
YAMAL海洋平台钢结构防火涂料的涂装施工
2015-12-27 01:22:12吴炜俊
电镀与涂饰 2015年22期
吴炜俊
(上海斐然机械设备有限公司,上海 200136)
【涂装】
YAMAL海洋平台钢结构防火涂料的涂装施工
吴炜俊
(上海斐然机械设备有限公司,上海 200136)
介绍了YAMAL海洋平台钢结构防火涂层配套方案和威华(WIWA)DUOMIX 333 PFP型防火涂料喷涂机的工作原理。详细讨论了喷漆前钢结构的表面处理工艺(包括喷砂前表面缺陷处理方法,油脂、污泥、记号和无机盐的去除,打磨与喷砂处理等)以及底漆和防火涂料喷涂工艺,为海洋平台钢结构防火涂料涂装工程实践提供参考。
海洋平台;钢结构;防火涂料;喷涂;喷砂;前处理
Author’s address:Shanghai Feiran International Trade Ltd., Shanghai 200136, China
YAMAL项目为全球最大的天然气液化和出口基地建设项目,项目目标是将俄罗斯北极地区埋藏的天然气通过液化、运输供应给欧亚两大洲,总液化规模为每年1 600万t。随着海洋工程的发展,山东蓬莱巨涛公司承接了YAMAL海洋平台的制造业务,其中包括钢结构防火涂料的施工。经过激烈竞争,Akzo Nobel公司的IP1709防火涂料和德国威华(WIWA)DUOMIX 333 PFP双组分防火涂料喷涂机一举中标,并由新加坡毕巴泰恒公司承担防火涂料的涂装施工业务,目前该工程正在施工中。
1 YAMAL海洋平台钢结构防火涂层配套方案
YAMAL海洋平台所处的腐蚀环境是高湿度加高盐度的C5-M海洋腐蚀环境,业主要求防火钢结构的防火涂层厚度达10.75 mm时,耐火时间为2 h,即遇大火时2 h内大火热量无法穿透防火涂层。YAMAL海洋平台钢结构防火涂层配套采用Akzo Nobel公司的底、面漆配套方案,具体见表1。

表1 YAMAL海洋平台钢结构防火涂层配套方案Table 1 Fire-retardant coating system for steel structures of YAMAL ocean platform
Akzo Nobel IP2251为环氧磷酸锌底漆,它是以环氧树脂为主剂、含有磷酸锌防锈颜料的底漆,具有优异的防锈性能,既可作底漆,也可作中层漆,特别适用于镀锌件的防锈。经科研结果和实践论证,它是目前防火涂料中最好的底层漆,附着力十分优异。颜料中不含Pb、Cr、Cd等重金属成分,挥发性有机化合物VOC <150 g/L,是环保型涂料。
Akzo Nobel IP1709防火涂料为固含量100%、VOC约为零的无溶剂涂料,以环氧树脂为主剂,含有预热膨胀颜料以及纤维,安全、环保,在外部环境温度持续升高时,其中的发泡材料受热膨胀,从而在一定的时间内将外部热量与钢结构隔离。同时,由于防火涂料施工过程中铺设的碳纤维网的作用,膨胀后的涂料被网牢牢牵扯住,使涂层无法脱落,从而为火灾救援和人员抢险赢得时间。涂覆了防火涂层的钢结构在火灾发生前后的照片见图1。可见,防火涂料对钢结构起到了很好的保护作用。
