
浅谈复合电解加工技术研究现状
2016-01-07 02:13:22陈阳
江西化工 2015年1期
浅谈复合电解加工技术研究现状
陈阳
(南昌航空大学,江西 南昌 330063)
摘要:在日新月异的现代加工技术的发展下,单一的电解加工技术已经不能满足人们的加工要求,为了弥补其不足,复合电解加工技术应运而生,本文介绍了两种复合电解加工技术及其研究现状。
关键词:复合电解加工电解—电火花复合加工超声电解复合加工
电解加工(Electrochemical Machining,ECM)是以阳极溶解原理通过工具电极的行进在加工工件表面复制工具电极形状的一种加工技术[1],然而传统的电解加工有着加工精度不高,加工稳定不好等缺点,随着加工制造业的发展,人们希望通过其他加工技术与电解加工技术相复合,以期能解决传统电解加工的缺点。
1复合电解加工
随着高新制造业的飞速发展,单一的传统的加工技术已经不能满足现代的加工要求,因此需要对一些新技术的基本原理、加工机理、工艺规律、加工稳定性等进行了深入研究,不断研发新的工艺,其中就包括高效率、质量好、经济型的复合加工技术。
所谓复合加工技术就是将两种或几种加工方法融合在一起,发挥各自所长,取长补短,利用多种形式能量的综合作用来实现对工件材料的加工,进一步提高加工精度、加工效率和表面质量。复合电解加工是在电解加工的原理基础结合其他加工技术的优点,相辅相成,弥补传统电解加工的不足。近年来,由于复合加工技术可以取得很好的技术和经济效果,受到了世界各国的普遍关注,特别是先进工业国家。复合加工技术发展非常迅速,应用也十分广泛,现已成为制造发展的主流技术[2.3]。
以下,本文将介绍两种复合电解加工技术及其研究现状。
2电解—电火花复合电解加工
电解—电火花复合加工是在电解液中的放电加工,放电机理与电火花加工不同,其放电周期比电火花加工放电周期长且强度大,故又称为电解电弧加工。电解电火花复合加工所使用的工作液具有导电性,其放电蚀除的过程主要是阴极析氢电子迁移,形成极间气泡,形成放电通道,进而产生电火花使阳极蚀去。电解电火花复合加工过程中必须避免形成稳态的电火花(即在相同的位置持续放电),并且可以控制电火花放电强度进行不同类型的加工。如作光整加工时,就必须以微电火花进行加工。作成型加工时,可以使用正常的放电强度。图1为电解电火花复合加工示意图[4.5]。
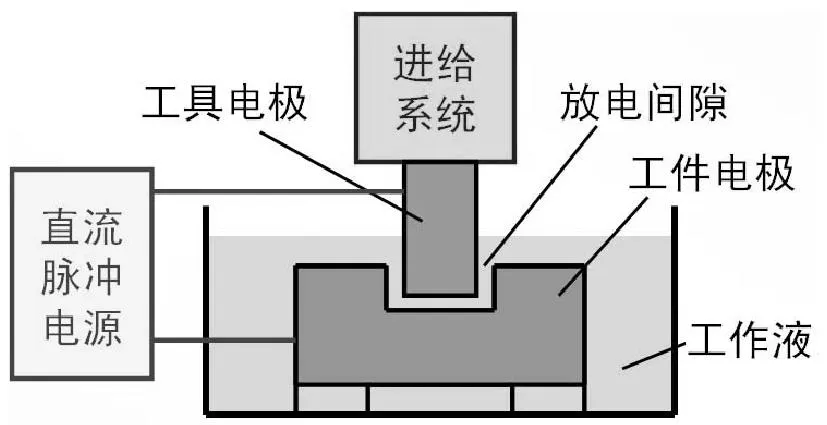
图1 电解电火花复合加工示意图
电解—电火花的特点有以下几点:
(1)加工生产率高。
由于其加工过程能量利用率高,火花放电比较稳定,放电作用与电解相互促进,相辅相成,发挥出两种加工方法的特点,在平均电能相差不大的情况下,复合加工的生产效率比单一的电解加工和电火花加工高很多。
(2)加工精度较高。
放电作用能有效的减小加工间隙,加工时的金属粒较少,减少了二次放电可能性,由此提高了其加工精度。
(3)表面质量较好。
比电火花加工的粗糙度要好很多,但稍不如单一电解加工的表面质量。
(4)电极存在消耗。
由于加工时有电火花的产生,工具会出现消耗,但合理的改善电解液能使电极消耗降比较低。
电解—电火花加工目前还存在着不少问题,电解加工部分的蚀除与电火花加工部分的蚀除比例不能得到很好的控制。更深入地研究其机理,搞清楚其电解过程,放电过程与工艺参数之间的关系,研究出更好的复合电解液配方以及有效降低电极消耗的措施是其今后的发展方向。
