
采煤机摇臂齿轮箱的故障特征分析
2015-12-22 07:26:36刘静坤
科技视界 2015年24期
刘静坤
(神东煤炭集团设备维修中心,陕西 神木 719315)
采煤机摇臂箱齿轮箱与工业中常见的减速箱等齿轮箱结构不同,其内部较为结构复杂,能够满足多种工况下的使用要求[1]。摇臂箱齿轮箱作为连接截割电机与螺旋截割滚筒的关键部件,在大工作量、高生产效率的煤矿生产中有着重要的作用。由于采煤机截割煤壁的工作强度非常高,导致采煤机的机械部分容易失效。在严格的煤矿安全标准下,采煤机的检修与维护是必不可少的,比如,在生产20 小时的条件下,需要对设备进行维护或者检修4 小时。摇臂齿轮箱在采煤机中属于易损坏部件,因此,及时地检测与维修是保证高效综采生产重要前提条件。
1 摇臂齿轮箱故障统计及原因分析
1.1 齿轮箱故障统计
根据历年的采煤机维修记录可知,采煤机摇臂齿轮箱的主要故障区[2]有三处:高速区一级减速直齿轮及轴承、低速区两级行星轮系、浮动油封。在采煤机摇臂齿轮箱中,高速区的故障,比如高速齿轮及轴承等,其故障的发生率最高,占摇臂齿轮箱的42%;低速故障区,比如二级行星轮系、大圆锥轴承等,其故障的发生率占总体的30%,其中,二级行星齿轮折断故障如图1 所示;浮动密封故障的发生率也较高,其主要原因为齿轮箱的密封性能不够或者元器件老化,导致齿轮箱漏油以及煤尘等物质进入齿轮箱,引发行星轮系及轴承的二次事故,该故障是目前国内外采煤机摇臂齿轮箱在设计与制造时的一个重大难题,难以解决,因此,故障率一直保持较高的状态。

图1 二级行星齿轮折断
目前,我国对于采煤机摇臂齿轮箱的检测通常采用油液铁谱分析技术与振动检测技术[3]。其中,油液铁谱分析技术通过对齿轮箱润滑油液磨损颗粒的大小、形态、面积、特征等参数进行定性或定量的分析摇臂齿轮箱工作状态的现状及发展趋势,检测成本较低。但是该方法受限于工人技术水平和摇臂齿轮箱的复杂性,过程中耗时耗力,并且无法实时判断齿轮箱内部结构是否满足使用要求,因此,该方法的应用受到了一定的限制。振动检测技术是一种新型的故障诊断技术,属于无损检测方法,对工人的专业技术要求较低,能够及时诊断出齿轮箱中常见的各种故障,并在一定程度上提升设备管理的竞争力水平,具有广阔的应用和发展空间。
1.2 齿轮箱故障分析
齿轮传动机构通常处于高速重载的工作状态,在正常工作过程中,由于齿轮啮合运动产生的摩擦热以及轴承转动产生的摩擦热,齿轮传动系统温度会变得很高;同时由于润滑油的冷却作用,其温度会保持平衡状态。齿轮传动机构在工作过程中工作环境和工作参数不可能保持一成不变,这些变化会对齿轮的温度产生明显的影响,造成润滑油膜的破裂,使齿面磨损加剧,引起胶合;过高的温度还会使齿轮、轴承和轴产生热变形,造成齿轮传动机构承载能力和工作稳定性的下降。
在摇臂齿轮箱的高速区,传动副处于高速状态,由于恶劣工况的使用要求以及齿轮箱内部润滑条件的恶化,在齿轮传动中致使啮合齿面间的油膜破裂,齿轮齿面在一定的压力作用下直接接触,其故障主要表现为齿轮齿面的磨损、点蚀、胶合和擦伤等,严重时会导致齿面接触部位“焊合”后又继续相对运动,使得金属从齿面上撕落,或从一个齿面向另一个齿面转移而引起损伤。高速区故障容易引起齿轮副的强烈振动及异常噪声,进而产生过热引发轴承故障,若不能被及时检测,往往需要更换齿轮以及相关的所有轴承,甚至出现安全事故。
低速区的齿轮副在工作中往往处于重载条件,其故障主要为两级行星轮系故障,特别是二级行星轮断齿、内齿圈断齿故障以及摇臂齿轮箱大轴承故障。该部位的齿轮系由于受到巨大的冲击或者长期过载,容易导致行星轮的内齿圈疲劳点蚀、裂纹,甚至引起断齿,同样地,该工作条件下轴承故障主要表现为磨损、剥落等。对于浮动密封故障引起的直接表现为漏油,但是其间接影响可导致齿面间接触点局部温度升高,油膜及其它表面膜破裂,表层金属熔合而后又撕裂形成热胶合损伤,形成传动副之间严重的振动和噪声。
1.3 齿轮箱结构分析
对于JOY 采煤机,其截割部采用铰接式摇臂结构,截割电动机采用横向布置[4]。整个截割部采用连接板通过销轴铰接的方式与采煤机机架联接,截割部滚筒的位置可通过液压调高油缸进行调整,能够适应综采工作面的煤层高度变化及生产需要。摇臂齿轮箱的爆炸结构图如图2 所示,图中可以看出,齿轮箱传动系统是由两级直齿圆柱齿轮和两级行星齿轮部分组成,输出端浮动密封用来防止摇臂齿轮箱漏油以及滚筒喷雾水及煤、粉尘进入齿轮箱。

