大型精密分析仪器ABC管理应用探讨
2015-12-22 06:20张嵬巍万冬林王伟王照华
河南冶金 2015年2期
张嵬巍 万冬林 王伟 王照华
(安阳钢铁股份有限公司)
0 引言
质量是企业生存和发展的第一要素,质量水平的高低反映了一个企业的综合实力。钢铁企业要使生产的产品质量稳步提高,除了把好各道工序、各级工艺的操作关外,严格控制数据分析质量也是关键之一,因此要确保分析质量,建立严格的分析质量管理系统很有必要。安钢原材料荧光分析组吸取了以宝钢等为代表的先进企业ABC 管理理念,并结合单位自身实际情况,对岗位大型精密分析仪器进行卓有成效的ABC 三级质量管理。
1 ABC 管理理解
1.1 ABC 管理发展及概述
主要是对仪器设备的近期精度、准确度及长期精度、准确度的波动进行管理,把它们的波动控制在理想范围内。常用管理工具是质量控制图,简称质控图,是对被测对象特性量值的一种图形表述。质控图是由美国W. A. Shewhart 在1924年首先提出来的,40年代开始用于实验室的质量控制。质控图由中心线(CL)与上下控制限(UCL ,LCL)组成,纵坐标为特性指标,横坐标为抽样时间。中心线是所控制的特性量值的准确值,上下控制限是质量管理的允许差。常用质控图有极差R 控制图,即A 管理图,用于控制精度;平均值(准确)值控制图,即B 管理图,用于控制准确度[1]。那么C 管理又是什么呢?通常的管理方式为使用其他仪器对受控仪器进行的数据比对,可以是同方法也可以是不同方法。
1.2 宝钢ABC 管理运行模式
对同一试样重复分析的差值管理为A 管理,主要是对仪器近期内的精度(再现性)及仪器的波动进行管理;对基准试样分析值与基准值之间的差值进行管理为B 管理,主要是对仪器近期的准确性及仪器的波动进行管理;未知样品的仪器分析值与化学分析值的差值进行管理为C 管理,也可称为化学分析方法对仪器的长期性漂移进行管理[2]。
1.3 安钢ABC 管理运行模式
A 管理:同一台套仪器短期准确性、长期稳定性统计的管理;B 管理:同种设备、不同台套仪器对同一品种样品比对分析的一致性统计管理;C 管理:不同检验方法,对仪器分析数据进行比对分析的准确性统计管理。
分析仪器ABC 管理的理解:仪器的分析数据任何时候都必须准确,是为A 管理。现实中,大型钢铁企业里因化验要求繁多,化验室中大型仪器品种、分析手段日益增多;为保证生产的连续稳定进行,承担同一分析任务的仪器也需要多台套。同品种分析仪器,不同台套设备之间的准确性、一致性管理称之为B 管理。不同仪器品种、分析手段之间的分析结果的准确性、一致性管理称之为C 管理。
2 ABC 管理应用
2.1 A 管理
2.1.1 A 管理定义
A 管理是指同一台仪器对同一组具有代表性的标准(内控)试样重复分析的波动管理,主要是对仪器短期准确性、中长期稳定性波动进行管理。
2.1.2 A 管理图
