
基于西门子802C的数控机床PLC故障诊断与排除
2015-12-31 03:14唐静
常州信息职业技术学院学报 2015年4期
唐 静
(常州信息职业技术学院机电工程学院 江苏常州 213164)
基于西门子802C的数控机床PLC故障诊断与排除
唐静
(常州信息职业技术学院机电工程学院江苏常州213164)
摘要:数控机床的PLC故障大多数出现在电气线路或者电气元件上,快速诊断和排除其PLC故障可以确保生产率。以基于西门子802C数控系统的数控机床为例,分析了数控机床用PLC的信号传递方式,阐述了数控机床PLC故障诊断与排除的方法和流程。通过实际案例的剖析,总结了快速诊断与排除数控机床PLC故障的方法和机床维修人员所需具备的能力。该方法也为其他数控机床PLC故障的诊断与排除提供借鉴和经验。
关键词:西门子 802C; 可编程控制器; 故障诊断
0引言
随着我国制造业的发展,数控机床的使用率日益提高,在使用过程中难免会出现一些故障。通过对数控机床的故障维修可知,其PLC故障可能由诸多因素导致,包括机械因素、电气因素,以及机械与电气两方面的综合因素等[1]。电气方面的PLC故障通过总结维修经验可以快速排除。鉴于西门子802C数控系统在我国经济型数控机床中广泛应用,且随着使用年代已久,出现PLC故障的频率也较高。本文基于西门子802C数控系统的数控机床,重点总结其PLC故障的诊断与排除,该方法和经验也适用于其他型号或品牌数控系统的数控机床。
1数控机床用PLC简介
数控机床用PLC主要实现开关量及其逻辑关系的控制。数控机床用PLC有内置型和独立型两种类型。内置型PLC是指PLC包含在数控装置中,PLC与数控功能模块间的信号传送在数控装置内部实现,PLC与机床间的信号传送则通过输入/输出接口电路实现。独立型PLC又称通用型PLC,其CPU、系统程序、用户程序、输入/输出电路和通讯等均设计成独立的模块[2]。
西门子802C数控系统的PLC属于内置型,它是连接数控装置和机床侧的桥梁,并负责数控装置和机床侧之间的信号处理。西门子802C数控系统的组成和信号传递如图1所示。其中,输入信号(I)表示接收来自机床侧的各类按钮、开关和传感器等信号;输出信号(Q)表示内置型PLC程序运行的结果将驱动机床侧的各个电动机、阀和其他负载满足机械加工;变量(V)在数控装置和内置型PLC之间传递各类机床数据、报警信号,以及存放用户程序执行过程中控制逻辑操作的中间结果等。
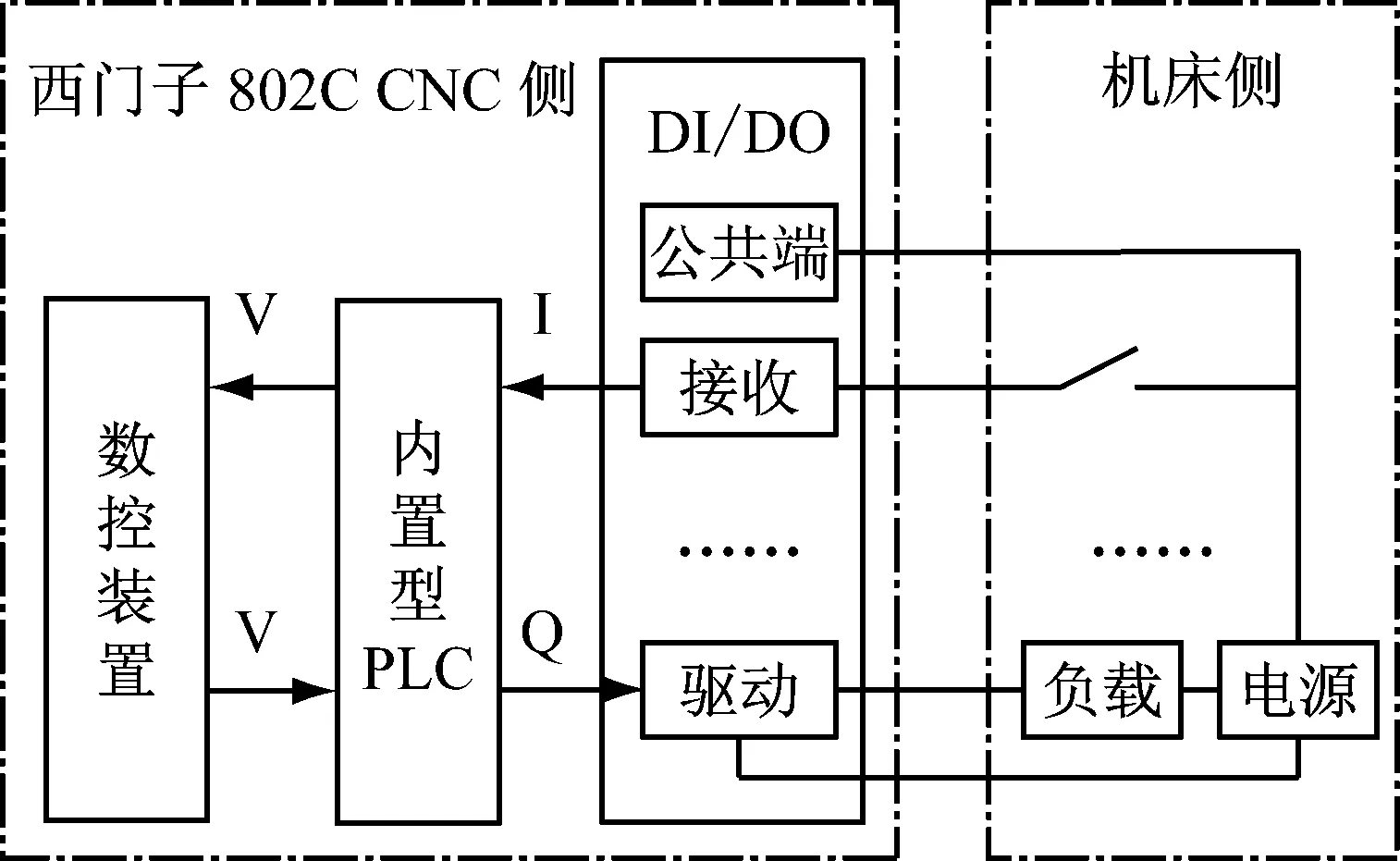
图1 西门子802C数控系统组成与信号传递
2数控机床用PLC故障诊断方法
2.1 故障报警的分类
数控机床的故障报警主要包括CNC报警和PLC报警两种类型。其中,CNC报警是由数控系统生产厂家固化的,具体的诊断和处理方法可以查找专用的报警说明。PLC报警是由机床制造企业根据机床的电气控制特点和PLC程序的逻辑关系,将一些能够反映机床接口电气控制等的故障或操作信息,以特定的报警号和文字显示在数控屏幕上。西门子802C数控系统的报警分类及实例说明如表1所示,其中报警号700023对应变量V16000002.7,通过数控系统内的某段PLC子程序激活显示。

