变化显著,后半段曲率变化趋于平缓,在出口处H型钢头部的约1/2节距处有些翘曲,原因是H型钢的两端部位因得不到有效的塑性变形而产生,属于辊式矫直的固有特性。
表1为在H型钢矫直仿真过程中所采用的压下量数值,以及综合分析后给出的优化数值。

图3 压下量优化后的H型钢矫直 Fig.3 H beam strengthening of optimized reduction

矫直辊上辊下辊12341~5大压下量/mm-10-10-1010-小压下量/mm8888-优化数值/mm-5-136-
4结论
(1)根据对型钢矫直机的矫直方案及矫直辊压下进行了模拟仿真分析,模拟结果显示矫直辊在压下量较小时其产生的应力若未超过材料本身的屈服强度,被矫直材料仅仅产生弹性变形,无法达到矫直效果。
(2)当压下量增加到型钢腹板的最外层顶点应力超过材料的屈服强度时,被矫直材料开始出现塑性变形,并随着压下量的增加塑性变形的区域增大,当压下量过大时,型材的断面形状会产生变形且腹板会出现压凹的情形,因此针对特定型材矫直过程中压下量应在10 mm以下的合理区间。
(3)型钢矫直过程中理想矫直效果的压下量为入口较大使型材产生大弯曲变形,渐近出口压下量逐渐减小以得到较平直的型材。
参考文献:
[1]苏世怀. 热轧H型钢[M].北京:冶金工业出版社,2009.
[2]文广. H型钢九辊矫直机的结构与液压系统分析.机械[J],2010(增).
[3]化学工业部人事教育司. 钢材矫直与成型[M].北京:化学工业出版社,1997.
[4]黄庆学. 轧钢机械设计[M].北京:冶金工业出版社,2007.
[5]邹家祥. 轧钢机械(3版)[M].北京:冶金工业出版社,2000.
[6]崔甫. 矫直原理与矫直机械(2版)[M].北京:冶金工业出版社,2005.
[7]崔丽红等. H型钢精确矫直技术的研究分析[J].机械设计与制造,2008(04):76.
[8]崔甫. 矫直原理与参数计算[M].北京:冶金机械出版社,1987.
猜你喜欢
矿冶工程(2022年1期)2022-03-19 07:07:02
冶金设备(2021年1期)2021-06-09 09:35:34
山东冶金(2019年5期)2019-11-16 09:09:24
山东冶金(2019年3期)2019-07-10 00:54:06
山东工业技术(2019年1期)2019-02-08 13:02:24
山东冶金(2018年5期)2018-11-22 05:12:34
广西科技大学学报(2018年3期)2018-09-10 13:41:31
专用汽车(2016年1期)2016-03-01 04:13:16
冶金与材料(2015年5期)2015-08-20 02:14:18
中国机械工程(2014年21期)2014-02-28 01:03:12