每天通过分析标准样品,比对标准样品标值与仪器分析结果的准确性、稳定性,统计表见表1(以X 荧光仪分析铁矿石全铁为例,下同)。
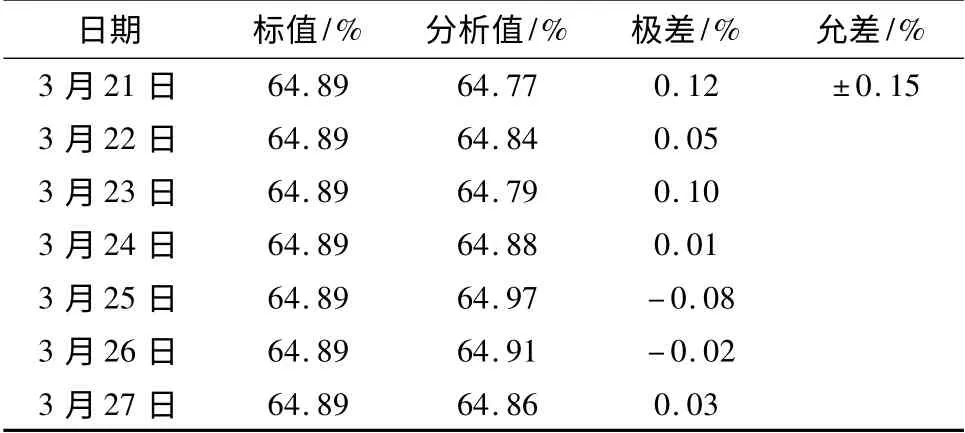
表1 A 管理统计表
将一段时间内的分析结果进行统计,求出极差R,进行长期准确性、稳定性管理,管理图如图1 所示(以X 荧光仪分析铁矿石全铁为例,下同)。
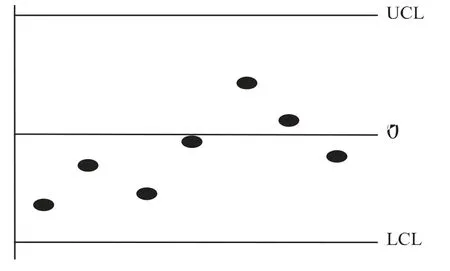
图1 A 管理控制图
2.1.3 A 管理样品选择
因A 管理对试样的均匀性、定值准确性都有较为严格的要求,所以需选用有准确定值的标准样品或内控管理试样。
2.1.4 日常管理
1)每天仪器工作使用前进行A 管理确认,发现超过允许误差,立即对仪器工作曲线及硬件部分进行状态检查。若由仪器工作曲线漂移引起,则进行标准化校正;若由仪器硬件部分引起,待查明原因修复后重新进行A 管理确认。
2)检查样品制备过程中是否被污染。
3)将所有分析数据记录在案,标准化、硬件调整也需专门记录。
2.2 B 管理
2.2.1 B 管理定义
B 管理是指同品种仪器对同一组标准(内控)试样重复分析的一致性管理,主要是比对同品种、不同台套仪器间短期精度(再现性)的波动进行管理。同时也能起到常用仪器出现故障时,及时起用另一台仪器,确保分析工作顺利开展。
2.2.2 B 管理图
每天通过分析标准(内控)样品,比对同品种不同台套间分析结果的一致性、稳定性,统计表见表2。
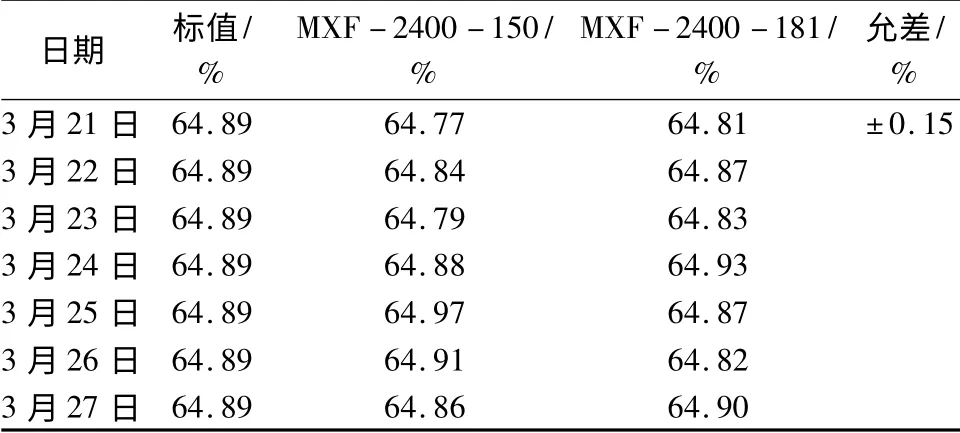
表2 B 管理统计表
将一段时间内的分析结果进行统计,进行长期一致性、稳定性管理,管理折线图如图2 所示。
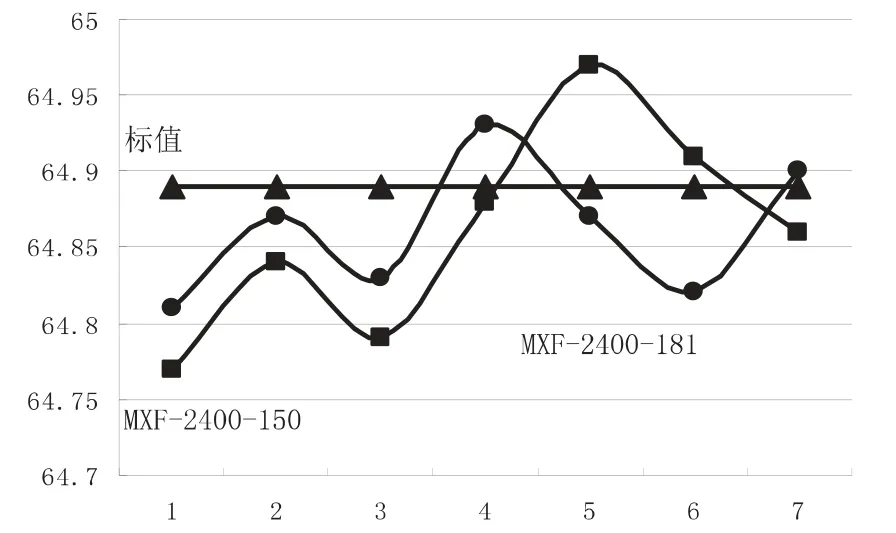
图2 B 管理折线图
从图2 中可以看出,要尽量使两台仪器每次分析值保持相同走向,并尽量在该样品标值的同一侧,且符合相应的管理允许差;若两分析值无法在同一侧,也应尽可能接近其化学值且符合相应的管理允许差。
2.2.3 B 管理样品选择
因B 管理是A 管理的补充与完善,所以对试样的均匀性、定值准确性依然有较为严格的要求,需选用定值准确的标准样品或内控管理试样。
2.2.4日常管理
1)每天进行A 管理确认后,进行B 管理确认,即制备的管理样品在不同台套设备上均进行分析。发现超过允许误差,立即对仪器工作曲线及硬件部分进行状态检查。若由仪器工作曲线漂移引起,则进行标准化校正,并再次执行单台套仪器A 管理确认;若由仪器硬件部分引起,待查明原因修复后重新进行A 管理确认。
2)将所有分析数据记录在案,如出现标准化、工作曲线调整、硬件调整也需记录。
2.3 C 管理
2.3.1 C 管理定义