表1 报警分类及实例说明
对于一般的数控机床而言,其故障自诊断功能都不够完善。当出现PLC故障报警时,有的故障根据报警信息可以准确定位排除(如西门子802C数控系统的700023报警),而有的故障则需要借助一定的方法和经验进一步缩小故障范围来排除。
2.2 PLC故障诊断的方法
数控机床用PLC故障大多出现在输入电路或者输出电路中。一般数控机床的故障诊断功能都不够完善,报警信息只能指出故障的大致部位,机床维修人员还需要掌握一定的故障诊断与排除方法[3]。通过总结维修数控机床故障的经验可知,当一般数控机床的数控系统出现PLC报警时,可以根据图2所示的流程图来进一步诊断与排除故障。

图2 数控机床PLC故障诊断流程图
首先,通过数控系统查看报警号对应的报警信息。报警信息定位准确的,可以直接排除。报警信息定位不够准确的,通过以下步骤先缩小故障范围然后进一步排除。
其次,理解数控机床的电气控制图,重点是熟悉各个输入接口电路和输出接口电路,因为数控机床PLC方面的故障大多出现在输入电路或者输出电路中。
再次,打开数控系统的PLC状态界面,动态监控相关的输入信号地址或者输出信号地址。如果输入信号地址不正常,那么先检查数控机床相关的输入接口电路。如果输入接口电路有故障,则及时排除输入接口电路的故障。否则,检查数控机床上安装的相关输入信号元件(如限位开关、检测传感器等),已损坏的输入元件可以直接更换以确保生产率。如果输入信号都正常,那么动态监控相关的输出信号地址并检测相关输出接口电路。如果相关的输出接口电路有故障,则及时排除输出接口电路的故障。否则,再检测相关的输出元件(如中间继电器、阀等),更换或者修复已损坏的输出元件。
最后,重新运行数控机床,查看PLC故障是否已经被排除。
基于西门子802C数控系统的数控机床,可以通过操作面板上的蓝色软键[诊断]—[调试]—[PLC状态],打开PLC状态监控界面。输入需要监测的信号地址,如IB0、IB1和QB0,西门子802C数控系统将很快地显示各个地址对应的状态值,如图3所示。操作数控机床的操作面板,如按下手动进给键、换刀键等,还可以动态监测相关地址的状态值。根据动态监测到的状态值,机床维修人员可以缩小故障范围,尽快找到故障原因。

图3 西门子802C数控系统PLC状态监控界面
3数控机床PLC故障诊断与排除实例
基于Siemens、FANUC等品牌数控系统的数控机床,其PLC故障诊断与排除的方法均可参考图2所示的流程图。下面以基于西门子802C数控系统的某型号数控车床为实例,说明PLC故障诊断与排除的方法和流程。
3.1 故障现象
基于西门子802C数控系统的某CK6136A数控车床,输入“T02;”指令后,该车床的四方刀架一直不停地旋转,直到出现700024的报警号,不能正确地完成换刀。
3.2 故障诊断与排除
首先,通过西门子802C数控系统的机床操作面板查看报警号对应的报警信息。700024报警号对应的报警信息是“不能在监控时间内找到目标刀具”。出现这个报警信息的原因有多种,可能是监控时间的设定问题、输入电路的检测故障、输出电路的控制故障等。排除监控时间的设定问题后,下面需要进一步缩小故障范围。