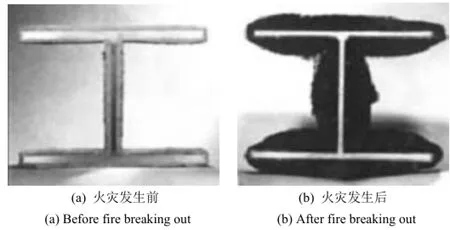
图1 涂覆了防火涂层的钢结构在火灾发生前后的照片Figure 1 Photos of steel structure with fire-retardant coating before and after fire breaking out
2 威华DUOMIX 333 PFP防火涂料喷涂机简介
WIWA(威华)DUOMIX 333 PFP防火涂料喷涂机是新颖的双组分喷涂机,配有涂料加热装置,压力比为61∶1,喷涂压力范围为60 ~ 427 bar,采用固定配比法,体积混合比为2.33∶1,A、B组分采用静态混合管混合。其基本工作原理见图2。
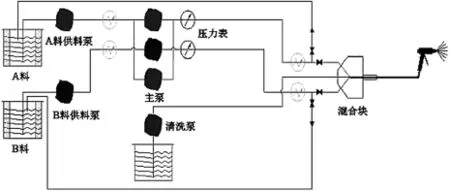
图2 威化DUOMIX 333 PFP防火涂料喷涂机工作原理示意图Figure 2 Schematic diagram of operation principle of WIWA DUOMIX 333 PFP fire protection coating spraying machine
3 涂装工艺
3. 1 涂装工艺流程
钢材喷砂除锈→焊缝、切割边打磨→预涂底漆→无气喷涂底漆→无气喷涂第一道防火涂料→平铺碳纤维网并压平补喷→喷第二道防火涂料→涂层修补→检查质量→交验。
3. 2 表面处理
表面处理对涂层质量的影响程度达到50%,因此,在表面处理中要抓住以下工艺环节:
(1) 喷砂前表面缺陷处理。在美国ASTM A6标准中规定了钢材表面缺陷的种类及影响面积,同时规定了修复的要求,这是喷砂前必须进行的工作。钢结构表面缺陷及其处理方法见表2[1]。

表2 钢结构表面缺陷及其处理方法Table 2 Surface defects of steel structure and their treatment methods
(2) 去油脂等清理工作。喷砂前应按SSPC-SP1的要求对钢结构表面进行检查,除去油脂、泥污、记号和无机盐等。去油污的溶剂的选择还应经过监理和涂料商的同意。钢材表面去油脂常用的有蒸汽、表面活性剂、碱液等。根据钢结构制造业的特点,通常是用有机溶剂反复擦洗。
(3) 打磨。喷漆前对钢结构的处理包括锐边、不规则边以及尖锐切割边缘的打磨,粗糙电焊缝的打磨,飞溅、焊渣的去除等,要求达到ISO 8501-3:2006标准的P3级。
(4) 喷砂处理。喷砂要在专用喷砂房里进行,采用压送式喷砂机,一缸两枪自动加砂,磨料是钢丸与棱角钢砂的混合体,循环使用。金属磨料必须清洁、干燥、无油、无杂物,符合SSPC AB-1和AB-3标准。喷砂的技术条件如表3所示。
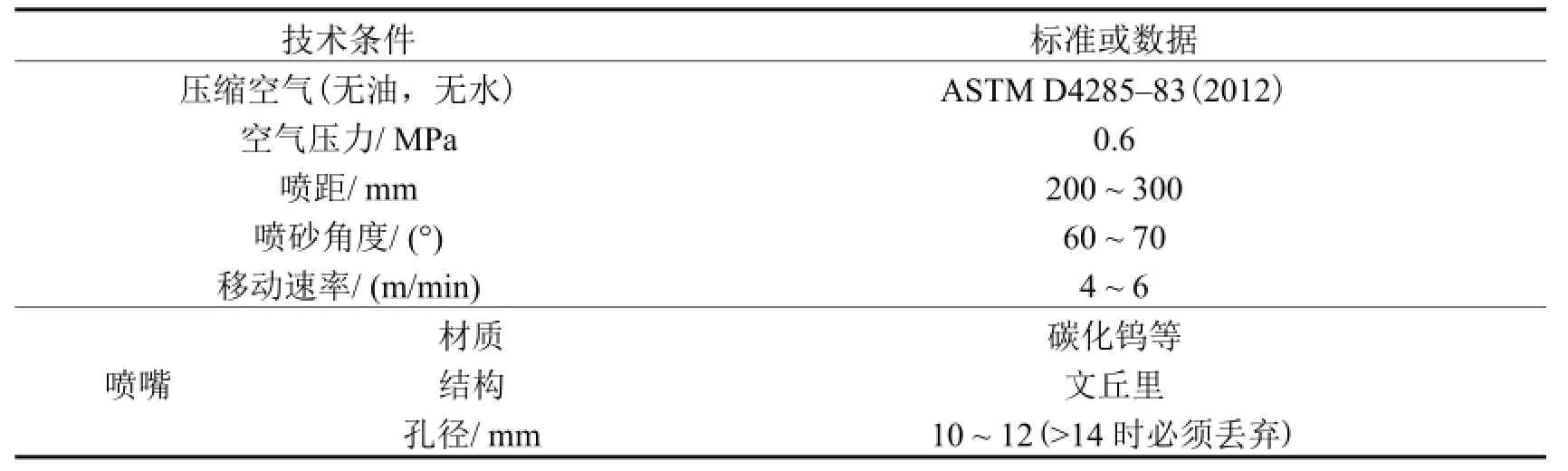
表3 喷砂技术条件Table 3 Technological conditions of sand blasting
3. 3 底漆喷涂
(1) 对于电焊缝、切割边等部位,必须先用刷涂方式预涂底漆。环氧磷酸锌底漆的稀释率为5% ~ 10%。(2) 底漆无气喷涂的技术条件:喷漆压力>12.0 MPa,喷嘴孔径0.38 ~ 0.48 mm,稀释比例<5%(体积分数),一次喷漆达到50 ~ 75 μm。