C 管理是指生产试样的仪器分析值与其它检测方法(如化学方法)分析值的差值管理,主要是对仪器分析结果的准确性进行比对管理,也可视为其它检测分析方法对在用仪器分析方法长期性漂移(系统差)进行管理。
2.3.2 C 管理图
由于生产分析试样与制作工作曲线的标准样品、内控样品等的组织结构、制作工艺存在一定的差异,仪器分析值会不同程度的出现偏差,同时仪器受环境影响波动也会使仪器分析值产生偏差,因此必须对分析试样定期进行化学分析验证检查,将化学法和仪器法的分析值进行比较,检查两者之差,是否存在系统差别、是否符合C 管理允许差,根据统计结果绘出相关图,以考察仪器分析结果是否准确,见图3。

图3 C 管理相关图
由图3 可看出,若待测元素在从高到底的整个分析范围内,两种分析法的基本值一致,比较值点落在对角线两边且相距不远,则证明该仪器的分析值准确;若两者之间存在系统偏差,比较值就会落在对角线的一边,则要采用相应的方法把仪器分析值修正到与化学分析值一致;若存在偶然误差,则需对分析方法进行研究改进,努力提高职工操作水平,使误差减少到最小。
2.3.3 C 管理样品选择
C 管理对样品的选择并无特别要求,标准样品、内控样、生产试样均可,但要保证选择的样品均匀、稳定。
2.3.4日常管理
定时选取有代表性的试样如:含量在标准控制边缘的生产试样、成份异常的生产试样、能够拉开检验梯度试样,也可选择具有代表性的标准样品或日常使用内控试样,进行C 管理比对,根据比对数据监管仪器分析结果。当C 管理比对结果不好时,应选取一些标样和当月C 管理样品一起对工作曲线进行修正。一般修正工作曲线的方法有常数修正法和回归法。常数修正适用于点子分布比较平行,即高端、低端呈现相同偏差走势,只需将工作曲线方程节距项增加或减小一定值即可完成。回归法适用于点子分布不平行,高、低段呈现不同走势,修正时既要将工作曲线旋转又要平移,操1 比较复杂,往往需反复几次修正。若上述两种仍不能完成修正,则必须重新制作工作曲线。
3 大型精密仪器日常管理
笔者总结的大型精密仪器日常工作流程图如图4所示。
3.1 设备点检

图4 大型精密仪器日常工作流程图
为确保在用仪器能够长时间保持正常工作,每天上岗人员需对即将使用仪器进行有计划、有重点的设备检查及外露部分清理维护,确认仪器没有任何报警提示处于正常工作状态下,方可进行下一步操作,否则需停机查明原因。
3.2 工作曲线管理
大型精密仪器易受到周围环境条件(如电压、室温、湿度、震动等)和自身条件变化的影响,造成仪器波动,通常称为漂移。为了消除这种漂移带来的影响,常用的办法是进行标准化,因此仪器操作者有时接班后就要对仪器进行漂移校正即标准化(不同仪器发生漂移几率不同,如火花光源直读光谱仪几乎每天都要做标准化,而X 荧光光谱仪就不需要经常性做标准化)。通常标准化分为两点标准化和单点标准化两种。现一般采用的是两点标准化,即选用两个含量分别在工作曲线上、下限附近的标准化样品,激发出它们的光强度值R'高和R'低,从而可求得漂移校正系数α、β。标准化完成后即可进行A、B 管理确认,确认值在允许差内方可投人生产,否则需重新进行标准化及A 管理确认,A 管理确认符合允许差要求即可进行B 管理确认。
