
石膏板高速接纸电控系统的研发和应用
2015-12-23 06:40杨小东
制造业自动化 2015年24期
杨小东
YANG Xiao-dong
(北新集团建材股份有限公司,北京 100045)
0 引言
石膏板接纸电控系统是石膏板生产线的重要一环,主要用途为当为石膏板提供护面功能的纸卷用完后对包装线实现换纸功能。传统石膏板接纸电控系统均采用粗犷型控制模式(就地控制和人工操作相结合的运行方式),同时具有“效率低、自动化水平低、劳动强度大”等诸多弊病。这些缺点均严重制约了石膏板生产线的整体速度以及总体产量。因此需要研制、开发出一套先进的全自动化接纸控制系统以满足实际发展的需要。
1 系统介绍
在旧有接纸电控系统中采取零速接纸形式(为保证石膏板正常运行,需设有储纸机构),从而出现“设备使用面积大、调整跑偏困难、整个过程人工参与度极高、工人劳动强度大等诸多问题;同时由于接纸过程中张力无法保持稳定,经常出现护面纸破损、接纸失败,最终造成整个石膏板生产线的速度下降、产品合格率降低等严重后果。
根据新的接纸工艺需求,其电控系统需具有以下控制要求:1)研发张力电控系统用以实现张力恒定控制;2)研发新型气路电控系统用以保证放卷过程的连续性、稳定性;3)研发高速接纸顺序电控系统,用以增加接纸速度、降低设备占地面积;4)研发整体可移动式机架和对称回转臂转动式纸架电控系统用以进一步降低设备占地面积。
2 控制系统组成
根据高速自动接纸装备的性能特点及控制要求,我们研制和开发了一套由PLC、现场仪表、现场总线、MCC动力系统组成的开放的、模块化的、实时多任务的集散型可扩展的、专门用于高速自动接纸生产线的成套电控系统。所研制的控制系统技术先进、功能强、自动化程度高,能够实现张力控制、新型气路控制、回转臂转动式纸架控制、高速接纸顺序控制、连锁保护和纸卷速度同步控制等功能。本系统能够实现高速接纸设备正常稳定运行,保证主线系统24小时连续运行不停机;通过PLC通讯以及数据采集实现在接纸过程中接纸设备和石膏板主线的速度匹配。

图1 控制系统功能图
2.1 系统控制内容和设计原则
高速自动接纸设备由上纸装置、接纸装置、张力控制装置、辅助装置四部分组成。
系统的控制内容分为:通过基于速度同步控制、上纸接纸控制、先进气路控制的高速接纸控制系统;基于先进气路控制、张力控制的放卷控制系统。
按照上述设计原则,将控制系统分为:高速接纸控制部分和放卷控制部分。前者用来完成接纸过程中所有装置的动作控制、连锁保护以及速度同步控制;后者主要负责出纸过程中的张力控制,保证纸卷平稳运转。控制系统功能图如下所示。在实际生产过程中,接纸的动作是间歇的,而放卷控制是连续不断的,气路控制的作用是在换卷时自动进行制动气压的转换,改变张力控制器的控制对象,使放卷过程连续、平稳地进行下去。
2.2 控制系统硬件组成
根据工艺要求和控制需要,设置了高速自动接纸系统PLC主站。