图2 摇臂齿轮箱爆炸图
摇臂齿轮箱中共有14 个齿轮参与减速传动,为四级减速,其中,第二级减速包括6 个圆柱直齿齿轮,二级行星轮系与一级基本结构一致,太阳轮同时与行星架上3 个行星轮相啮合,当3 个行星轮载荷分布不均匀时,可以自动地调节3 个行星轮,使其共同分担载荷。行星轮的自由调节得益于太阳轮的支承为浮动状态。
2 摇臂齿轮箱故障分析
2.1 齿轮故障分析机理
文中对于摇臂齿轮箱的故障检测基于振动检测技术,因此,将齿轮箱传动系统可以看作是一个非常复杂的非线性机械振动系统。齿轮箱传动系统主要包括齿轮副、轴、轴承、箱体以及与齿轮传动相关的联轴器、原动机和负载等,在理论上要建立起数学模型是非常困难的。本文针对齿轮及齿轮箱故障的关键因素,将齿轮传动副进行简化分析,建立齿轮啮合振动示意图如图3 所示。
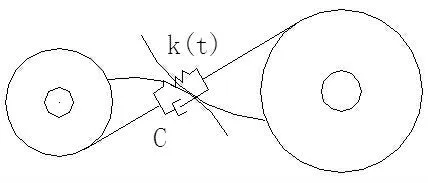
图3 齿轮啮合振动示意图
根据机械振动学理论可知,齿轮副作为激振系统,其动力学方程可以表示为:

式中,x 为沿啮合线上齿轮相对位移,M 为当量质量,C 为齿轮副啮合阻尼,k(t)为啮合刚度,F(t)为外界激励。其中,外界冲击激励F(t)主要指齿轮啮合振动及齿轮箱因故障缺陷产生的激励冲击,其变化受齿轮啮合刚度、齿面摩擦力方向和传动误差变化的综合影响。在润滑状态良好以及齿面粗糙度较低的情况下,齿面摩擦力的变化对啮合振动的影响较小,通常可以忽略不作考虑,重点考虑齿轮啮合刚度和故障函数,从而式(1)可以表示为:

