
螺旋缝埋弧焊管生产线开卷机活动辊轮的加装
2015-12-28 12:03:38周善征杨青建李国松熊兆军
钢管 2015年2期
周善征,杨青建,李国松,熊兆军
(山东胜利钢管有限公司,山东 淄博 255082)
在螺旋缝埋弧焊管生产线上,卷板的开头、直头是重要的起始环节,该工序是由开卷机来完成的。开卷机主要由开卷装置、铲刀、三辊直头装置组成。工作时铲刀将卷板头部铲开,并压住板头进入三辊直头装置,然后送入矫平机[1-4]。
近年来,山东胜利钢管有限公司(简称胜利钢管)Φ820 mm螺旋缝埋弧焊管生产线在钢卷开卷过程中,尤其是在生产高钢级、大壁厚钢管的钢卷开卷过程中,频繁出现铲刀油缸摆臂断裂故障,严重影响了焊管机组的作业率。本文将重点分析铲刀油缸摆臂断裂故障的发生原因,并有针对性地提出解决措施。
1 铲刀油缸摆臂断裂故障产生的原因
钢卷板尾因处于钢卷的最里圈,直径小,变形量大。当卷板向前运行至其板尾脱离开卷机锥头后,板尾会以矫平机入口处为圆心,以板尾长度为近似半径反弹。尤其是对于高钢级、大厚度卷板,在较大的反弹力作用下板尾会严重冲击铲刀装置,造成铲刀装置严重损坏,甚至导致铲刀油缸摆臂断裂,影响焊管机组作业率[4-6]。
2 改进措施
考虑到铲刀油缸摆臂断裂主要是因为板尾脱离锥头后具有较大的反弹冲击,因此如果能够消除或减小板尾的冲击力,则会彻底地解决或减少此类故障的发生[3,6-7]。现场观察发现,当板尾即将脱离锥头时,即使是铲刀调整到行程极限,铲刀与板尾之间仍然有相当大的冲击距离。如果改造铲刀,将铲刀的行程加长,让铲刀接触板尾,不仅改造成本较高,而且现场的设备空间也不足。综合分析后认为:可以通过在板尾与铲刀之间加装支撑装置,缩短板尾的反弹半径,使弹开的板尾不与铲刀接触,从而消除板尾对铲刀的冲击[8-11]。为此,对现有的开卷机作了以下改进。
(1)在开卷机的2个机架(有铲刀一侧)各加装1个底座,在底座上方各安装2个同心的、间隔一定距离的、带有铜轴套的轴承座,轴与铜轴套的配合为间隙配合。轴承座的一侧加装1个辊轮,辊轮可以自由转动(实际采用的是成型辊)。在轴承座的另一侧连接1对作用油缸,可以使轴在铜轴套内双向滑动,如图1~2所示。

