
容器制造中CO2焊的打底和盖面焊焊接工艺
2015-12-27 07:34毕京玺吴玉军李秀红刘道平
金属加工(热加工) 2015年4期
毕京玺 吴玉军 李秀红 刘道平

CO2气体保护焊的特点是优质、高效、成本低,焊接熔深大、熔敷率高、焊接变形小,操作简单,以及适用于多位置的焊接,易形成优质焊接接头等,在工程实际应用中的比例甚至超过了埋弧焊和焊条电弧焊,特别是在埋弧焊操作受限的产品,CO2气体保护焊更发挥了其优势。在我国,运用CO2气体保护焊打底、盖面的焊接工艺在锅炉、管道、压力容器等制造行业中尚未广泛应用。为了让CO2气体保护焊在更多领域发挥其优势,本文对CO2气体保护焊打底、盖面焊接工艺在压力容器制造中应用的可行性进行了试验研究,并做了相关的工艺评定。
1. 焊接工艺试验
(1)焊接设备及材料 焊接设备选用NBC—500型气体保护焊机, 此焊机具有焊接过程稳定、焊接飞溅小,金属熔敷率高 ,焊缝成形好,焊接变形小等优点, 同时采用强脉冲引弧,不仅引弧成功率高,而且收弧时具有消球功能,送丝电路采用高稳定电源,送丝平稳。CO2气体保护焊选用φ1.2mm的ER50—6焊丝,气体纯度符合使用要求。
试样母材选用Q235B钢(GB3274),厚度8mm,试样的类别及数量如表1所示,其化学成分及常温力学性能如表2所示。
(2)焊接参数 试件开V形坡口,α=60°,p=2mm,b=1~2mm。施焊两层,CO2气体保护焊打底、盖面,焊前将焊件近焊缝区20mm范围内的表面浮锈及油污仔细清理干净。焊接参数如表3所示。

表 1

表2 化学成分及常温力学性能

表3 对接接头焊接参数
2. 结果分析
试件按JB/T4730.2—2005标准进行X射线探伤,在Ⅲ级合格的基础上进行性能测定。
(1)试验方法 拉伸试验按照GB228规定,弯曲试验按照GB232规定,冲击试验按照GB/T229规定。
(2)试验报告 试验结果如表4~表6所示。根据试验结果,评定为合格。
3. 结语
采用CO2气体保护焊打底、盖面的焊接工艺,能够提高焊接生产率,容易形成优质焊接接头,并且焊接质量稳定,具有一定的经济效益和社会效益,完全可以应用于压力容器的制造。此工艺被成功应用于我公司主导产品——加压过滤机,加压过滤机反吹装置中的风包(属于Ⅰ类压力容器),容器的直径为700mm,壁厚为8mm,它是由6道环缝及5道纵缝焊接而成,焊接量大,埋弧焊不容易采用,而焊条电弧焊效率低、劳动强度大。采用此工艺已后,不仅提高了效率,降低工人劳动强度,而且也提高了焊接接头的性能和一次探伤合格率。截止目前,风包已生产30多台,没有发生任何质量问题。

表4 拉伸试验报告

表5 弯曲试验
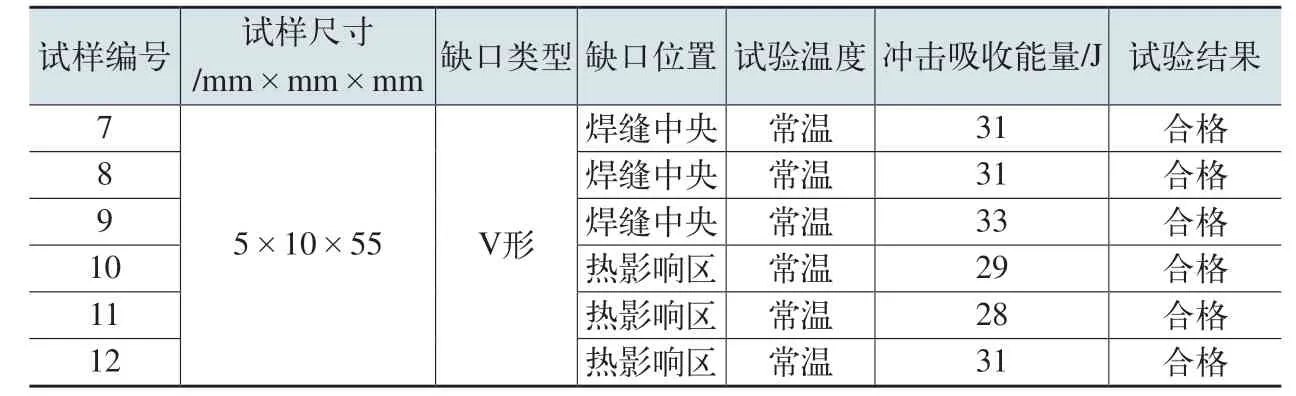
表6 冲击试验
[1] 张声,辛忠仁,朱海鹰,等.压力容器焊接工艺评定的制作指导[M].北京:中国质检出版社,2011.
猜你喜欢
锻压装备与制造技术(2021年3期)2021-08-13
星星·诗歌原创(2021年1期)2021-04-01
投资与理财(2020年9期)2020-10-14
精密成形工程(2020年4期)2020-08-05
制造技术与机床(2019年10期)2019-10-26
金属加工(热加工)(2018年2期)2018-03-22
制造技术与机床(2017年7期)2018-01-19
设备管理与维修(2016年5期)2016-03-16
焊接(2016年10期)2016-02-27
焊接(2016年7期)2016-02-27