其次,查看该数控车床刀架系统的输入接口电路,如图4所示。先明确四方刀架四个刀位的输入信号地址是I1.0至I1.3,再在西门子802C数控系统的PLC状态监控界面输入地址IB1并检查I1.0至I1.3的值,I1.0至I1.3的当前状态值是“1111”,状态值显示不正常,表明数控系统检测不到刀位。

图4 刀架系统输入接口电路
再次,手动将四方刀架的刀架电机反转锁紧,进一步查看I1.0至I1.3输入信号地址的I/O状态值。在I/O状态表界面,按下西门子802C数控系统的手动换刀键K4,四方刀架能够完成抬起、正转换刀至下一个刀位(3号刀位)和反转锁紧;继续按下手动换刀键K4,能实现4号和1号刀位的换刀,同时将PLC的动态的I/O状态值记录下来,如表2所示。

表2 刀架输入信号状态诊断表
接着,分析表2的状态值,可以确定2号刀位霍
尔传感器的输入信号无法正确输入给PLC。通过万用表检测由2号刀位霍尔传感器到中间继电器KA10的输入接口电路是否有故障,如果输入接口电路出现断路等故障,可以快速修复。检测结果是输入接口电路没有故障,最后故障点锁定在检测2号刀位的霍尔传感器上。为了快速排除故障,直接更换2号刀位霍尔传感器。
最后,运行该CK6136A数控车床,再次输入“T02;”指令,四方刀架能正确换至2号刀位,该PLC故障已排除。
4结束语
对一般的数控机床而言,其PLC故障的诊断与排除,主要是根据机床操作或者数控系统执行加工指令来检查PLC相关的输入信号和输出信号状态,来判断电气接线或强电回路中的各个按钮、开关、传感器、继电器、阀等的故障[4]。通过以上对数控机床PLC故障诊断方法的总结和常见故障的分析与处理,机床维修人员要达到快速诊断与排除数控机床PLC故障的目的,需要做到以下四点:第一,能够识读数控机床输入接口和输出接口的电气控制图;第二,熟悉数控机床中各个限位开关、检测传感器的实际安装位置,以及对应的PLC输入信号的地址;熟悉数控机床各个中间继电器、阀等的实际安装位置,以及对应的PLC输出信号的地址;第三,能够读懂数控系统内的PLC控制程序,熟悉数控机床各个执行机构的动作顺序,以及各个控制功能之间的联锁条件;第四,利用数控系统的自诊断功能,能够灵活操作数控系统的界面,实时监控相关I/O地址的状态值或PLC梯形图的运行情况,进一步缩小故障范围、明确故障原因,尽快完成故障诊断与排除。
参考文献:
[1]毛羽. 基于PLC的数控机床故障诊断及维修策略分析[J]. 机电信息, 2015(9): 87-89.
[2]程艳. 数控机床故障诊断中PLC 的应用研究[J]. 石家庄学院学报, 2014(16): 43-46.
[3]黄江涛. 基于故障树的数控机床故障诊断算法设计的研究[J]. 机床与液压, 2014(42): 32-36.
[4]高晶. 数控机床PLC 控制的故障诊断[J]. 科技创新与应用, 2014(16): 109.羽. 基于PLC的数控机床故障诊断及维修策略分析[J]. 机电信息, 2015(9): 87-89.
[2]程艳. 数控机床故障诊断中PLC 的应用研究[J]. 石家庄学院学报, 2014(16): 43-46.