定期对仪器进行C 管理检查,对比管理数据和仪器数据,当对数据产生质疑时,随时对仪器进行校正。
3.3 生产试样及分析数据管理
大型精密仪器对于送检的试样都有着严格要求,均匀性、代表性、可分析性需同时具备,才能从根源上保证仪器分析数据的准确和稳定,所以作为操作人员在接触生产试样时,首先要做的就是判断送检的试样是否符合仪器分析的要求,如果不符合要求必须废弃处理,要求重新取制试样,如勉强上仪器分析,会直接产生错误数据,影响生产进度,重者造成仪器故障、损坏,蒙受重大经济损失。
为进一步确保数据分析质量,应将分析过的试样保留一段时间,可根据试样不同特性保留一周至三个月时间,除了复验备查外,还能挑选出来作为C管理试样或者内控试样。
所有试样分析数据都应长久保存起来,在目前电子科技快速发展的今天,是可以实现数字化保存的。
4 结语
本单位实行的特色大型精密仪器ABC 管理模式,经过多年运行体现出以下几点优势:
1)将仪器标准化管理普及至每一名职工,使上岗职工都能树立起正确使用仪器、合理保养仪器、确保分析质量的工作态度。
2)通过每天A、B 管理、定时C 管理交互式控制,检验数据准确性、稳定性得以很好的控制,产品检验质量得到有效管理。
3)提供了反映仪器状态和仪器漂移的及时数据,管理人员可以依据这些数据来判断操作者的操作水平和分析质量,可将此类数据作为仪器运行状态的跟踪记录,为该仪器的定期维护保养、期间核查提供依据。
4)仪器分析属于相对分析,该管理方法使仪器分析值的准确性、稳定性管理更加直观、准确、易于控制。
但也存在有待讨论的地方。检验技术的发展就是在不断的优化、改良中前进,照搬先进理念、方法有时不一定合适我们的工作实际,适用性是我们每一个技术人员应该重视的工作方向。
[1]朱良漪.分析仪器手册[M]. 北京:化学工业出版社,1997:11-47.
[2]黄晓兰. 大型化验分析仪器ABC 管理[J]. 梅山科技,2004(2):37 -39.
猜你喜欢
现代仪器与医疗(2022年4期)2022-10-08
现代仪器与医疗(2022年2期)2022-08-11
山东冶金(2022年3期)2022-07-19
建材发展导向(2021年10期)2021-07-16
Annals of Applied Mathematics(2020年3期)2020-09-14
中州大学学报(2019年3期)2019-07-17
百科探秘·航空航天(2017年12期)2018-01-31
武汉工程职业技术学院学报(2017年1期)2017-04-24
电子制作(2016年21期)2016-05-17
管理现代化(2016年5期)2016-01-23