X100 高钢级无缝钢管可焊性材料的开发
2015-12-24 03:29:26陈俊峰编译
石油管材与仪器 2015年4期
徐 婷 陈俊峰 邓 波 编译
(1.中国石油集团石油管工程技术研究院 陕西 西安 710077;2.中国石油勘探开发研究院石油工业标准化研究所 北京 100083)
0 引 言
钢管生产商Tenaris 启动了由各石油公司和铺设承包商参与的联合工业开发项目(JIP),命名为“X100 ksi无缝钢管的可焊性”,其目的是增加生产和使用用于立管的最小屈服强度为100 ksi(1 ksi=6.895 MPa)的淬火和回火无缝钢管所需的知识。管体屈服强度达到100 ksi(690 MPa),抗拉强度达到110 ksi(760 MPa)。
1 第一阶段冶金设计
为获得要求的目标显微组织和力学性能的钢和热处理条件。选择了0.09%C -0.25%Si -1.5%Mn -0.025%Nb-0.05%V 为基本的化学成分,以及Mn、Mo、Cr和Ni 的组合和微小变化的其它元素(表1)。制造了外径为323.9 mm,壁厚为15 mm ~16 mm 和25 mm 的Q&T钢管。

表1 工业炉批主要元素的化学成分范围(最小/最大值)
炉批A1 和B1 最初为100 ksi 钢级壁厚15 mm ~16 mm 以及90 ksi 钢级壁厚25 mm 的钢管而设计,炉批C1专门为壁厚25 mm 钢管设计。在后者中,Mo 增加到0.5%,同时为了达到平衡,降低Mn,清除V。无缝钢管经热轧工艺生产,进行了下列主要过程:热穿孔,芯棒式轧机上轧制和定径,进行了淬火和回火热处理,内外的水淬实现了较高的冷却速率,以保持壁厚方向上的温度梯度可接受。
1.1 力学性能测试
拉伸试验用纵向和横向圆棒试样进行。纵向和横向夏比V 型缺口试样和剪切面积的断裂形貌转变温度(50% FATT)用来确定转变曲线。裂纹尖端张开位移试验(CTOD)在B×2B 试样上进行。
1.2 淬火态材料的显微组织
壁厚15 mm ~16 mm 钢管所有材料均被检测为具有相似的13 mm ~15 mm 的平均原始奥氏体晶粒度。低C马氏体占主导的组织在钢A1 中形成,而贝氏体在钢B1中形成,具有最低的淬透性。钢C1 获得了100%的低C马氏体,显示了最高的淬透性。钢B1(马氏体-贝氏体组织)和钢C1(完全马氏体)的显微组织SEM 照片如图1 所示。
壁厚为25 mm 钢管经检测为轻微粗化奥氏体晶粒度(18 mm ~21 mm)。炉批A1 出现了稍微粗化的粒状贝氏体(GB),而炉批B1 显示为下氏体(图2)。炉批C1则形成了由70%低碳马氏体和30%贝氏体组成的更细化了的组织(图2),其表现为较高的淬透性和较低的转变温度。
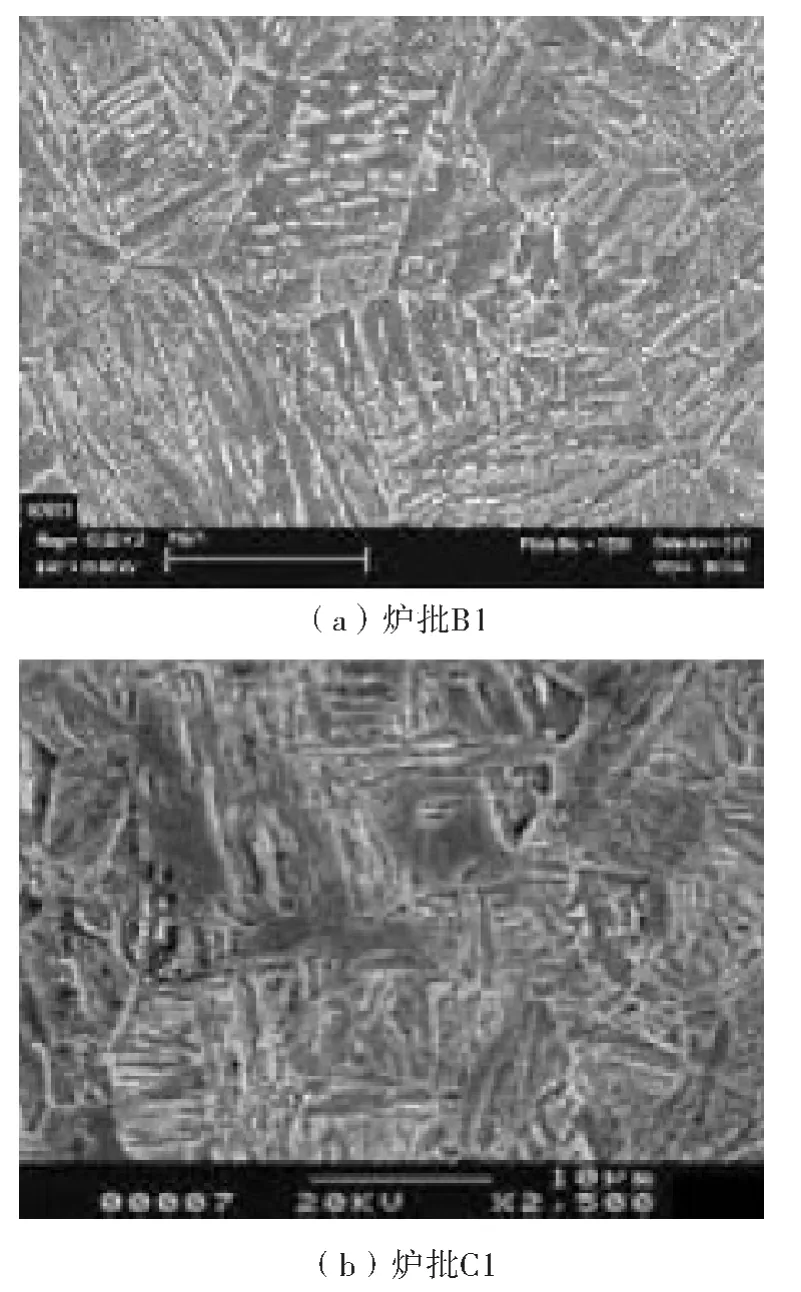
图1 壁厚16 mm 钢管淬火态显微组织的SEM 照片

