
龙眼茶茶粕中茶皂素提取工艺的研究
2015-12-24 03:31:06游瑞云郑珊瑜陈榕张仁堃卢玉栋
应用化工 2015年9期
游瑞云,郑珊瑜,陈榕,张仁堃,卢玉栋
(1.福建师范大学 材料科学与工程学院,福建 福州 350007;2.福建师范大学 化学与化工学院,福建 福州 350007;3.福建胜华农业科技发展有限公司,福建 福州 350007)
龙眼茶不仅具有果皮薄、出籽率高、含油率也高的优点,而且抗炭疽病和抗风力也比较强,并能相对稳定地遗传给后代,因此得到了广泛的引种栽培,目前龙眼茶主要分布在福建省的戴云山、鹫峰山区域间的广大低山、丘陵地区[1]。
茶粕是油茶籽经压榨提取茶油后的残渣,其中含有茶油、茶皂素、蛋白质等各种具有利用价值的有效成分。近年来,开展了茶粕多糖[2]、蛋白质[3]、多肽[4]、菌体蛋白饲料[5-6]、茶皂素提取[7]等方面的研究。
为了更好地提高龙眼茶种植效益,本文利用龙眼茶茶粕为原料提取茶皂素。茶皂素是一种性能优良的非离子表面活性剂,广泛应用于日化、建材、纺织、农药以及一些其它领域,其经济价值较高[8]。茶皂素易溶于水和醇类溶剂,但水会使大量的淀粉糊化、蛋白质胶体化,从而使提取工艺中的固液分离困难;超声波是物质介质中的一种弹性机械波,目前已广泛应用于植物中活性成分的提取,本文主要研究超声波辅助乙醇提取茶皂素的最佳工艺。
1 实验部分
1.1 材料与仪器
龙眼茶茶粕,由福建省胜华农业科技有限公司提供;无水乙醇、丙酮、HCl、NaOH、正己烷、无水乙醇均为化学纯。
HH-2 数显恒温水浴锅;AN0221 型分析天平;SHB-Ⅲ循环水式多用真空泵;101-1AB 型电热鼓风干燥箱;索氏脂肪抽提器;R-201 旋转蒸发器;TU-1900 双光束紫外可见分光光度计;KQ2200B 型超声波清洗器;FZ102 微型植物试样粉碎机。
1.2 实验方法
1.2.1 龙眼茶茶粕基本组成成分测定
1.2.1.1 水分含量测定 105 ℃恒重法,参考《粮食、油料检验水分测定法》(GB 5497—85)。
1.2.1.2 灰分含量测定 灼烧重量法,参考《粮食、油料检验灰分测定法》(GB 5505—85)。
1.2.1.3 粗蛋白含量的测定 用微量凯氏法,参考《粮食、油料检验粗蛋白测定法》(GB 5511—85)。
1.2.1.4 粗纤维含量的测定 用水解重量法,参考《粮食、油料检验粗纤维测定法》(GB 5515—85)。
1.2.1.5 粗脂肪含量测定 用索氏提取法,参考《粮食、油料检验粗脂肪测定法》(GB 5512—85)。1.2.1.6 糖类含量的测定 直接滴定法。
1.2.1.7 茶皂素含量的测定 精确称取龙眼茶茶粕10 g,置索氏抽提器中,石油醚60 ℃回流4 h 脱脂后,烘干,然后用80%乙醇80 ℃回流5 h,直至回流液无色,在滤液中加入20 mL 浓盐酸,加热回流1 h后常压过滤得到沉淀,最后将沉淀用热水洗涤呈中性后于105 ℃烘箱中烘至恒重,用电子天平精确称量,得沉淀重。根据下面公式计算茶皂素的含量:
茶皂素=沉淀重/(0.492 1 ×10)×100%。
1.2.2 龙眼茶茶粕中茶皂素的提取 称取经粉碎的脱脂油茶籽饼粕30 g 于250 mL 三口烧瓶中,加入一定量浓度的乙醇溶液浸提,过滤得到的滤液经旋转蒸发仪加热浓缩,最后在70 ℃烘箱中干燥得到粗茶皂素。脱脂茶籽粕提取茶皂素流程如下。