[3]黄江涛. 基于故障树的数控机床故障诊断算法设计的研究[J]. 机床与液压, 2014(42): 32-36.
[4]高晶. 数控机床PLC 控制的故障诊断[J]. 科技创新与应用, 2014(16): 109.
收稿日期:2015-05-05
作者简介:唐静(1981-),女,讲师、工程师,硕士,主要研究方向:数控技术应用、机电一体化
中图分类号:TG 659
文献标志码:B
文章编号:1672-2434(2015)04-0027-03
Fault Diagnosis and Elimination of CNC Machine
Tools' PLC Based on Sinumerik 802C
TANG Jing
(School of Mechanical and Electrical Engineering, Changzhou College of Information Technology, Changzhou 213164, China)
Abstract:The vast majority of PLC failures of the CNC machine tools occur on the input or output interface circuits or their electrical components. Productivity can be ensured through rapid diagnosis and troubleshooting. Take Sinumerik 802C CNC as an example, this paper analyzes the role of signal transmission of PLC used in CNC machine tools, expounds the fault diagnosis and elimination method and process of it. The methods of fast fault diagnosis and eliminate of PLC and the ability of maintenance personnel needed are summarized through the actual case. The methods can provide reference for PLC fault diagnosis and eliminate of other CNC machine tools.
Key words:Sinumerik 802C; PLC; fault diagnosis
猜你喜欢
制造技术与机床(2019年12期)2020-01-06
安徽电子信息职业技术学院学报(2019年3期)2019-07-04
制造技术与机床(2019年6期)2019-06-25
农机化研究(2019年8期)2019-05-27
能源(2017年7期)2018-01-19
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
现代工业经济和信息化(2016年4期)2016-05-17