图2 壁厚25 mm 钢管淬火态显微组织的SEM 照片
1.3 Q&T 材料的显微组织
取向成像电子显微分析系统(OIM)的结果证实:与贝氏体(>40%)和马氏体(<60%)混合的组织相比,低碳马氏体占主导的组织其板条束和单元较小。当马氏体体积>60%时,其板条束尺寸<3.5 μm,而亚晶粒尺寸<1.2 μm。Q&T 材料显示出了大量的析出物。位于晶界的颗粒主要为M3C 型(90% Fe -8% Mn -2%Cr),尺寸为50 nm 到300 nm。在回火过程中观察到一种不同的M3C 析出,其取决于淬火态显微组织:低C 马氏体:M3C 在晶界和板条处析出;贝氏体:M3C 在大角度晶界处析出。
在板条和晶粒内,发现了细小的富含Nb 和Mo 的析出物(尺寸为10 nm ~40 nm)。在V 微合金化钢中,在这些细小的析出物中也检测到了钒,其典型化学组分为75%Mo-20%Nb-5%V;17%Mo-79%Nb -4%V;1%Mo-84%Nb-15%V。采用TEM 测量微小析出物的平均尺寸以评估其析出强化,测定为80 MPa 到120 MPa。与其他两个炉批相比,炉批A1 较高的析出硬化(20 MPa~30 MPa)来自于大量的微小析出物(<30 nm)。
1.4 强度-韧性综合性能
对于16 mm 壁厚钢管的三个炉批均达到了100 ksi钢级水平(图3),但炉批B1 显示了较低的YS 值。在25 mm 壁厚情况下,炉批A1 和B1 得到了90 ksi ~95 ksi 钢级水平,而炉批C1 得到了100 ksi 钢级水平(图4)。16 mm 壁厚的立管表明50% FATT 值低于-55°C,与合金设计无关,见表2 及图5 和图6。25 mm 壁厚的立管表明炉批B1 的50% FATT 值为-55°C,而炉批C1 的50%FATT 值为-95°C,如图7 所示。

图3 壁厚16 mm 钢管力学性能(圆棒试样)

图4 壁厚25 mm 钢管的拉伸性能(横向和纵向圆棒试样)