茶皂素得率=茶皂素质量×茶皂素的纯度/干燥茶籽饼粕×100%。
在浸提时,分别对乙醇浓度A(0%,25%,50%,65%,75%,85%,95%),浸提时间B(0.5,1,1.5,2,2.5 h),浸提剂乙醇用量即料液比C(1∶2,1∶3,1∶4,1∶5),浸提温度D(60,70,80,90 ℃)作为单一变量,确定茶皂素提取的最佳条件。
1.2.3 超声波辅助乙醇法制茶皂素 称取经粉碎的脱脂油茶籽饼粕30 g,用75%乙醇溶液120 mL在超声波辅助下浸提,过滤得到的滤液经旋转蒸发仪加热浓缩,最后在70 ℃烘箱中干燥得到粗茶皂素。
1.2.4 茶皂素的定量分析 用电子天平称取茶皂素2 g 左右,放入100 mL 烧杯中,加入40 mL 沸水使之溶解。趁热常压过滤,用沸水洗涤3 次,每次约10 mL,然后在滤液中加入20 mL 浓盐酸,加热回流1 h后常压过滤得到沉淀,最后将沉淀用热水洗涤呈中性后于105 ℃烘箱中烘至恒重,用电子天平精确称量,得沉淀重。根据下面公式计算茶皂素的纯度:茶皂素纯度=沉淀重/(0.492 1×样品重)×100%。
2 结果与讨论
2.1 龙眼茶茶粕基本成分
表1 列出了龙眼茶茶粕的基本成分。

表1 龙眼茶茶粕基本成分Table 1 Components of Camellia Meiocarpa seed cake
由表1 可知,龙眼茶茶粕中茶皂素含量达到13.4%,粗脂肪含量占到2.3%,本项目以提取残油后的龙眼茶茶粕为原料提取茶皂素。
2.2 浸提温度对茶皂素得率的影响
为了考察浸提温度对茶皂素得率的影响,保持乙醇浓度75%,料液比1∶4,浸提时间2 h 的条件下,分别利用不同的浸提温度对茶籽饼粕进行茶皂素提取,结果见表2。

表2 浸提温度对茶皂素得率的影响Table 2 Effect of extraction temperature on the yield of tea saponin
溶质在溶剂中的溶解度一般都是随着温度的升高而增大,当温度升高时,浸取液的溶质浓度会增加,同时由于温度的上升会导致溶液的粘度下降,扩散系数增大,从而促使浸取速度增快。由表2 可知,随着温度的升高,茶皂素的得率与质量不断升高,当浸提温度为80,90 ℃时,茶皂素得率分别为12.7%,12.8%;当温度为90 ℃时,虽然茶皂素的得率最高,但茶皂素的纯度有所下降,这是因为温度过高,溶液粘性增大,茶粕中的蛋白、单宁等也容易浸出,所以80 ℃为茶皂素的最佳浸提温度。
2.3 浸提时间对茶皂素得率的影响
为了考察浸提时间对茶皂素得率的影响,保持乙醇浓度75%,浸提温度80 ℃,料液比1∶4 的条件下,分别测定了不同浸提时间后茶皂素的得率,结果见表3。

表3 浸提时间对茶皂素得率的影响Table 3 Effect of time on the yield of tea saponin
由表3 可知,随着时间的增加,茶皂素的得率增加。当提取时间达到2 h 时,茶皂素的提取基本完成,茶皂素的得率为12.7%,其后随着时间的延长,茶皂素的质量虽然增大,但得率基本不变,这是因为达到一定时间后,液体主体溶质浓度增加,传质动力减少,浸取速度下降,大部分的茶皂素都已经浸提出来,之后浸出的是淀粉等其他杂质,从而造成纯度下降,因此,选择2 h 为浸提的最佳时间。