3超声电解复合加工
超声电解复合加工是一种将超声机械抛磨和电解加工两部分功能融合在一起的复合加工技术。在复合加工时,工具与工件分别接直流电源的负极和正极。同时,在工具和工件之间充满钝化性电解液。工件阳极因电解作用产生质地较脆的氧化层,工作液中的磨粒因超声波的带动撞破工件表面质地较脆的氧化层,并由工作液带走碎屑,工件表面的基体金属因氧化层破碎再次暴露出来。工具就这样以超声频率对工件表面进行抛磨,不断地将钝化膜突起部位去除,被去除钝化膜的表面迅速溶解,溶解的产物被电解液带走,溶解不断地进行,从而提高加工表面的粗糙度。图2为超声电解复合加工示意图。

图2 超声电解复合加工示意图
研究表明,复合后的超声电解加工有以下特点[6.7]:
(1)加工范围广。
可以加工高硬度钢、钛合金、超合金或其他硬度较高的金属。
(2)粗糙度良好。
(3)仿形程度高。
可以加工如阶梯孔,异性断面孔等型腔。
(4)加工效率高。
超声电解复合加工可以避免加工速度过慢以及工具损耗过大的问题。
超声电解复合加工因其优点被广泛应用于合金制作工业。
4结束语
近年来,随着对电解加工原理研究的深入,在电解加工的基础上发展出了很多新型的复合电解加工工艺,如文中没有介绍到的电解磨削加工、电解光整加工和电解—刻蚀层加工等等,这些新的复合加工方式能在一定程度上改善传统电解加工的不足,使其加工精度更高、效率更快、损耗更低。经过不断的改良和创新,复合电解加工在将来一定能在航空工业、加工制造业等领域有着良好的应用前景[8.9]。
参考文献
[1]左敦稳,现代加工技术[M].北京:北京航空航天大学出版社,2005.
[2]王建业,徐家文.电解加工原理及应用[M].北京:国防工业出版社,2001.1.
[3]范植坚,李新忠,王天诚,等.电解加工和复合电解加工[M].北京:国防工业出版社,2008.10.
[4]陈钢,沈立勤.脉冲电解电火花复合小孔加工工艺的探讨[J].模具工业,2001,(03).
[5]仲继卉.电解电火花机械磨削复合加工新方法研究[D].山东科技大学,2006.
[6]徐玉明.超声—电解复合微细加工应用基础研究[D].扬州大学,2007.
[7]曹凤国,张勤俭.超声加工技术的研究现状及其发展趋势[J].电加工与模具,2005,(S1).
[8]张建华,张勤河,贾志新.复合加工技术[J].北京,化学工业出版社,2006.
[9]黄春峰,赖传兴,陈树全.现代特种加工技术的发展[J].航空精密制造技术.2001(37),No.6:14-19.
猜你喜欢
湖北农机化(2020年4期)2020-07-24 09:07:36
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30 12:26:34
制造技术与机床(2019年7期)2019-07-22 03:42:06
山东冶金(2018年6期)2019-01-28 08:15:06
制造技术与机床(2018年9期)2018-09-19 06:48:34
现代机械(2018年1期)2018-04-17 07:29:48
制造技术与机床(2017年10期)2017-11-28 05:20:15
制造技术与机床(2017年4期)2017-06-22 11:17:51
焊接(2015年9期)2015-07-18 11:03:52
低温与特气(2014年4期)2014-03-20 13:36:50