表2 50%FATT(横向试样)和马氏体量

图5 壁厚16 mm 钢管强度-韧性综合性能(横向试样)
低温下,采用合金设计炉批C1 制造的钢管CTOD 数值良好,见表3。
以上结果表明通过提高Q&T 钢的淬透性可以提高其强度-韧性综合性能,甚至是25 mm 壁厚钢管,可以达到低碳板条马氏体的体积分数高于60%。这个马氏体数量刚好足够在回火后产生下列特征的显微组织:小于1.2 mm 的亚晶粒,能产生大于690 MPa 的屈服强度等级;小于3.5 mm 的板条束,适合于获得低的FATT 值(<-50℃)。

图6 壁厚25 mm 钢管强度-韧性综合性能(横向试样)
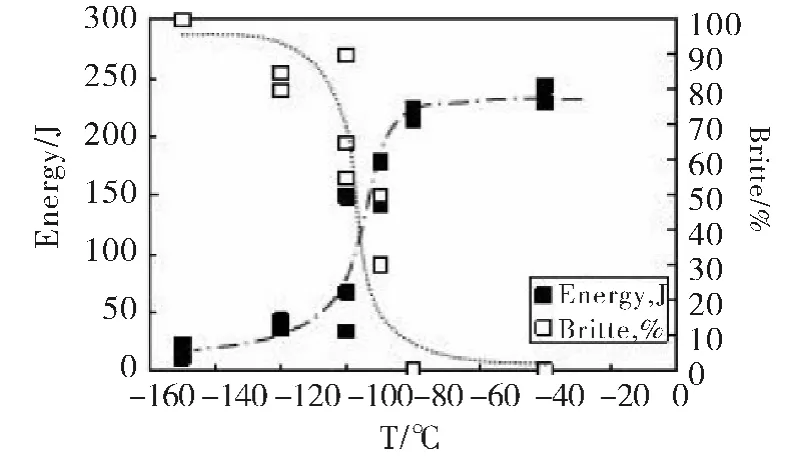
图7 壁厚25 mm 钢管(炉批C1)夏比V 型槽转变曲线

表3 不同试验温度的CTOD 值(L=纵向;T=横向)
2 第二阶段可焊性
基于以上情况,JIP 决定将所有的焊接活动集中于无缝立管,外径为323.9 mm,壁厚为16 mm,合金设计为炉批C1。热影响区(HAZ)符合API RP2Z 坡口形式。5种不同的热输入和预热道次间温度的组合用来对以焊接热循环作为函数来评价HAZ 硬度和夏比冲击吸收功的变化。为进一步了解基本的HAZ 特征,环焊缝在1G位置采用窄间隙坡口形式和两种热输入焊接:分别为1.1 kJ/mm(称之为高热输入,HHI)和0.6 kJ/mm(称之为低热输入,LHI)。五种在市场上可以获得的商业化焊材用于评价焊接X100 钢管。对于PGTAW 工艺的根焊道和热焊道,采用AWS ER 100 等级的焊材。对于填充和盖面道次,试验了四种用P-GMAW 工艺的AWS 分级为ER 100 到ER 120 的实芯焊丝。窄间隙环焊缝的焊接金属上获取的最佳SENB CTOD 结果为ER 110 (焊丝A,首选)和ER 100 (焊丝B,次选)实芯焊丝。
RP2Z 焊缝在Tenaris 焊接实验室用HHI(高热输入)(1.1 kJ/mm)生产,结果是:100%焊接金属为0.15 mm,25%CG-HAZ 为0.15 mm,32%CG -HAZ 为0.12 mm和41% CG - HAZ 为0. 091 mm。LHI(低热输入)的RP2Z 焊缝达到0.25 mm 最小的CTOD 值(熔合线的两侧:焊缝和CG -HAZ 粗晶热影响区),而HHI 的RP2Z焊缝不相符:靠近熔合线的焊缝金属的CTOD 值稍好于CG-HAZ,裂纹前沿上的CG-HAZ 越多,其CTOD 值越低。
Tenaris 焊接实验室所使用的相同批次的A 和B 焊丝送往了休斯顿的Acute Technology Service (ATS)实验室,他们也使用了由Tenaris 焊接实验室开发的窄槽形式的详尽焊接工艺(LHI 和HHI)。这样做的目的是尽可能重现Tamsa R&D 规定的焊接条件,使用用于海上和陆上焊接活动的典型轨道P - GMAW 焊接设备。这前后一致的焊接程序规定使用每种焊材和两种热输入制度连续焊接3 个接头:共生产12 个焊缝。最终的焊接条件列在表4 中。
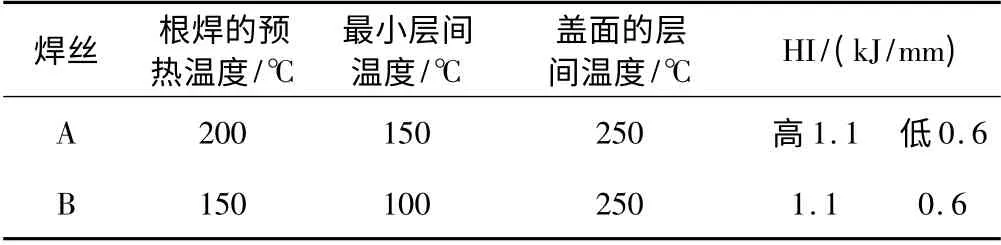
表4 ATS 使用的焊接参数
两种焊材的HHI 焊缝的SENB CTOD 值列在图8(a)中。图8(b)为LHI 焊缝的CTOD 值。