2.4 料液比对茶皂素得率的影响
为了考察不同料液比对茶皂素得率的影响,保持乙醇浓度75%,浸提温度80 ℃,浸提时间2 h 的条件下,分别用1∶2,1∶3,1∶4,1∶5,1∶6 的料液比对茶籽饼粕进行茶皂素提取,结果见表4。
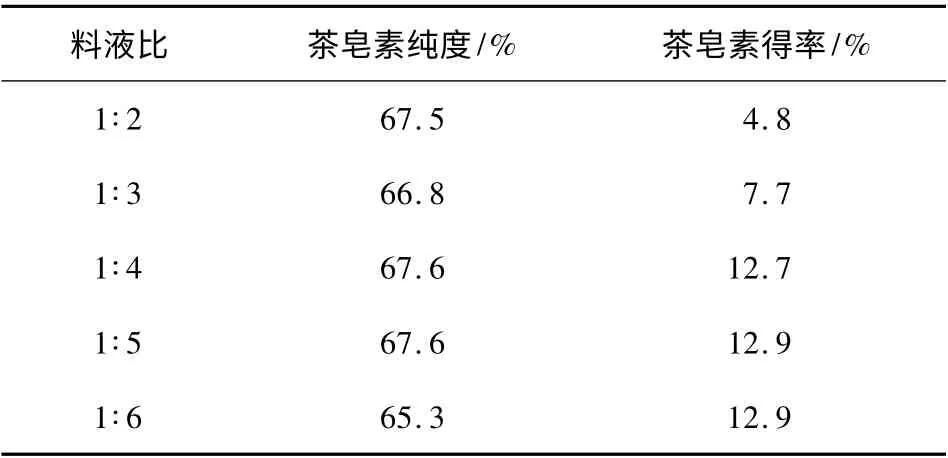
表4 料液比对茶皂素得率的影响Table 4 Effect of liquid-solid ratio on the yield of tea saponin
由表4 可知,茶皂素的得率随着溶剂量的增加而不断增大,最后趋于稳定,茶皂素的质量呈不断上升的趋势。但料液比从1∶3 增加至1∶4 时,茶皂素的得率迅速增加,进一步增加料液比,茶皂素得率增加不明显。因此提高料液比会加快浸取的速度,提高茶皂素的得率,但料液比继续增加时,茶皂素的纯度反而下降,因此要选择合适的料液比为1∶4。
2.5 乙醇浓度对茶皂素得率的影响
为了考察乙醇浓度对茶皂素得率的影响,保持浸提温度80 ℃,料液比1∶4,浸提时间2 h 的条件下,分别利用0%,25%,50%,65%,75%,85%,95%浓度的乙醇对茶籽饼粕进行茶皂素提取,结果见表5。

表5 乙醇浓度对茶皂素得率的影响Table 5 Effect of ethanol concentraction on the yield of tea saponin
由表5 可知,随着乙醇浓度的不断提高,茶皂素得率呈先上升后下降的趋势,利用75%的乙醇浓度对茶籽饼粕提取茶皂素,得率达到最高,为12.7%。这说明一定浓度乙醇溶液提取茶皂素的效果要好于纯水、低浓度或高浓度乙醇溶液,因为茶粕中含有蛋白质、淀粉、可溶性多糖等杂质,这些杂质在水中容易被浸出,造成溶液浓度增加,形成溶液的粘度增加,影响了茶皂素的得率。一定乙醇浓度可以减少大量杂质的浸出,提高茶皂素的得率,而随着乙醇浓度的不断增加会使茶皂素的得率下降,这是因为乙醇浓度的提高会加快蛋白质果胶等物质的凝固,阻止反应继续进行,且茶皂素不溶于无水乙醇。
2.6 超声波浸提时间对茶皂素得率的影响
为了考察不同超声波辅助浸提时间对茶皂素得率的影响,保持超声波清洗器的超声频率为40 kHz,超声功率为300 W,乙醇浓度为75%,料液比为1∶4,溶液的温度保持在80 ℃条件下,分别利用不同超声波提取时间对茶籽饼粕进行茶皂素提取,结果见表6。
由表6 可知,随着超声时间的增加,茶皂素的质量与得率均随之提高,当超声时间达到50 min 时,茶皂素得率达到最高,为12.8%。而当提取时间进一步增加时,茶皂素的得率并没有提高。由于茶籽饼粕颗粒内部茶皂素的溶解和扩散均需要一定的时间,所以延长超声波作用时间,有利于提取完全。但是随着提取时间的延长,茶皂素的质量进一步增加,但得率不会继续提高,因此造成茶皂素纯度下降。
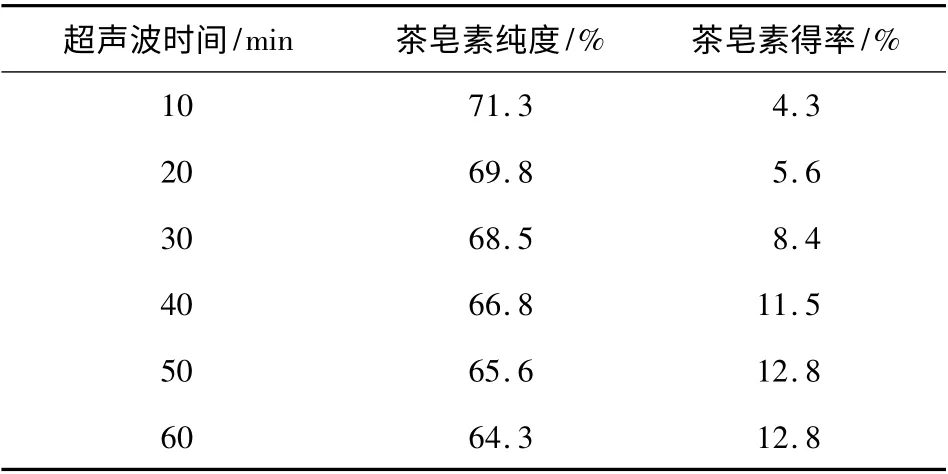
表6 超声波提取时间对茶皂素得率的影响Table 6 Effect of ultrasonic extraction time on the yield of tea saponin
2.7 超声波功率对茶皂素得率的影响