式中,E1为齿轮受载后的平均静弹性变形,E2为齿轮误差和故障造成的两个轮齿间的相对位移。故障函数k(t)E1表示齿轮正常状态工作时的常规振动,k(t)E2表示齿轮缺陷时引起的异常振动。
2.2 齿轮失效分析
齿轮在工作过程中由于受到齿面间滑动摩擦、滚动摩擦以及齿轮变形引起的摩擦三方面因素的影响,使齿轮的温度升高,其中齿面间的滚动摩擦和齿轮变形引起的摩擦所占的比重很小,可以忽略不计,因此主要考虑滑动摩,同时齿轮由于润滑油的冷却作用和环境温度的影响,使齿轮温度在正常工作过程中基本保持平衡状态。
在摇臂齿轮箱中,齿轮的失效形式又随着齿轮材料、热处理、运转状态等因素的不同而改变[5],占整个齿轮箱零部件失效的一半以上,因此,齿轮失效形式的研究对于齿轮箱的故障诊断有着非常重要的意义。由于齿轮制造时可能存在误差、装配工艺不当或操作维护不到位,齿轮在运转时会产生多种形式的失效,包括齿轮齿面磨损、齿面胶合和擦伤、齿面接触疲劳、断齿等。
齿轮在啮合过程中,轮齿啮合接触表面出现的材料摩擦损伤的现象称为齿面磨损,根据磨损性质的不同可以分为磨料磨损和腐蚀磨损两大类,在齿轮啮合过程中,若润滑油供应不足、油质变异或者外来的金属或非金属小颗粒出现在齿轮啮合表面,将直接导致齿面发生强烈的磨粒磨损;磨粒磨损的进一步发展会使齿轮齿形改变,侧隙加大,引起振动噪声增大,齿厚减薄,腐蚀磨损以化学腐蚀作用为主要特征,并伴有机械磨损的一种损伤形式,润滑油中的活性成分(酸、水分等)和齿轮材料发生化学反应,造成齿轮腐蚀磨损。严重的齿面磨损会导致轮齿粗糙度和啮合偏差增大,引起传动副之间较大的振动与噪声,并降低齿轮的动力传动效率,甚至因齿厚变薄导致齿轮强度下降,造成齿断。
齿轮在啮合传动过程中,其根部受到脉动循环应力作用,当这种周期性的应力过高,或其它原因使齿轮强度降低,会在根部产生裂纹,并逐步扩展,或是在齿轮啮合过程中受到严重冲击过载时,也会引起齿根裂纹,当其它部分无法承担外载荷时,齿轮将发生严重故障断齿齿轮在啮合传动过程中,轮齿相当于悬臂梁,其根部受到交变应力作用最大,当周期性的交变应力超过齿轮材料本身的疲劳极限时,轮齿的根部会产生裂纹,直接影响着齿轮的承载能力和齿轮的使用寿命。摇臂齿轮箱在故障检测时,首先需要针对齿轮的工作条件,进行强度的校核与计算,文中对于齿轮的强度校核条件,以计算接触应力为标准,其应当小于许用接触应力,可表示为:

式中,σH为计算接触应力,σHP为许用接触应力,其中,计算接触应力σH可表示为:

式中,Ft为中点分度圆上的切向力,KA为使用系数,KV为动载系数。
3 摇臂齿轮箱振动信号频谱诊断
3.1 齿轮振动信号调制
在采煤机摇臂齿轮箱中,啮合的齿轮副往往以单、双齿啮合交替的形式变化,导致在齿轮副中形成周期性的激振力,导致传动副的振动,文中所采用的振动信号诊断方法正是基于该特征,可根据不同的振动信号调制预测和诊断出不同的故障模式。其中,啮合频率及谐频成分可表示为:

式中,m 为谐波数,Am为谐波幅值,fZ为啮合频率,φm为谐波相位,N 为啮合频率的最大谐波数。当齿轮或齿轮箱轴承、轴等部件出现故障时,将会对应着出现不同的冲击特性,进而出现不同程度的振动信号调制现象,比如,低频信号特征量控制高频信号相应特征量。在齿轮的振动信号调制中,常见到在啮合频率或其谐波频率两存在一些间距的复杂频率成分,这些频率成分称作边频带,其反映了振动信号的调制特征。边频的增多在某种程度上揭示了齿轮箱故障的发生,边频的距离反映故障的来源,其幅值反映了故障的严重程度。因此,对齿轮振动信号中出现的调制现象进行分析,有效地区分不同的调制型故障的振动特征,对边频带特征的识别程度,在很大程度上就决定了齿轮故障诊断的成败。
3.2 齿面磨损诊断
当出现齿面的均匀磨损故障时,由于无冲击振动信号产生,所以不会出现明显的调制现象。但是当磨损发展到一定程度时,啮合频率及其谐波幅值明显增大,而且阶数越高,谐波增大的幅度越大,同时振动能量的幅度也大大增加。当磨损较为严重时,二次谐波的幅值会超过啮合频率的幅值。此外,齿面磨损等均匀分布缺陷相当于调制信号为包络线较宽的脉冲,它在频域中表现为在啮合频率及其谐波成分两边产生幅值较大、起伏较大、分布较窄的边频,如图4 所示。