图8 焊缝CTOD 值
图9 为ATS 生产的焊缝的FL 和FL + 1 mmCTOD值,其作为焊材和热输入的函数。
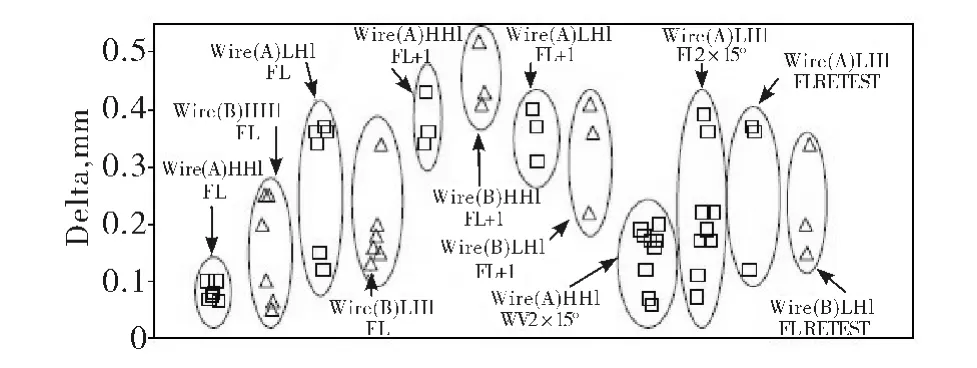
图9 ACUTE 生产的焊缝上的FL 和FL+1mmCTOD 值
从图8 和图9 中可以总结如下。
焊缝的CTOD:对比两种焊材,无明显的区别。0.6 kJ/mm 热输入情况下,0°C 时CTOD 平均为0.15 mm,1.1 kJ/mm 情况下,两种焊材的CTOD 平均为0.20 mm;FL的CTOD 值:低热输入时为0.13 mm ~0.36 mm,高热输入时数据散乱,有几个不可接受的数值(﹤0.1 mm);FL+1 mm (HAZ)的CTOD 值:低热输入时为0.22 mm ~0.40 mm,高热输入时为0.34 mm ~0.52 mm。
为尽量提高HHI FL 的CTOD 值,对每种焊材在一个焊缝试样上进行了685 ℃浸泡5 min 的焊后热处理(与现场生产可以兼容)。经过以上PWHT 之后,焊接条件下不可接受的熔合线上的CTOD 值显著增加,一个焊缝为0.12 mm→0.40 mm→0.42 mm,其它焊缝为0.12 mm→0.40 mm→0.42 mm。在用焊丝A 和HHI 的焊缝中,PWHT 之后得到的CTOD 值为0. 32 mm→0. 16 mm→0.21 mm,该值有所提高,但相对熔合线并不明显。
除了SENB CTOD 试验以外,进行了常规的破坏性试验,包括横向拉伸,全焊缝拉伸,硬度以及焊缝、熔合线、FL +2 mm 和FL + 5 mm 的夏比V 型冲击,其结果分别见表5 和表6。