在料液比1∶4,超声浸提时间50 min,浸提温度80 ℃的条件下,选择了100,200,300,400,500,600 W六个超声功率来实验,考察超声功率对茶皂素含量及得率的影响,结果见表7。

表7 超声波功率对茶皂素得率的影响Table 7 Effect of ultrasonic power on the yield of tea saponin
由表7 可知,随着超声功率的提高,所得茶皂素的含量及得率均有所提高,但幅度不大,功率达到500 W 时茶皂素的质量及得率基本达到最大。功率再增大,茶皂素质量进一步增加,但纯度反而略有降低,其原因可能是对于一定频率和一定发生面的超声波来说,功率增大,声强随着增大。单位时间内超声产生的空化事件增多,从而有利于茶皂素的提取。但是不能无限制的增大超声功率,太高的声强产生的大量空泡通过反射声波可能减少能量的传递,并且与声强的增加呈非线性关系,也不利于茶皂素的提取。
3 结论
(1)龙眼茶茶粕中提取茶皂素的最佳工艺条件:浸提时间为2 h,乙醇浓度为75%,料液比为1∶4,提取溶液温度为80 ℃。
(2)超声波辅助乙醇法提取茶皂素降低了能耗,同时提高了茶皂素的质量和茶皂素的得率,较佳提取工艺参数为:超声频率为40 kHz,超声功率为500 W,浸提时间为50 min,乙醇浓度为75%,料液比为1∶4,提取溶液温度为80 ℃。
(3)利用超声波辅助乙醇法提取茶皂素的得率为12.9%,茶皂素纯度为65.6%。
[1] 熊年康,郭江,陈祥平,等. 油茶优良农家品种龙眼茶的丰产性状研究[J]. 福建林业科技,1987,54(2):29-36.
[2] 刘小如,张丽美,胡蒋宁,等. 油茶粕多糖的分级纯化及结构研究[J].食品科学,2013,23:96-102.
[3] 张新昌.油茶粕蛋白的分离纯化及功能特性研究[D].长沙:中南林业科技大学,2013.
[4] 龚吉军.油茶粕多肽的制备及其生物活性研究[D].长沙:中南林业科技大学,2011.
[5] 邓桂兰.混合菌发酵油茶粕生产菌体蛋白饲料的研究[J].粮食与饲料工业,2008(6):30-32.
[6] 马力,陈永忠,彭邵锋,等. 油茶粕最优培养基及混菌生产蛋白饲料的研究[J]. 中南林业科技大学学报,2013,10:34-37.
[7] 刘尧刚,胡健华,周易枚.油茶粕中茶皂素提取工艺优化的研究[J].粮油加工,2008(6):80-83.
[8] 张星海,杨贤强.茶皂素性质及应用研究近况[J]. 福建茶叶,2003(2):17-19.
猜你喜欢
少儿画王(3-6岁)(2021年8期)2021-09-12 10:42:18
中学生博览(2020年13期)2020-07-23 07:02:58
农药科学与管理(2019年10期)2019-04-20 07:13:14
天然产物研究与开发(2018年1期)2018-02-02 07:21:24
文学少年(有声彩绘)(2017年6期)2017-02-16 02:53:03
新农业(2016年13期)2016-08-16 12:12:42
中国粮油学报(2016年1期)2016-02-06 02:17:04
中国粮油学报(2016年1期)2016-02-06 02:16:54
领导文萃(2015年20期)2015-10-28 03:26:20
食品科学(2013年17期)2013-03-11 18:27:13
