
基于UGNX 8.0的叶片仿真加工研究
2015-12-31 11:08吴爽
机械工程与自动化 2015年1期
吴 爽
(沈阳职业技术学院,辽宁 沈阳 110045)
1 概述
NX作为Siemens Product Lifecycle Management Software Inc.的核心产品,是目前世界上最先进的紧密集成 CAID/CAD/CAM/CAE 的系统。NX/CAM加工模块包括NX/CAM平面铣、型腔铣、固定轴曲面轮廓铣、等高轮廓铣、插铣、点位加工、车削、线切割、可变轴轮廓铣、顺序铣、高速铣及基于特征的加工等。UGNX的CAM模块具有很高的计算速度、强大的插补功能、全程自动过切检查及处理、自动刀柄与夹具干涉检查、进给率优化处理、刀具轨迹编辑优化和加工残余分析等功能。
2 叶片建模
叶片的造型较复杂,本文通过UGNX 8.0的建模功能模块中的曲线、旋转、扫掠、曲面等命令对其建模,图1为叶片模型和毛坯(透明体)。
3 叶片加工工艺规划及仿真加工
UGNX 8.0具有独立的叶片加工模块,选取millmulti-blade叶片加工方法,并对叶片几何体 multiblade-geom进行选择。
3.1 叶片几何体 multi-blade-geom 的选取
multi-blade-geom的选择包括叶毂、包覆、叶片、叶根圆角和分流叶片5部分,如图2所示。
3.2 叶片加工工艺
根据零件特点,单个叶片加工分为4步:
(1)粗加工。采用 mill-multi-blade方法进行开粗加工,选择工序子类型 MULTI_BLADE_ROUGH进行粗加工,开粗刀具为球头铣刀,前缘叶片边缘点采用沿部件轴的方法,切削模式采用往复上升式,根据设定生成刀路轨迹见图3,粗加工完成图见图4。

图1 叶片模型
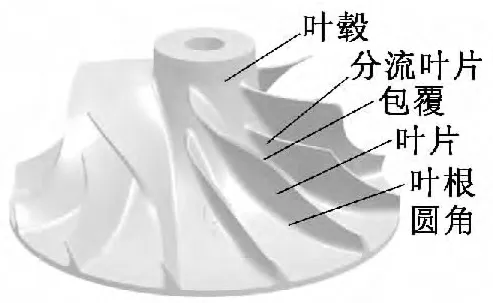
图2 叶片几何体选择
(2)精加工。采用 mill-multi-blade方法中的工序子类型BLADE_FINISH进行叶片精加工,精加工选择球头铣刀,根据设定生成刀路轨迹见图5,单个叶片精加工完成图见图6。

图3 粗加工刀具轨迹图
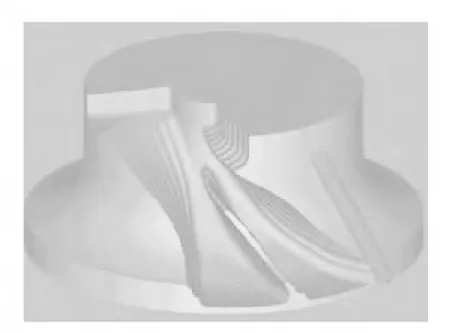
图4 粗加工完成图
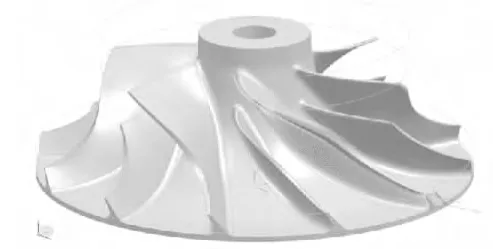
图5 精加工叶片刀具轨迹图
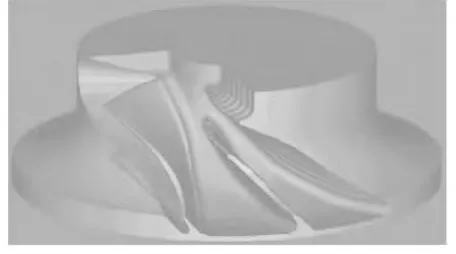
图6 单个叶片精加工完成图
(3)分流叶片精加工。采用 mill-multi-blade方法中的工序子类型SPLITTER_FINISH进行叶片精加工,根据设定生成刀路轨迹如图7所示。叶片弧面精加工完成图如图8所示。

图7 叶片弧面精加工刀具轨迹图

图8 叶片弧面精加工完成图
(4)流道精加工。对叶片流道进行精加工,采用mill-multi-blade方法中的工序子类型 HUB_FINISH精加工叶片流道。单个叶片流道刀路轨迹如图9所示。单个叶片流道加工完成图如图10所示。

图9 单个叶片流道刀路轨迹图
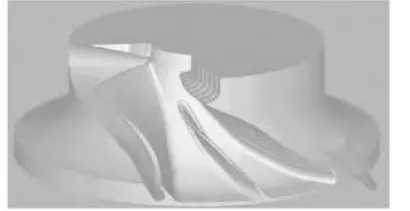
图10 单个叶片流道 加工完成图
(5)所有叶片加工。对上述刀路轨迹采取变换旋转的方法,阵列出其他刀路轨迹,完成整体叶片的加工。
4 结束语
利用UGNX 8.0加工模块生成叶片的加工刀路轨迹,完成叶片粗加工、精加工、分流叶片精加工、流道精加工的仿真模拟加工,通过后处理生成NC代码,输入机床,提高了叶片的加工编程速度以及加工效率。
[1]吴明友.UGNX数控编程[M].北京:化学工业出版社,2010.
[2]党改慧,陈玉刚,胡高社,等.基于UG和VERICUT的叶轮加工仿真研究[J].煤矿机械,2013(4):158-159.
[3]冯方,廖璘志,蔡凯武,等.UGNX 8数控编程基本功特训[M].北京:电子工业出版社,2012.
猜你喜欢
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
湖北农机化(2020年15期)2020-10-13
陕西科技大学学报(2020年2期)2020-05-13
模具制造(2019年9期)2019-10-26
制造技术与机床(2019年8期)2019-09-03
科技创新导报(2019年34期)2019-04-10
制造技术与机床(2018年8期)2018-10-09
精密制造与自动化(2018年1期)2018-04-12
锻压装备与制造技术(2015年2期)2015-06-26
金属加工(冷加工)(2015年11期)2015-04-17