表5 全焊缝拉伸结果

表6 环焊缝CVN 特征
在FL+2 mm 和FL+5 mm 处机加工缺口的CVN 试样的吸收功良好(>200 J)。FL 的吸收功是可以接受的,但LHI 优于HHI。利用两种焊材的焊缝的数值都是可以接受的。
两种焊接条件下的硬度试验结果表明LHI 焊缝最硬点位于盖面区域的HAZ,达到372 Hv10,钢管材料的硬度为280 Hv10 ~285 Hv10。检测了距离钢管内外表面1.5 mm 处及壁厚中心的硬度。似乎需要略微增加热输入和/或盖面前的再加热以满足离外表面1.5 mm 处350 Hv10 的判据。另一种替代方案是使用GMAW 双焊炬设备而不是单焊炬盖面。检测了外表面2.0 mm 处的硬度,焊缝LHI -5 和LHI -7 的最大硬度为351 Hv10,其认为是可以接受的。
钝边区域HAZ 的硬度不超过332 Hv10,且从钝边到盖面焊缝金属的最大值是一个孤立的点,为353 Hv10,所有其他的点均低于342 Hv10。在HHI -3 焊缝上,HAZ 的最大硬度为332 Hv10 在盖面区域,290 Hv10 在钝边区域,而焊缝则不超过329 Hv10。同时发现了在壁厚中心HAZ 有明显的局部的软化(硬度降低到251 Hv10),但正如横向拉伸试验结果说明的一样,其对焊缝完整性并无不良影响。
3 环焊缝显微组织分析
图10 为两种不同CTOD 数值的HHI 焊缝的显微组织,它们之间并无明显差别。两种显微组织均由贝氏体和针状铁素体组成。使用Lepera 选择性腐蚀法,发现了M-A 的存在,如图11 所示。

图10 HHI 焊缝接头的显微组织

图11 HHI 焊缝接头Lepera 腐蚀法发现的M-A
与HHI 焊缝的显微组织相比,LHI 焊缝接头典型地显示为细小的显微组织,如图12 所示。在LHI 焊缝接头也观察到了M-A 的存在,如图13 所示。从这些照片中也可以看出由于高的冷却速率,显微组织由细小的针状铁素体和下贝氏体组成,特别在焊材A 情况下,它的C含量最高。

图12 LHI 焊缝接头示意图

图13 LHI 焊缝接头Lepera 腐蚀法发现的M-A
通过以上试验,可以得出:HHI WM 的显微组织主要由针状铁素体组成;在焊材B(低碳)情况下发现了大量带有粗大板条的贝氏体铁素体;在LHI 接头(较高冷却速率)的焊缝中观察到细小的针状铁素体和下贝氏体,尤其在焊材A 情况下(较高的碳含量);由于多通道焊接,进行临界间再次加热后存在不同的区域,显示了稍多的第二相(碳化物团簇,M-A 岛)。
4 结 论
1)使用ER110 焊丝A 和ER100 焊丝B,热输入范围从0.6 kJ/mm ~1.1 kJ/mm,能满足0°C 时热影响区在FL+1 mm 处的CTOD 值0.25 mm 的要求。
2)使用ER110 焊丝A 和ER100 焊丝B,及0.6 kJ/mm 的低热输入,保证0°C 时在焊缝及在熔合线HAZ 的平均最小值0.15 mm 是可能的。如果要求焊缝的最小值为0.25 mm,则需要进一步对焊材(可获得的或将要开发的)进行试验。
3)使用ER110 焊丝A 和ER100 焊丝B,及1.1 kJ/mm 的高热输入,保证0℃时焊缝CTOD 的平均最小值0.20 mm 是可能的。同时目前尚不要求保证熔合线的CTOD 值。如果焊缝的CTOD 值0.25 mm 为强制性要求,则需要进一步对焊材(可获得的或将要开发的)进行试验。
4)为满足焊接状态下环焊缝接头(WM,FL,FL +1mm)的CTOD 平均为0.15 mm 的要求,Tenaris 提出将TTR 12.75”OD×16 mm WT 的C1 合金设计的可焊性热输入范围限制在0.70 kJ/mm±15%。
5)通过使用短时的焊后热处理(685℃时保温5 min),可以提高熔合线的CTOD 值,但对焊缝则不太明显。
编译自Alfonso Lzquierdo. Development of High Steel Grade Seamless X100 Weldable,Proceedings of the ASME 27th International Conference of offshore Mechanics and Arctic Engineering,Estoril.Protugal,June 15 -20,2008.
猜你喜欢
电焊机(2024年1期)2024-03-01 06:20:44
金属热处理(2022年8期)2022-09-05 08:38:30
山东冶金(2022年2期)2022-08-08 01:51:02
节能与环保(2022年3期)2022-04-26 14:32:36
激光与红外(2018年3期)2018-03-23 09:23:33
河北工业大学学报(2016年6期)2016-04-16 02:54:21
金属加工(热加工)(2015年8期)2015-12-27 07:36:16
山东冶金(2015年5期)2015-12-10 03:27:46
上海金属(2015年6期)2015-11-29 01:08:59
女友·家园(2014年3期)2014-11-26 22:24:31