图4 齿面磨损检测

图5 断齿检测
3.3 断齿诊断
当出现断齿故障时,时域表现为幅值很大的冲击型振动,周期等于有断齿轴的旋转周期。与此同时,在频域里,在啮合频率及其高次谐波附近出现间隔为断齿轴转频的边频带;边频带一般数量多、幅值较大、分布较宽,谱线较为明显。解调谱中常出现转频及其高次谐波,甚至出现10 阶以上。同时由于瞬态冲击能量大,时常激励起固有频率,产生固有频率调制现象。
振动信号检测时,断齿的主要特征为:以齿轮啮合频率及其高次谐波为载波频率,齿轮所在轴转频及其倍频为调制频率的啮合频率调制,调制边频带宽而高,解调谱出现所在轴的转频和多次高阶谐波,以齿轮各阶固有频率为载波频率,齿轮所在轴转频及其倍频为调制频率的齿轮共振频率调制,调制边频带宽而高,解调谱出现所在轴的转频和多次高阶谐波,如图5 所示。
3.4 箱体共振
当齿轮、轴承或轴出现故障时,齿轮箱振动信号呈现出不同程度的调制现象,表现在频谱图上出现形式各异的调制边频带,根据齿轮箱故障形式及故障程度的不同,总体共振的特征有:以齿轮啮合频率及其高次谐振波为载波频率,齿轮轴旋转频率为调制频率的齿轮啮合调制现象而产生的边频带;以齿轮固有频率为载波频率,以齿轮所在轴的旋转频率及其高次谐波频率为调制频率的固有频率共振调制现象而产生的边频带;以齿轮箱体固有频率为载波频率,以齿轮所在轴的旋转频率及其高次谐波频率为调制频率的箱体共振调制现象而产生的边频带。
4 结语
摇臂齿轮箱在采煤机中属于易损坏部件,对其进行及时的检测与维修对于保证高效综采生产重要前提条件,齿轮制造时可能存在误差、装配工艺不当或操作维护不到位,齿轮在运转时会产生多种形式的失效,包括齿轮齿面磨损、齿面胶合和擦伤、齿面接触疲劳、断齿等。文中对摇臂齿轮箱的结构进行了研究,基于振动检测技术并通过信号的频谱诊断对齿轮箱中常见的各种故障诊断进行了分析,包括齿面磨损、轮齿断裂以及箱体共振等故障。由于啮合频率或其谐波频率两存在一些间距的复杂变频,其反映了振动信号的调制特征,并在一定程度上表现了齿轮箱故障的发生来源,其幅值反映了故障的严重程度,该研究方法与方向具有广阔的应用和发展空间。
[1]高晓清,姚竹亭.基于BP 神经网络的齿轮箱故障诊断[J].机械工程与自动化,2008,6:25-26.
[2]李晓虎,贾民平,许飞云.频谱分析法在齿轮箱故障诊断中的应用[J].振动、测试与诊断,2003,9:32-35.
[3]周晓红.解决采煤机浮动油封的漏油问题[J].煤矿机械,2008,12:56-57.
[4]韩捷,张琳娜.齿轮故障的振动机理研究[J].机械传动,1997,2:29-32.
[5]丁康,朱小勇,陈亚华.齿轮箱典型故障振动特征与诊断策略[J].振动与冲击,202001,3:43-46.
猜你喜欢
金属加工(冷加工)(2023年1期)2023-02-04 03:34:44
山东冶金(2022年3期)2022-07-19 03:24:36
再生资源与循环经济(2021年7期)2021-04-09 13:22:52
水泥工程(2020年4期)2020-12-18 07:12:12
重型机械(2020年3期)2020-08-24 08:31:46
制造技术与机床(2017年4期)2017-06-22 11:17:44
河南工学院学报(2017年1期)2017-06-07 09:00:59
制造技术与机床(2017年12期)2017-02-02 07:05:05
西南交通大学学报(2016年6期)2016-05-04 04:13:08
风能(2016年12期)2016-02-25 08:45:56