(3) 干燥时间:指干2 h,半硬干12 h。最小涂装间隔16 h,最大涂装间隔7 d。
3. 4 防火涂料喷涂
(1) 混合配比:IP1709与固化剂的体积比为2.33∶1,质量比为2.37∶1 ~ 2.62∶1(最佳值为2.48∶1 ~ 2.52∶1)。
(2) 喷枪与钢结构表面呈90°,距离300 ~ 350 mm。边喷涂,边用湿膜仪测膜厚,以达到规定的膜厚。一旦发现喷幅两边有线条,应及时更换喷嘴。
(3) 第一道防火涂料施工完成后,应及时将碳纤维网均匀地平铺在其表面,并用滚筒将网压平,使网嵌入涂料中。滚压过程中,往滚筒上喷洒少量稀释剂,防止涂料因滚压而变粗糙。滚压完成后,需要再喷涂一道薄薄的覆盖漆,将网完全覆盖即可。
(4) 第二道防火涂料必须在第一道防火涂料喷涂结束后最短4 h才可进行喷涂。
(5) 涂层修补。对于喷涂时难以喷到的部位,采用抹涂并压平的方法修补。所有棱角部位的涂膜需压成圆角。
(6) 对于已完成喷涂和还未喷涂的表面搭接,搭接处用工具将防火涂层压成与表面呈30° ~ 40°的斜坡。
3. 5 其他技术条件
(1) 为了保证涂料质量,配套涂料应该存储在温度为25 °C左右的库房中,而且须干燥、遮阳、远离火源。
(2) 喷涂底漆前必须对钢结构表面做除尘处理。
(3) 核对各种涂料和相应的固化剂以及稀释剂的型号、批号、颜色,做好记录工作。
(4) 检查施工环境条件,要求气温在5 ~ 40 °C之间,钢板温度高于露点温度3 °C,相对湿度40% ~ 80%,室外施工风速<5 m/s,雨天停止施工。
3. 6 涂装工艺质量等级指标
YAMAL海洋平台钢结构防火涂装技术指标[来自WIWA Duomix 333 PFP操作手册(2015年)]见表4。从YAMAL整个涂装工艺分析可知,Akzo Nobel的防火涂料适应于威华Duomix 333 PFP双组分喷涂机以及蓬莱巨涛公司涂装工艺流水线。
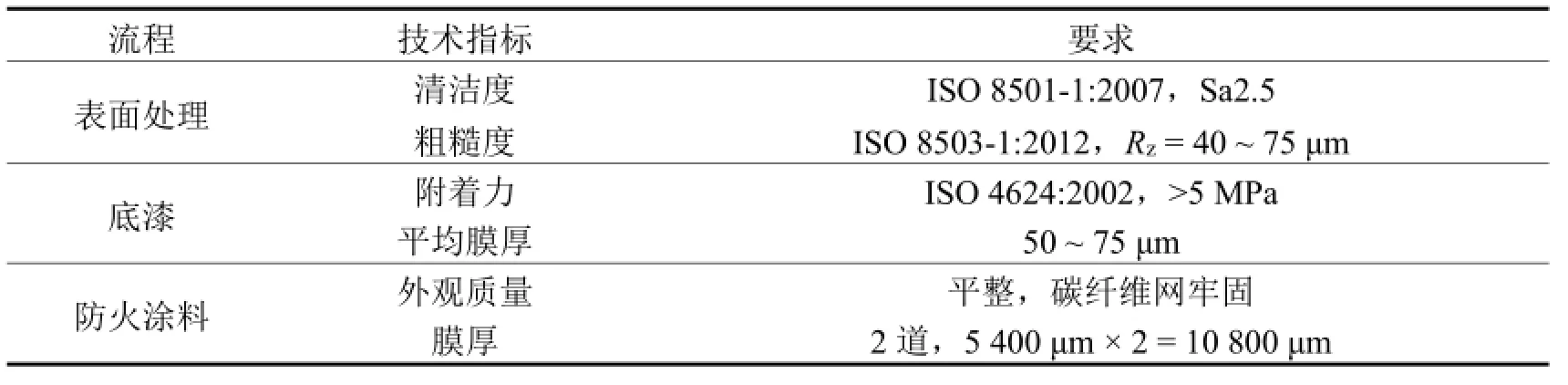
表4 YAMAL海洋平台钢结构防火涂装技术指标Table 4 Technological indexes of fire-retardant coating for steel structures of YAMAL ocean platform
由于防火涂料固含量为100%,喷涂时必须边搅拌边喷涂。威华Duomix 333 PFP喷涂机自带压力罐搅拌,同时有涂料预热、涂料循环加热等功能,以满足防火涂料施工时涂料必须达到的温度范围,改善了涂料的施工性能。喷涂机如能按准备、预热、循环加热、喷涂、停枪清洗、循环冷却的程序操作,将会延长喷涂机的使用寿命,获得良好的喷涂效果。
4 结语
蓬莱巨涛公司采用Akzo Nobel底漆和防火涂料配套,并采用威华Duomix 333 PFP新型喷涂机涂装施工,顺利完成了防火涂料的喷涂工作。实践证明,该工程在表面处理,底、面漆喷涂工艺上实施的工艺环节是对头的,产品质量稳定。