其采用Allen-Bradley MicroLogix 1500 LRP Series C可编程控制器,搭配开关量输入模块1769-IQ32和开关量输出模块1769-OB16,同时选配了Ethernet/IP通信模块和1769-SDN DeviceNet Scanner模块,分别完成与上级(工厂DCS)和下级(变频器)的通信以及对设备的数据采集以及逻辑和过程控制。系统的张力控制选用集成了张力传感器、控制器、气动制动器的Montalvo张力控制系统,通过渐进式的PID调节提供精确的自动张力控制连锁控制。
2.3 张力控制分析
在石膏板高速接纸电控系统中,张力控制是最重要的一环,它决定了整个系统的成败。因此我们将张力控制作为本自控系统开发、研究的重点和难点。
生产过程中要求纸的张力尽量稳定,即使张力F保持恒定。其转矩方程为:

其中,纸的张力为F,纸卷半径R,J为转动惯量,m为纸卷质量,ω为纸卷角速度,制动器产生的扭矩为M,其正比于电/空转换器的输出气压P,与半径R无关,P又正比于控制器的输出Y。
随着放卷的进行,一段足够长的时间后,半径R会明显变小,要维持张力F不变,必须减小制动力矩M,即必须减小控制器的输出值。控制过程中将设定值和放大处理后的反馈值进行比较,得到的偏差信号经过PID算法计算,得到输出值,经电/空转换器(比例阀)转换成制动气压通向制动器,由制动器产生制动力矩来控制纸卷,使反馈值始终追踪设定值,从而使纸幅实际张力稳定在设定值附近。接纸过程中,旧辊的输出值通常较低,而新卷的输出值相对很高。通过张力控制器通过与接纸机主控制器通信,获取切纸刀动作信号,当切纸刀动作时,张力控制器进入接纸模式,在接纸时间内保持输出固定的值(适合新卷的输出值),接纸完成后又开始进入自动调整模式。
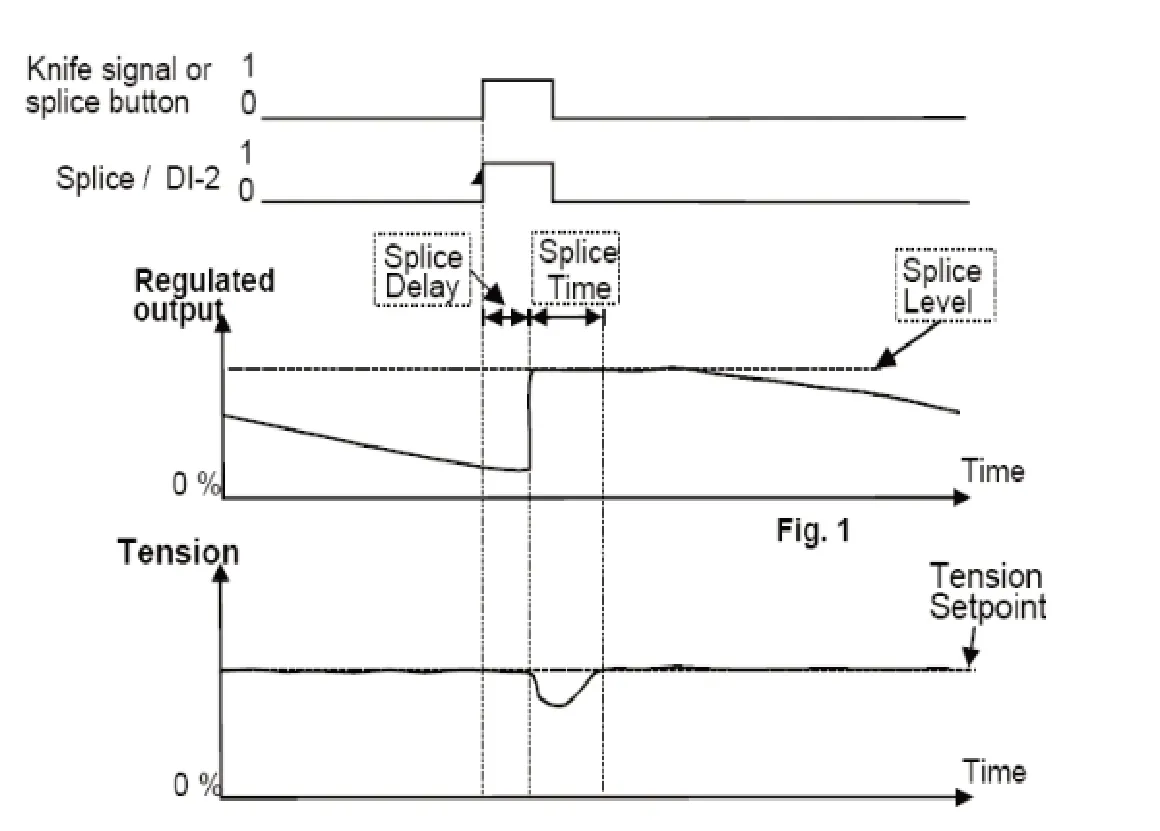
图2 切纸刀相关量的波形图
我们通过PLC、张力检测仪、精确比例放阀、张力检测仪等设备组成一套完备的张力控制系统;研发出专用程序模块进行PID张力闭环调节,确保接纸过程中张力稳定以及全线运行正常,以满足最终生产需求。
3 结束语
通过高速自动接纸电控系统的开发应用,提高了生产线速度和产品合格率,装置占地面积仅为传统的50%,产品合格率从原有的92%左右提高到96%以上,石膏板接纸完全实现自动化控制,能够适应石膏板高速生产的需求。该技术已成功应用到已建和在建的石膏板生产线中,提升了石膏板生产线的自动化水平和连续生产稳定性,在国内处于领先地位。
[1]向才旺,建筑石膏及其制品[M].北京:中国建材工业出版社,1998:368-370.
猜你喜欢
建筑与预算(2022年12期)2023-01-09
建筑与预算(2022年10期)2022-11-08
矿业科学学报(2022年2期)2022-01-11
建材发展导向(2020年15期)2020-11-26
科学与信息化(2020年10期)2020-06-19
动漫界·幼教365(中班)(2019年10期)2019-10-28
股市动态分析(2019年33期)2019-10-16
科学导报·学术(2018年11期)2018-10-21
意林(2017年4期)2017-03-03
意林(2016年7期)2016-05-03