图1 活动辊轮安装示意

图2 辊轮在开卷机上的安装示意
(2)在现有开卷机的液压站基础上新增1组液压阀及部分管路,用来控制辊轮油缸的动作[12-13],其工作原理如图3所示。

图3 辊轮油缸液压工作原理
3 辊轮具体工作控制
(1)在钢卷开卷初期,由于钢卷直径较大,辊轮油缸如果伸出,则辊轮与卷板会相互干涉;因此,在开卷初期,辊轮油缸处于收回状态。
(2)当钢卷只剩几圈时,操纵油缸使油缸杆伸出,辊轮处于工作状态。当板尾脱离锥头后,板尾会继续受到辊轮的约束。
(3)当板尾脱离辊轮时,由于此时板尾距离矫平机入口处较近,板尾弹开的半径(以矫平机入口处为圆心,以板尾长度为近似半径)小于板尾至铲刀的距离;因此,当板尾脱离辊轮后,就不会形成对铲刀的冲击。辊轮加装前后板尾对铲刀的冲击情况如图4所示。
从图4看出:辊轮加装前,板尾脱离锥头后对铲刀形成了冲击;辊轮加装后,板尾脱离辊轮后未对铲刀形成冲击。
(4)在板尾进入矫平机后,控制辊轮油缸使油缸杆收回,让辊轮处于非工作状态。
4 改进效果
在活动辊轮加装以前,胜利钢管Φ820 mm螺旋缝埋弧焊管生产线开卷机经常出现铲刀油缸摆臂断裂的故障,在生产普通规格的钢管时,大约每隔20天铲刀油缸的摆臂就断裂1次;在生产高钢级、大壁厚钢管时,在板尾较大的反弹力作用下,铲刀油缸断裂的频率会更快,如2009年在生产钢级为X60、壁厚为12.5 mm的Φ610 mm螺旋缝埋弧焊管时,其断裂的频率达到了每周1次,严重影响了焊管机组的作业率。自2009年下半年对该生产线开卷机加装活动辊轮后,至今未再出现铲刀油缸摆臂断裂的故障。
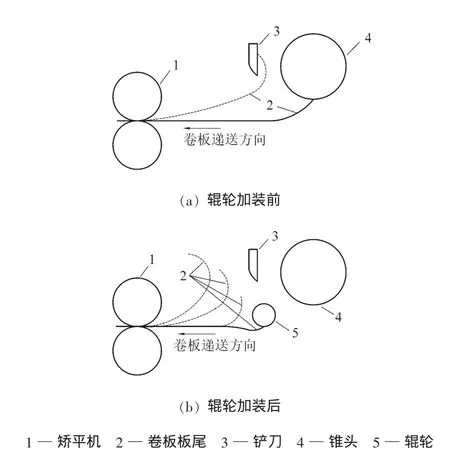
图4 辊轮加装前后板尾对铲刀的冲击情况示意
5 结 语
螺旋缝埋弧焊管生产线开卷机处加装活动辊轮,可有效地避免卷板板尾在脱离锥头后对铲刀的冲击,降低铲刀装置的故障率,提高焊管机组的作业率。
[1] 苏青.开卷机的设计与参数[J].设计与研究,2001(1):12-15.
[2]杨永,王宪栋,吴培龙.预开卷设备在螺旋焊管生产中的应用[J].钢管,2014,43(4):62-64.
[3]王兰英,刘锡会,孙志刚,等.螺旋焊管生产线新型开卷机的研制[J].焊管,2011,34(8):33-35.
[4]李鹤林.中国焊管50年[M].西安:陕西科学技术出版社,2002.
[5]周善征,曹刚.螺旋焊管生产线的技术装备改造[J].钢管,2007,36(4):47-50.
[6]周善征,曹刚.螺旋焊管表面质量的影响因素及其改善措施[J].钢管,2007,36(6):41-44.
[7]张毅杰.螺旋焊管机组中开卷机的技术改进[J].新疆钢铁,2010(1):49-50.
[8]吴培龙,杨永.螺旋缝焊管常见质量问题及改进措施[J].钢管,2012,41(4):42-43.
[9]玉向宁.螺旋埋弧焊管成型辊压痕的消除[C]//中国金属学会轧钢学会钢管学术委员会五届五次年会论文集,2009:187-191.
[10]吴培龙,杨青建,李光辉,等.螺旋缝焊管带钢递送跑偏的原因及应对措施[J].钢管,2013,42(5):49-51.
[11]李会先,杨鹏飞,聂兴利,等.推拉式酸洗机组开卷机卷筒的设计与计算[J].机械工程师,2010(7):149-150.
[12]刘经发,宋敬梅,占阳明,等.冷轧窄带钢简易大行程液压开卷机的设计[J].轧钢,2008,25(5):71-72.
[13]王秀霞,丁学工,樊庆和,等.开卷机主轴轴承故障分析与设计改进[J].机床与液压,2003(5):324-325.
猜你喜欢
重庆交通大学学报(自然科学版)(2022年3期)2022-04-21 07:21:46
魅力中国(2021年36期)2021-10-27 09:15:34
冶金设备(2021年2期)2021-07-21 08:44:24
设备管理与维修(2021年1期)2021-03-05 04:05:56
机械设计与制造(2020年12期)2020-12-25 12:31:10
机械工程师(2020年3期)2020-03-27 06:32:56
筑路机械与施工机械化(2018年11期)2018-11-29 09:39:42
机械研究与应用(2018年5期)2018-11-05 05:59:40
中国设备工程(2018年5期)2018-03-16 06:03:48
设备管理与维修(2016年7期)2016-04-23 06:51:42