[1]李敏风. 钢结构表面处理标准和质量评定[J]. 电镀与涂饰, 2008, 27 (11)∶ 45-50.
[ 编辑:韦凤仙 ]
Coating construction of fire-retardant coating for YAMAL offshore platform steel structure
WU Wei-jun
The fire-retardant coating system for steel structures of YAMAL offshore platform and the working principle of WIWA DUOMIX 333 PFP-type fireproof paint spraying machine were introduced. The surface treatment process of steel structure before paint spraying (including surface defect treatment method before sand blasting, removal of grease, sludge, mark, and inorganic salt, polishing, and sand blasting) and spraying processes for primer and fire-retardant coating were discussed. The article provides a reference for fire-retardant coating engineering practice of offshore platform steel structures.
offshore platform; steel structure; fire-retardant coating; spraying; sand blasting; pretreatment
TQ639
A
1004 - 227X (2015) 22 - 1299 - 04
2015-07-27
2015-09-05
吴炜俊(1983-),上海人,大学专科,涂装技术助理工程师,主要从事防火涂料涂装工艺研究。
作者联系方式:(E-mail) 1078638094@qq.com。
猜你喜欢
奇妙博物馆(2022年9期)2022-09-28 03:04:54
造船技术(2022年2期)2022-07-19 02:12:38
机械工程材料(2022年2期)2022-03-02 05:53:00
钢管(2021年4期)2021-12-25 23:37:41
汽车维护与修理(2021年24期)2021-12-23 02:16:14
电镀与涂饰(2021年12期)2021-07-17 00:59:22
科学咨询(2020年37期)2020-01-06 05:09:42
建材发展导向(2019年5期)2019-09-09 09:22:32
中国公路(2017年15期)2017-10-16 01:31:58
安徽建筑(2016年4期)2016-11-10 03:59:52
